The company TWEKO has implemented a project for the development, manufacturing, supply, and commissioning of an abrasive blasting complex and a paint and drying booth for a machine-building enterprise. The aim of the project was to introduce a controlled technological process for the preparation and painting of large-sized products, including surface cleaning, coating application, and drying. As a result, the customer received an integrated system that ensures stable process parameters and seamlessly integrates into the existing production infrastructure.
About the Client
A heavy engineering enterprise with many years of experience in the production of large-scale metal structures and machinery. The technological processes include welding, machining, and surface preparation for the application of paint and coating systems. To ensure consistent coating quality on large-sized products, it became necessary to implement controlled conditions for blasting and painting.
Proposed Solution
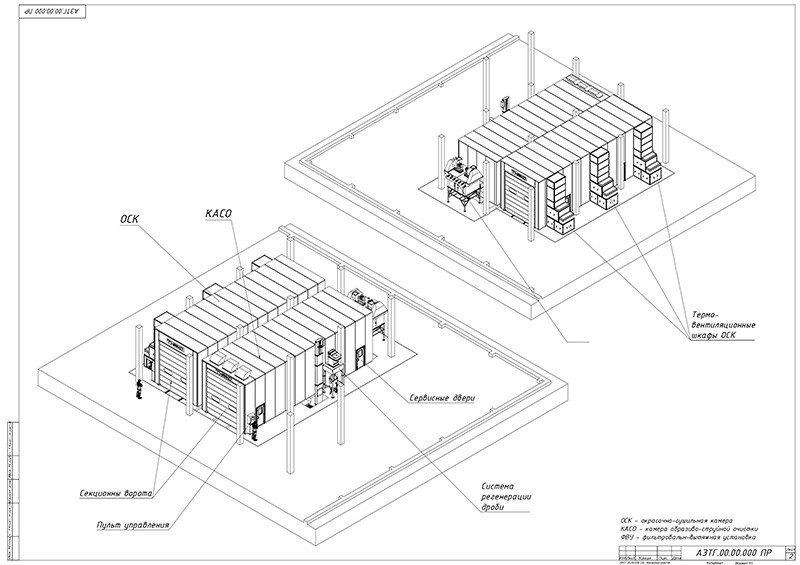
TWEKO specialists implemented an integrated technological complex based on the KASO abrasive blasting booth and the IKFS series paint and drying booth. The solution is adapted for processing large-sized products up to 12 meters in length, taking into account the specific requirements of the customer’s production.
The complex provides a sequential cycle of surface preparation, coating application, and drying, with clear separation of “dirty” and “clean” processes. The booths operate autonomously and are integrated into a unified production workflow, ensuring stable air environment parameters at each stage of processing.
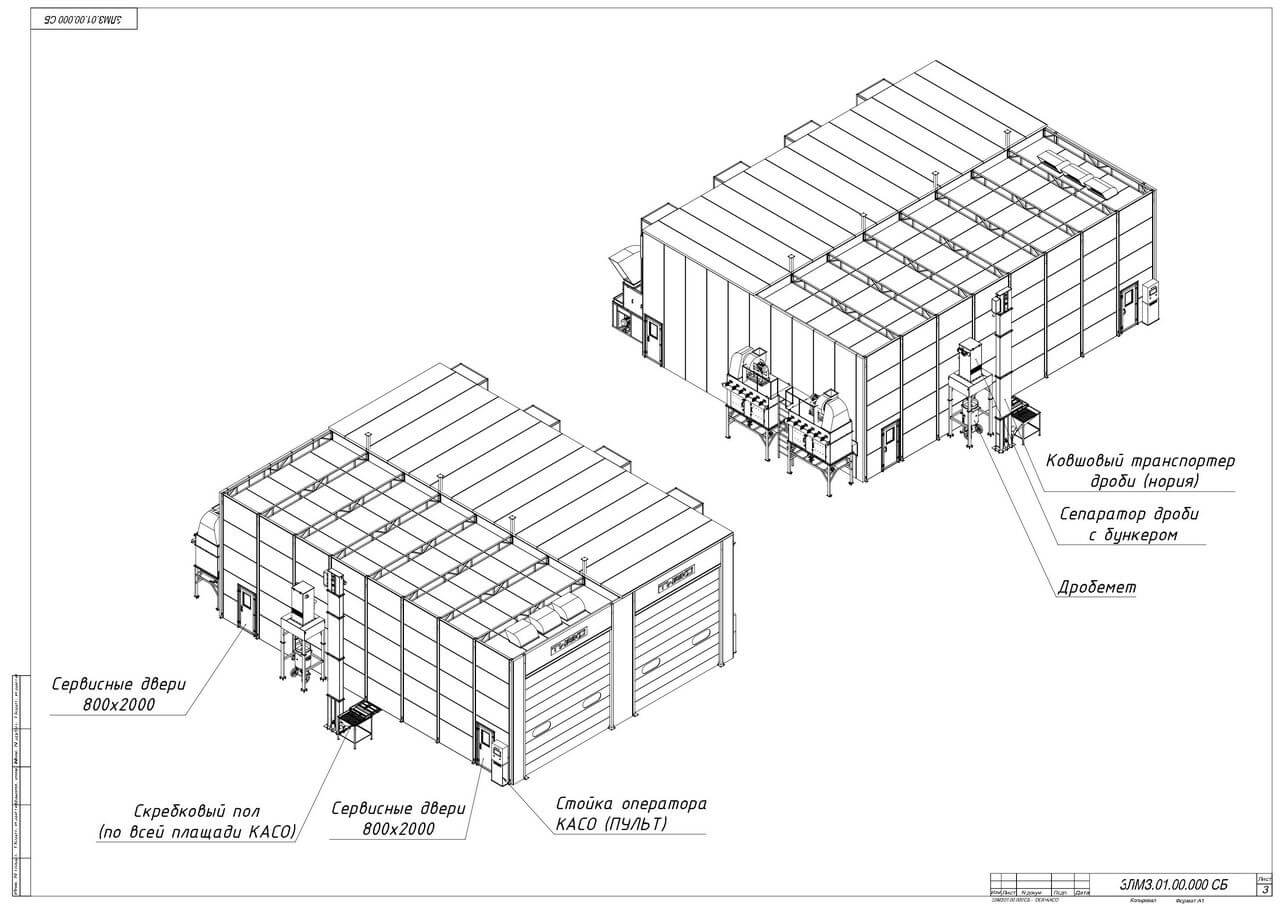
KASO-7 Abrasive Blasting Booth is equipped with an autonomous dust extraction system with abrasive recovery, including a cyclone separator and a filtration unit. The working area of the booth is 12,000 × 4,800 × 3,580 mm, allowing processing of large-sized products. The capacity of the dust extraction system reaches up to 20,000 m³/h, with an air cleaning efficiency of 96–99%.
The system provides continuous dust removal from the working area and automatic separation of abrasive material with its return to the process cycle. The cyclone separates the heavy fraction, while the filtration unit cleans the air before discharge into the atmosphere. The installed power of the dust extraction unit is up to 30 kW, and the noise level outside the booth does not exceed 70 dB.
The equipment enables simultaneous execution of blasting, dust extraction, and abrasive recovery processes, ensuring process stability and reduced abrasive consumption.
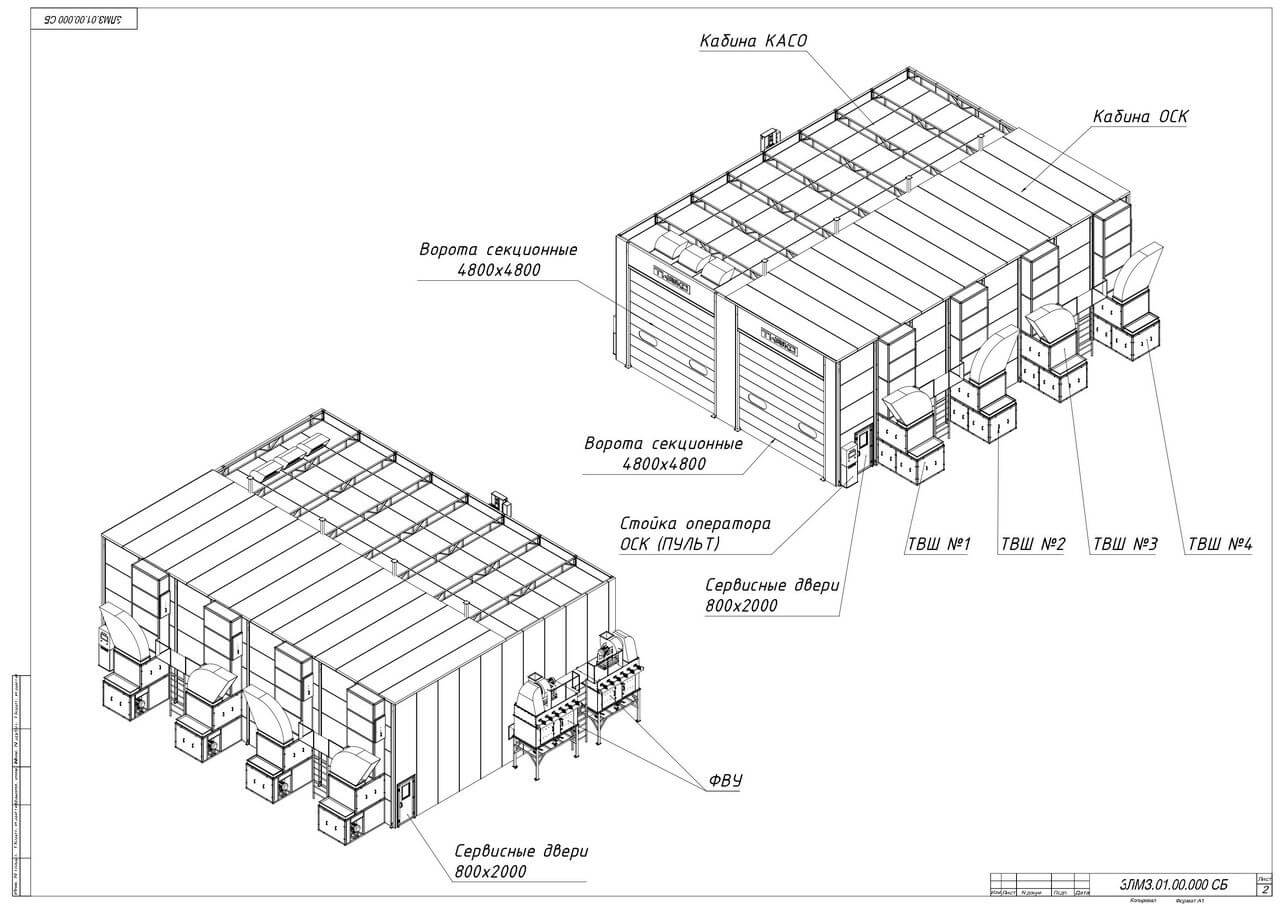
IKFS-14 Paint and Drying Booth is equipped with supply and exhaust ventilation with an air exchange rate of up to 52,000 m³/h, provided by two supply air units with a capacity of 11 kW each and one exhaust unit of 7.5 kW. The working area of the booth is 12,000 × 5,000 × 4,000 mm, allowing processing of large-sized products.
The air treatment system includes multi-stage dry filtration (pre-filters, ceiling filters, and floor filters), ensuring a filtration efficiency of up to 96.7% and uniform airflow distribution within the working area. In painting mode, a positive pressure of 10–30 Pa is maintained to prevent ingress of dust from outside.
Drying is performed using electric heating based on finned tubular heating elements (up to 60 units), with a maximum temperature of up to 80°C. In this mode, air recirculation is implemented with sequential stages: purge, heating, drying, and cooling, ensuring temperature stability and energy efficiency.
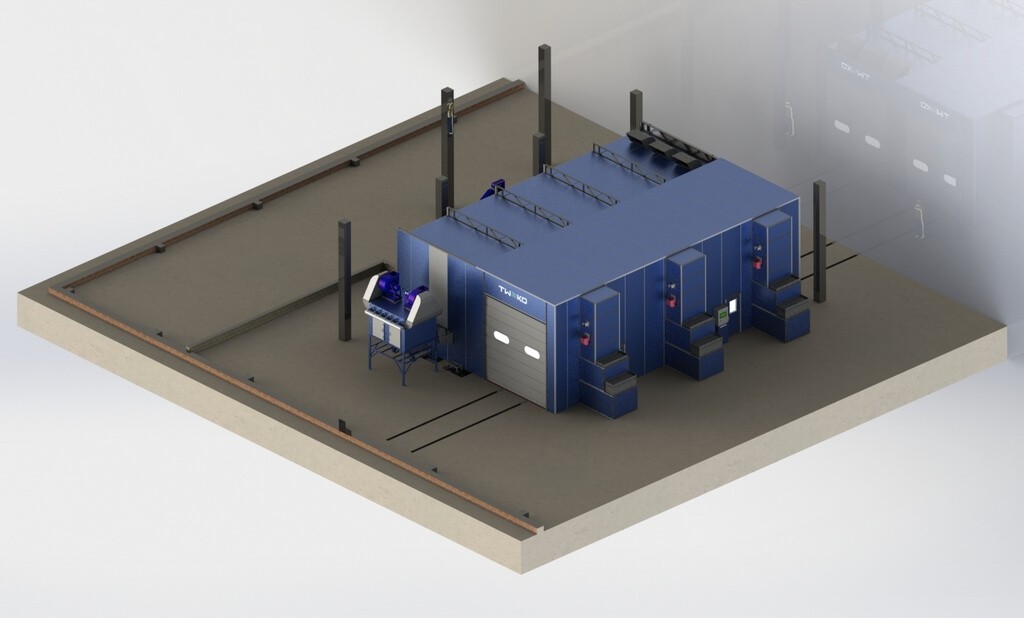
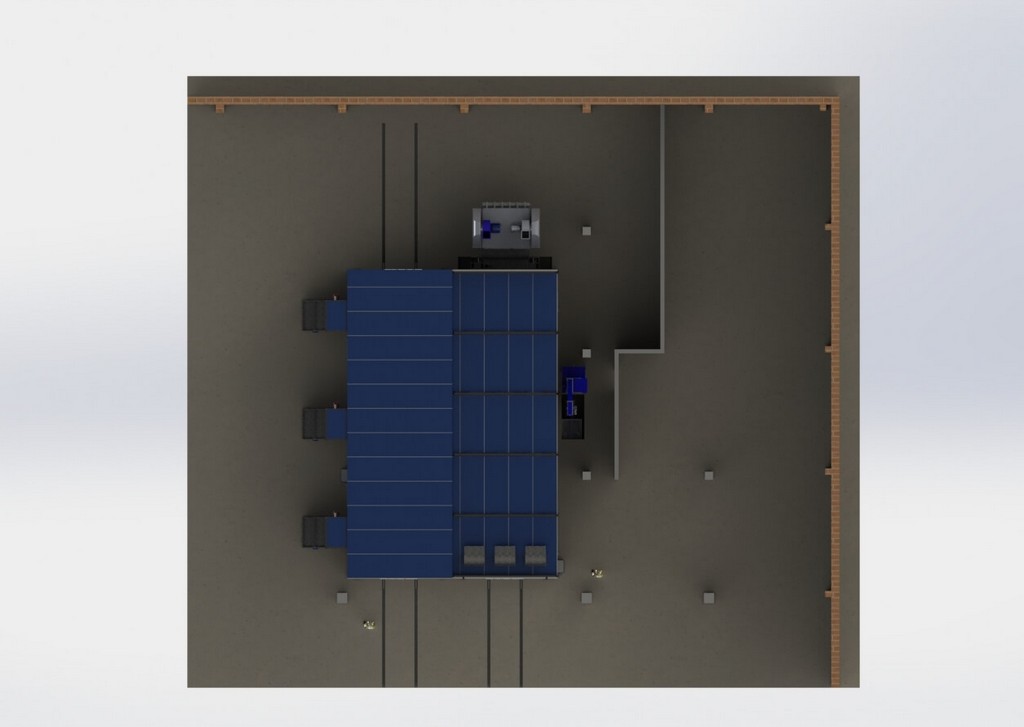
The complex is designed with separated technological zones: the abrasive blasting booth operates independently from the paint and drying booth and is equipped with a dedicated dust extraction system with abrasive recovery. A технологical buffer zone (~6.7 m) is provided between the booths, minimizing dust transfer and ensuring separation of “dirty” and “clean” processes.
The system is controlled via a programmable logic controller (PLC) with monitoring of temperature, pressure, drying time, and operating modes.
Project Results
Continuous production processing cycle ensured
Improved surface preparation quality before coating
Abrasive consumption optimized through recirculation
Reduced dust impact on the painting process
Improved working conditions for personnel
Enhanced process controllability through automation
The implemented complex ensures a complete cycle of surface preparation and coating of large-sized products typical for heavy engineering enterprises, including machine beds, frames, housings, and other metal structures. Controlled air parameters and separation of технологical zones ensure consistent coating quality on heavy and geometrically complex products.
The solution is integrated into the existing production infrastructure and can be applied in machine-building, energy, and metallurgical industries where surface preparation and corrosion protection of large-sized products are critical.
Need a solution for surface preparation and coating of large-sized products for your enterprise? Contact TWEKO specialists — we will select the optimal equipment solution according to your dimensions, технологical requirements, and production задач.
Pass-Through Technological Complex for Abrasive Blasting and Spray Painting
In September 2024, a major Ukrainian machine-building enterprise approached TWEKO with a request to develop and supply a technological complex for a complete production cycle of surface preparation, abrasive blasting, washing, spray painting, and drying of oversized products.
As part of the project, TWEKO selected the optimal equipment configuration, including an abrasive blasting chamber, a spray painting and drying booth, and auxiliary modules. The scope also covered system integration, engineering utilities installation, electrical works, commissioning, and handover of the complex for industrial operation in October 2025.
About the Client
The client is a Ukrainian design-and-manufacturing enterprise in the machine-building sector, specializing in the development, production, maintenance, and repair of specialized automotive and industrial equipment, as well as the supply of components and service support.
The enterprise provides a full range of services, including engineering design, manufacturing, technical maintenance and repair of equipment, as well as component supply and service support.
Thanks to its well-developed production base and the implementation of engineering innovations, the company is one of the stable system manufacturers in its market segment.
Solution
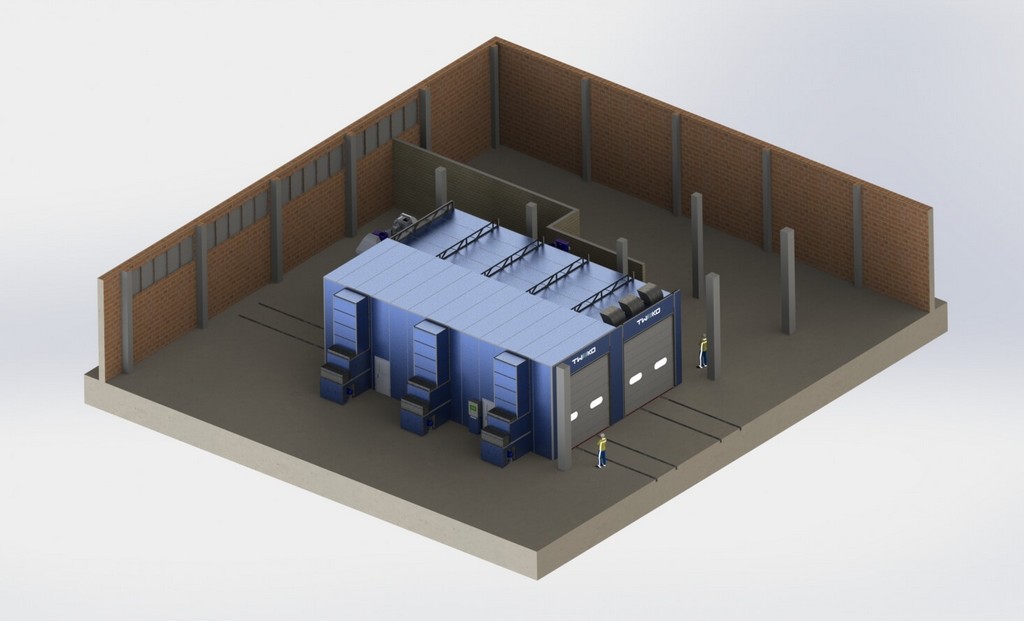
To ensure a complete cycle of surface preparation and coating application, TWEKO implemented a comprehensive technological solution that includes an abrasive blasting chamber, a pass-through paint-drying booth, as well as auxiliary engineering and technological systems integrated into a single production process.
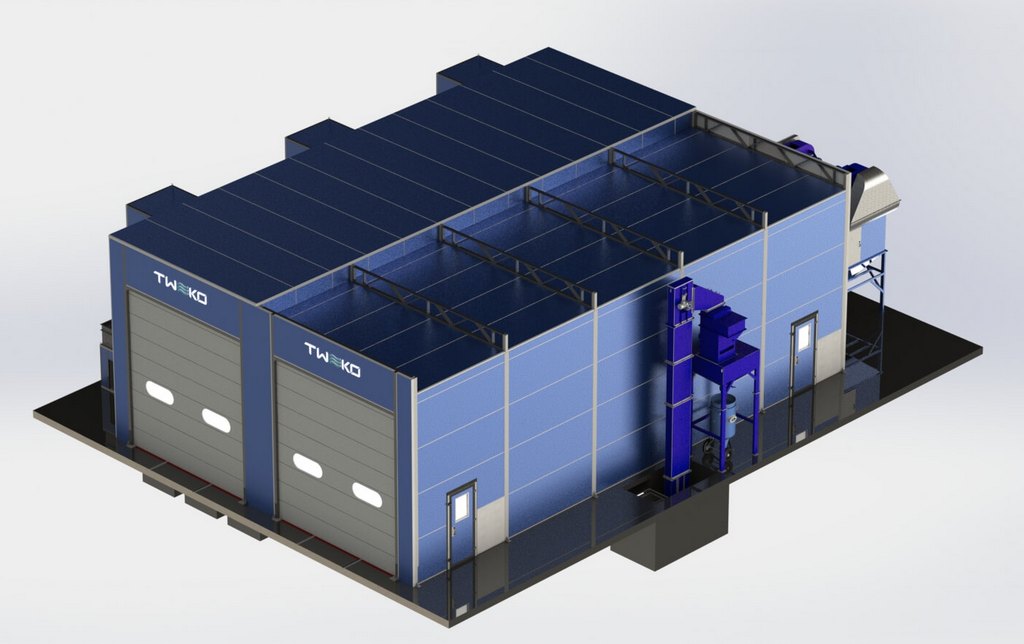
Abrasive Blasting Chamber For the surface preparation stage, an abrasive blasting chamber of the KASO series manufactured by TWEKO was implemented — the KASO-15 pass-through model with a single abrasive blasting working zone. Chambers of the KASO series are designed for industrial cleaning of metal products from rust, scale, old coatings, and other contaminants, ensuring stable surface quality prior to subsequent technological operations.The pass-through layout of the KASO-15 chamber enables continuous processing of oversized assemblies and units and integration of the equipment into a flow-oriented production process, minimizing downtime and manual operations. The chamber design and engineering systems are adapted for intensive industrial operation and meet the requirements of heavy engineering and serial production facilities.The chamber is equipped with:
A mechanized abrasive collection and regeneration system with a closed-loop cycle, including a scraper floor, bucket elevator, separator, and storage hopper, providing automatic return of cleaned abrasive to the working process.
Filtration and ventilation units with cartridge filtration and pulse-jet filter regeneration, designed for effective removal of dust-laden air from the working zone during abrasive blasting operations.
A ventilation system with controlled extraction of dust-laden air, ensuring compliance with permissible sanitary and acoustic parameters in the service area.
An automated control panel with status indication of key chamber components, monitoring operation of ventilation units, abrasive regeneration systems, and transport mechanisms.
Through-type entrance and exit gates designed for processing oversized products in a flow-through mode, as well as personnel service doors equipped with interlocking elements.
Wear-resistant internal protective lining and an industrial lighting system for the working zone, adapted for intensive abrasive blasting conditions.
The chamber structure, engineering systems, and control automation were implemented in accordance with the requirements of the technological process and the operating conditions of the enterprise, ensuring stable industrial operation of the equipment and its full integration into the customer’s production infrastructure.
Paint and Drying Booth For the coating application and drying stages within the complex, a spray painting and drying booth of the IKFS Diagonal series, model IKFS-2-15, was implemented. The booth is designed for processing oversized products under industrial production conditions.The booth is designed with a pass-through layout featuring two working zones and a diagonal airflow arrangement. This configuration ensures uniform air distribution during painting, efficient removal of paint aerosols, and stable drying conditions throughout the entire volume of the product, regardless of its dimensions and geometry.The booth is equipped with:
A supply-and-exhaust ventilation system with controlled air exchange, ensuring uniform airflow distribution within the working zones and stable conditions for coating application.
Filtration systems for supply and exhaust air, designed to clean the working zone atmosphere and reduce emissions of paint material aerosols.
Thermal ventilation units integrated into the booth structure, providing air heating, circulation, and automatic maintenance of preset temperature regimes during the drying process.
An automated control system with an operator control panel, enabling management of painting, drying, purging, and cooling modes, as well as monitoring of ventilation and thermal systems.
Technological interlocking and monitoring systems that prevent equipment operation under unacceptable temperature, pressure, or engineering system conditions.
Entrance, exit, and inter-zone gates designed for the flow-through processing of oversized products and ensuring airtightness of working zones during painting and drying.
The booth design, air exchange system, and control automation were implemented in accordance with the technical specification and design documentation, ensuring stable operation of the paint and drying equipment under industrial conditions and its integration into the enterprise’s unified technological process.
All technological modules — the abrasive blasting chamber, the spray painting and drying booth, and auxiliary engineering systems — were integrated into a single technological complex. Within the scope of the project, engineering utilities were installed, electrical installation and commissioning works were carried out, after which the equipment was put into industrial operation within the established timeframe.
Technical Specifications of the Complex
*Equipment configuration and scope according to design and operating documentation
Component
Abrasive Blasting Chamber
Paint and Drying Booth
General Characteristics
Chamber type
Pass-through, single-zone
Pass-through, two-zone
Total length*
≈ 11.5 m
≈ 15.2 m
Dimensions
Internal dimensions (working area)
≈ 11.0 × 6.5 × 5.2 m
≈ 7.5 × 6.0 × 5.0 m (each zone)
Overall dimensions
≈ 11.5 × 10.1 × 5.8 m
≈ 15.2 × 7.3 × 5.7 m
Service Access
Service doors
840 × 1,975 mm, 2 pcs
Provided
Ventilation and Air Exchange
Ventilation type
Filtration and ventilation system
Supply and exhaust ventilation
Ventilation capacity
30,000 m³/h × 2 units
32,500 m³/h — supply
25,000 m³/h — exhaust
Technological Systems
Main purpose
Abrasive blasting surface preparation
Painting and drying of products
Heating system
Not provided
Diesel burners, 2 units
Maximum chamber temperature
—
up to 60 °C
Power Supply and Lighting
Equipment power supply
380 V / 50 Hz
380 V / 50 Hz
Lighting power supply
220 V / 50 Hz
220 V / 50 Hz
Maximum lighting power
up to 2 kW
up to 3 kW
Acoustic Parameters
Noise level outside the chamber
up to 70 dB
up to 70 dB
Key Components of the Abrasive Blasting Chamber (KASO) and Paint & Drying Booth (IKFS)
*Equipment scope and configuration according to design and operating documentation
Component
KASO
IKFS
Cabin
Metal cabin of a pass-through design with a single working zone, equipped with entry and exit gates, personnel service doors, internal wear-resistant protective lining, industrial lighting system, and sealing elements adapted to abrasive blasting operating conditions.
Metal cabin of a pass-through design with two independent working zones, featuring entry, exit, and inter-zone gates, personnel service doors, ceiling and wall-mounted lighting systems, and a sealed structure designed for painting and drying modes.
Material Processing System
Mechanized abrasive collection and regeneration system with a closed-loop cycle, including a scraper floor, bucket elevator (bucket conveyor), separator, storage hopper, and automatic return of cleaned abrasive to the working process.
Paint application and product drying system utilizing thermo-ventilation units, controlled air exchange, and automatic maintenance of specified process parameters.
Filtration and Ventilation System
Filtration and ventilation units with cartridge filtration and pulse-jet filter cleaning, air duct systems, and efficient extraction of dust-laden air from the working zone.
Supply and exhaust ventilation system with side exhaust plenums, filtration systems for supply and exhaust air, and controlled air flow distribution within the working zones of the booth.
Material Flow and Working Area
Pass-through processing layout for large-scale products and heavy assemblies, eliminating the need for reverse movement or intermediate technological operations.
Pass-through painting and drying layout for large-format products with division into two independent working zones for sequential or parallel processing.
Heating / Drying System
Not provided. The chamber is designed exclusively for abrasive blasting surface preparation without thermal treatment.
Thermo-ventilation units integrated into the booth structure, providing air heating, circulation, and automatic maintenance of drying modes.
Control System
Automated control panels with status indication of main units, monitoring of ventilation operation, abrasive regeneration systems, and material transport mechanisms.
Automated control panel with a programmable logic controller (PLC), pressure and temperature sensors, temperature controller, timers, and hour meter.
Safety and Operation
Impact-resistant industrial lighting, protective internal lining elements, interlock systems, centralized equipment operation monitoring, and interlocking of technological units.
Fire protection dampers, pressure monitoring in working zones, technological interlock systems, air flow control, and protection against operation under unacceptable parameters.
Project Implementation
The project was implemented in stages and covered the period from September 2024 to October 2025, involving TWEKO’s engineering, design, manufacturing, and service departments, as well as the customer’s construction and installation contractors.
Engineering Design and Solution Approval ▼
At the initial stage, the customer’s technical requirements were analyzed, taking into account the dimensions and weight of large-format products, their transportation inside the chambers, and the specific conditions of the production site.
development of layout solutions for the abrasive blasting chamber and the pass-through spray painting and drying booth with division into two working zones;
determination of the placement of thermo-ventilation units, ventilation, and filtration systems;
definition of requirements for foundations, pits, canopies, and engineering utilities;
preparation of recommendations for the compressor system (room dimensions, operating conditions, temperature requirements).
The design solutions were refined in close cooperation with the customer and their construction organization.
Development of Design Documentation ▼
drawings of the KASO abrasive blasting chamber and IKFS spray painting and drying booth;
drawings of frames, gates, partitions, and ceiling structures;
documentation for the scraper floor, separator, bucket elevator, and abrasive storage hopper;
schematics of ventilation systems, side exhaust plenums, and air ducts;
recommendations for pneumatic pipelines and compressor system integration.
The documentation was used for in-house equipment manufacturing and for coordinating work with contractors.
Manufacturing and Equipment Preparation ▼
metal structures of the chambers;
abrasive collection and regeneration systems;
ventilation and filtration units;
automation and control components.
Equipment was assembled and shipped in stages in accordance with the readiness of the construction works on site.
Installation and On-Site Integration ▼
installation of chamber frames and enclosure structures;
installation of the scraper floor, conveyors, separator, and abrasive hopper;
installation of ventilation units, air ducts, and filtration systems;
installation of thermo-ventilation units for the spray painting and drying booth;
routing of electrical and pneumatic utilities;
integration of control panels and automation systems.
Installation was carried out in accordance with approved procedures and under technical supervision.
Commissioning and Start-Up ▼
verification of ventilation and filtration system performance;
configuration and testing of automation and control systems;
inspection of abrasive collection and regeneration system operation;
preparation of the complex for operation with a single-zone KASO chamber and a two-zone IKFS booth.
The complex was commissioned for industrial operation in October 2025 with the issuance of the full set of technical documentation.
Operating Principle of the Complex
The technological complex is designed according to a pass-through layout and ensures the sequential execution of surface preparation, coating application, and drying operations for oversized assemblies and components.
Abrasive Blasting (KASO-15)
The workpiece is fed into the abrasive blasting chamber through the entrance gate and positioned within the working zone. Surface treatment is carried out using abrasive blasting units with a centralized abrasive supply and regeneration system.
During the blasting process:
spent abrasive falls onto the scraper floor;
is mechanically transported to the separator;
is cleaned and separated from contaminants;
is returned to the storage hopper for reuse.
Dust-laden air from the working zone is extracted through filtration and ventilation units, where it is cleaned before discharge. The operation of the abrasive recovery system, ventilation, and auxiliary mechanisms is coordinated via control panels.
Painting and Drying (IKFS-2-15)
After surface preparation is completed, the workpiece is transferred to the spray painting and drying booth, which is also designed as a pass-through, two-zone system. The booth allows painting and drying operations to be carried out in separate zones or enables parallel processing of two workpieces.
During painting:
a controlled air exchange is maintained inside the booth;
air is supplied via the intake ventilation system and extracted through side exhaust plenums;
exhaust air passes through filtration before discharge.
In drying mode:
thermo-ventilation units are activated;
the control system ensures air circulation and maintains the specified process parameters;
upon completion of drying, the booth switches to purge and cooling mode.
Control and System Interaction
All stages of the complex operation are integrated into a single control system, which enables:
management of operating modes for each chamber;
coordination of ventilation, abrasive regeneration, and drying processes;
safe and stable operation of the equipment.
Thanks to the pass-through layout and the two-zone organization of working areas, the complex is integrated into a continuous production flow and adapted to the actual operational needs of the customer.
Results for the Customer
As a result of the project implementation, the customer received a fully functional technological complex integrated into the enterprise’s production infrastructure and adapted for processing oversized products and assemblies with complex geometry.
The implemented solution provided:
a closed production cycle for surface preparation, painting, and drying within a single complex, without the need to involve external production facilities;
a pass-through processing logic with a two-zone paint and drying section, enabling flexible production planning and adaptation to current operational tasks;
stable equipment operation under intensive industrial conditions due to robust industrial design, automated control systems, and regulated installation;
controlled processing conditions at each stage of the technological process — from abrasive blasting to painting and drying;
the possibility of further development of the production area, taking into account the embedded engineering solutions and modernization reserves;
reduced technological risks through the use of coordinated design solutions and standardized installation and commissioning procedures.
The complex was commissioned for industrial operation with the transfer of a complete set of technical documentation, enabling the customer to switch to standard operating mode without additional equipment modifications.
Conclusion
The completed project demonstrated TWEKO’s capabilities in delivering comprehensive engineering solutions for industrial enterprises — from technical concept development and design to manufacturing, installation, and commissioning of equipment for industrial operation.
Within the scope of the project, a technological complex for abrasive blasting and paint-and-dry processing was designed and integrated, tailored for handling oversized products and adapted to the customer’s real production conditions. The pass-through layout, two-zone organization of working areas, and coordinated interaction of all engineering systems ensured stable and controlled operation of the complex.
The project was implemented in compliance with applicable technical requirements, safety standards, and site-specific production conditions, confirming the effectiveness of a systematic engineering approach to complex industrial challenges. The achieved result provides a solid foundation for further development of the customer’s production facilities and scaling of technological processes.
If your enterprise requires a customized technological solution for surface preparation, painting, and drying operations, the TWEKO team is ready to propose an optimal equipment configuration tailored to your production specifics and real operating conditions.
Industrial Surface Preparation and Painting Line for Large Metal Structures
The customer is a mechanical engineering enterprise specializing in the design, manufacture, and service maintenance of industrial equipment. The company works with metal products and assemblies where consistent manufacturing quality, long-term coating durability, and repeatable process performance are critically important.
The enterprise delivers comprehensive solutions for industrial clients, covering equipment engineering, fabrication of metal structures, installation, and commissioning of engineering systems for industrial operation.
The company’s primary focus is the development of reliable and efficient process equipment that optimizes production workflows, ensures high quality of finished products, and delivers strong economic efficiency during operation.
Solution
Within the project, TWEKO developed, manufactured, supplied, and commissioned a comprehensive process solution for the preparation and finishing of metal products. The solution combines abrasive blasting, paint application, and subsequent drying under controlled conditions. The equipment layout was designed with consideration for product dimensions, production intensity, and requirements for stable surface preparation quality and coating application consistency.
The solution is built on a modular principle and includes two key process areas: KASO series abrasive blasting chambers and IKFS series paint-spray and drying booths with integrated thermo-ventilation modules. This approach enabled a controlled production cycle for surface preparation and coating application with predictable results at every stage.
Abrasive Blasting Chambers For mechanical surface preparation of metal products, the complex includes two industrial-grade abrasive blasting chambers — KASO-12 and KASO-15 — designed for processing large and heavy components. The chambers remove mill scale, corrosion, and process contaminants while forming the required surface roughness profile prior to painting.Both chambers share a unified structural and engineering architecture, including abrasive collection and recycling systems, ventilation, filtration, and automated control. The key difference between the two chambers is the size of the working area, which allows efficient distribution of production flow based on product dimensions and helps optimize equipment utilization.Structurally, the chambers are manufactured as metal-frame cabins with internal wear-resistant lining, designed for operation under intensive abrasive load. The layout provides convenient service access and safe processing of oversized products within the production workflow.Spent abrasive collection from the working area is implemented via a mechanized scraper floor, which continuously transports material to subsequent processing units without operator intervention.Abrasive delivery to the blasting process is performed by a bucket elevator, after which the media passes through a separator to remove dust, fine fractions, and foreign inclusions. Cleaned abrasive is accumulated in a hopper and returned to the process, ensuring stable blasting parameters and rational media consumption.For dust removal and maintenance of the specified air regime, the chambers are equipped with an industrial-grade filtration and ventilation system that provides controlled air exchange in the blasting zone.
Chamber operation is controlled from a centralized control panel that coordinates key units and enables integration into the overall surface preparation line before painting.
Paint-Spray and Drying Booths For coating application and subsequent processing, the complex includes a paint-spray and drying section based on industrial-grade IKFS series booths. The solution is intended for large metal structures and provides stable painting and drying conditions with predictable results at each stage of the process.The IKFS paint-spray and drying booths operate in conjunction with the upstream abrasive blasting area, forming a complete technological cycle for surface preparation and coating application. The booth design and engineering systems are aimed at maintaining a controlled air regime, uniform thermal load, and high-quality final surface finish.
Composition and Configuration of the Paint-Spray and Drying Section
The project included the installation of four paint-spray and drying booths:
two IKFS series booths, model IKFS-12 — for painting and drying products of standard and medium dimensions;
one IKFS series booth, model IKFS-15 — for processing longer and more massive products;
one IKFS Diagonal booth, model IKFS-D-12 — for products with complex geometry or increased dimensions, using a diagonal airflow pattern that обеспечивает efficient air exchange and uniform painting and drying conditions.
This configuration formed a flexible paint-spray and drying section with parallel operation capability, optimal load distribution, and adaptation of the production process to different product sizes.
The booths are manufactured as metal-frame structures with thermally and acoustically insulated panel enclosures, forming a closed working volume with controlled microclimate parameters. This design ensures process stability during painting and effective coating curing during drying.
Airflow organization is implemented via a controlled supply-and-exhaust scheme with multi-stage filtration. This maintains clean air in the painting zone, minimizes dust ingress, and ensures uniform air distribution throughout the booth volume.
Air heating is provided by thermo-ventilation modules with indirect heat exchange, preventing combustion products from contacting the working air. The booths operate in several modes — painting, drying, and cooling — with automated transitions between stages according to a predefined algorithm.
The IKFS-12 booths are intended for serial painting of standard-sized products and обеспечують high productivity due to the capability of parallel operation. This configuration enables even distribution of production load and execution of painting operations without взаимні downtime between product streams.
The IKFS-15 booth is designed for processing extra-long products or complex metal structures where an expanded working space is required. This booth enables painting of large components without compromising coating uniformity or drying quality.
The IKFS-D-12 Diagonal booth implements a specialized diagonal airflow scheme that differs fundamentally from the classic linear layout of paint-spray and drying booths. Air is supplied and extracted at an angle to the longitudinal axis of the product, which helps create uniform airflow around complex-shaped or oversized structures along their entire length and height.
This airflow scheme is especially effective for painting products with variable cross-sections, large surface areas, or localized zones with increased coating thickness, where stable thermal and airflow balance is critical.
Operating Principle of the Complex ▼
The complex provides a fully closed technological cycle for anti-corrosion treatment of large metal structures — from abrasive blasting to painting and drying under controlled conditions. All process stages are integrated into a single production chain and operate according to coordinated algorithms.
Stage 1. Abrasive Blasting (KASO series chambers)
Surface preparation is performed by abrasive blasting to remove corrosion, mill scale, and process contaminants to the required cleanliness level. The process takes place in the enclosed volume of KASO series chambers with controlled air environment parameters.
Spent abrasive and removed contaminants (rust, mill scale, dust) are collected by a mechanized scraper floor with four conveyors. The mixture is transported by a bucket elevator to a separator, where it is разделена: usable abrasive is cleaned and returned to the hopper for reuse, while dust and waste are removed from the system.
Contaminated air is extracted by an aspiration system with subsequent multi-stage filtration, ensuring stable and safe working conditions for personnel.
Stage 2. Painting and Drying (IKFS series booths)
Painting Mode
Paint application is carried out in the isolated working space of IKFS series paint-spray and drying booths with controlled air environment parameters.
Drying Mode
Coating curing occurs automatically using air recirculation. The cycle includes purge, temperature ramp-up, drying at temperatures up to 80 °C, and controlled cooling.
*Parameters are provided according to design and operating documentation
Parameter
Abrasive Blasting Chambers
(KASO-12 / KASO-15)
Paint-Spray and Drying Booths
(IKFS-12 / IKFS-15)
Paint-Spray and Drying Booth
IKFS Diagonal (IKFS-D-12)
General Characteristics
Equipment Type
Abrasive blasting chamber
Paint-spray and drying booth
Paint-spray and drying booth
Purpose
Mechanical surface preparation of metal products
Painting and drying of metal products
Painting and drying of products with complex geometry
Quantity
2 chambers
3 booths
1 booth
Dimensional Parameters
Internal dimensions (L × W × H)
12,000 × 6,000 × 5,000 mm
15,000 × 6,000 × 5,000 mm
12,000 × 6,000 × 5,000 mm
15,000 × 6,000 × 5,000 mm
12,000 × 6,000 × 5,000 mm
Maximum product dimensions
up to 9,000 mm
up to 9,000 mm
special технологічні scenarios
Process Systems
Abrasive recovery system
Mechanical, closed loop
—
—
Floor type
Mechanized scraper floor
Filtration floor
Filtration floor
Heating system
Not provided
Diesel burners
Diesel burner
Maximum temperature
—
up to 80 °C
up to 80 °C
Ventilation and Filtration
Ventilation type
Filtration and ventilation
Supply and exhaust
Supply and exhaust (diagonal airflow scheme)
Ventilation capacity
30,000 m³/h
30,000 m³/h × 2
30,000 m³/h × 1
Filtration type
Cartridge, multi-stage
Dry, multi-stage
Dry, multi-stage
Operating Parameters
Surface preparation grade
up to Sa 3 (ISO 8501-1)
—
—
Noise level outside the equipment
up to 70 dB
up to 70 dB
up to 70 dB
Power supply
380 V / 50 Hz
380 V / 50 Hz
380 V / 50 Hz
Result for the Customer
As a result of the project, a modern industrial complex for mechanical surface preparation and coating application followed by drying under controlled conditions was created, designed for processing large metal products.
The customer received:
the ability to process large products in chambers of different sizes, adapted to product specifics and production routing;
a closed-loop process with abrasive recycling, reducing material consumption and minimizing production waste;
efficient dry air filtration systems in blasting and painting zones, ensuring stable working conditions;
energy-efficient drying modes using air recirculation and controlled thermal load;
manufacturer warranty obligations and equipment service life designed for long-term intensive industrial operation.
Conclusions
The comprehensive modernization of the surface preparation and painting area implemented by TWEKO is an example of effective collaboration between a Ukrainian process equipment manufacturer and an industrial enterprise in the mechanical engineering sector.
Thanks to an individual approach — from detailed on-site assessment and technical specification development to equipment manufacturing, installation, and commissioning — the customer received a modern process complex. It includes two KASO series abrasive blasting chambers, three IKFS series paint-spray and drying booths, and one IKFS-D booth, integrated into a single production process.
The equipment is adapted for intensive two-shift operation and processing of large metal structures, ensuring:
high surface preparation quality and consistent coating application;
reduced processing time and optimized operating costs;
compliance with safety, environmental, and occupational health requirements.
All project stages were completed within the agreed timeframe — from equipment delivery to full industrial commissioning. As of the preparation of this case study, the complex operates reliably, without downtime or customer remarks.
Need a comprehensive solution for surface preparation, painting, and drying of large metal structures?
We support projects end-to-end — from requirement analysis and equipment layout to installation, commissioning, and industrial startup.
Integrated Abrasive Blasting and Painting Complex for Special Equipment Manufacturer LLC “S-K-S”
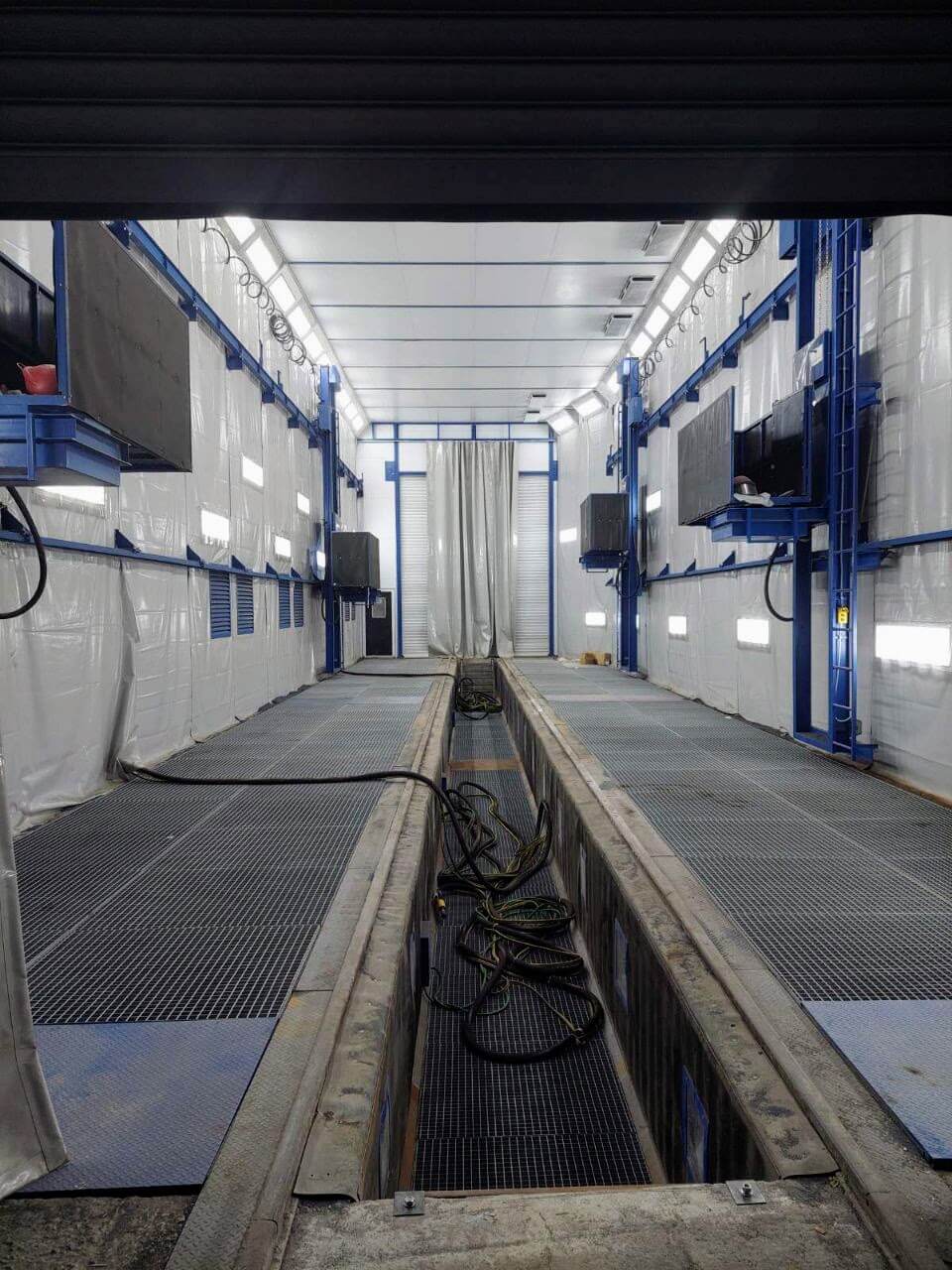
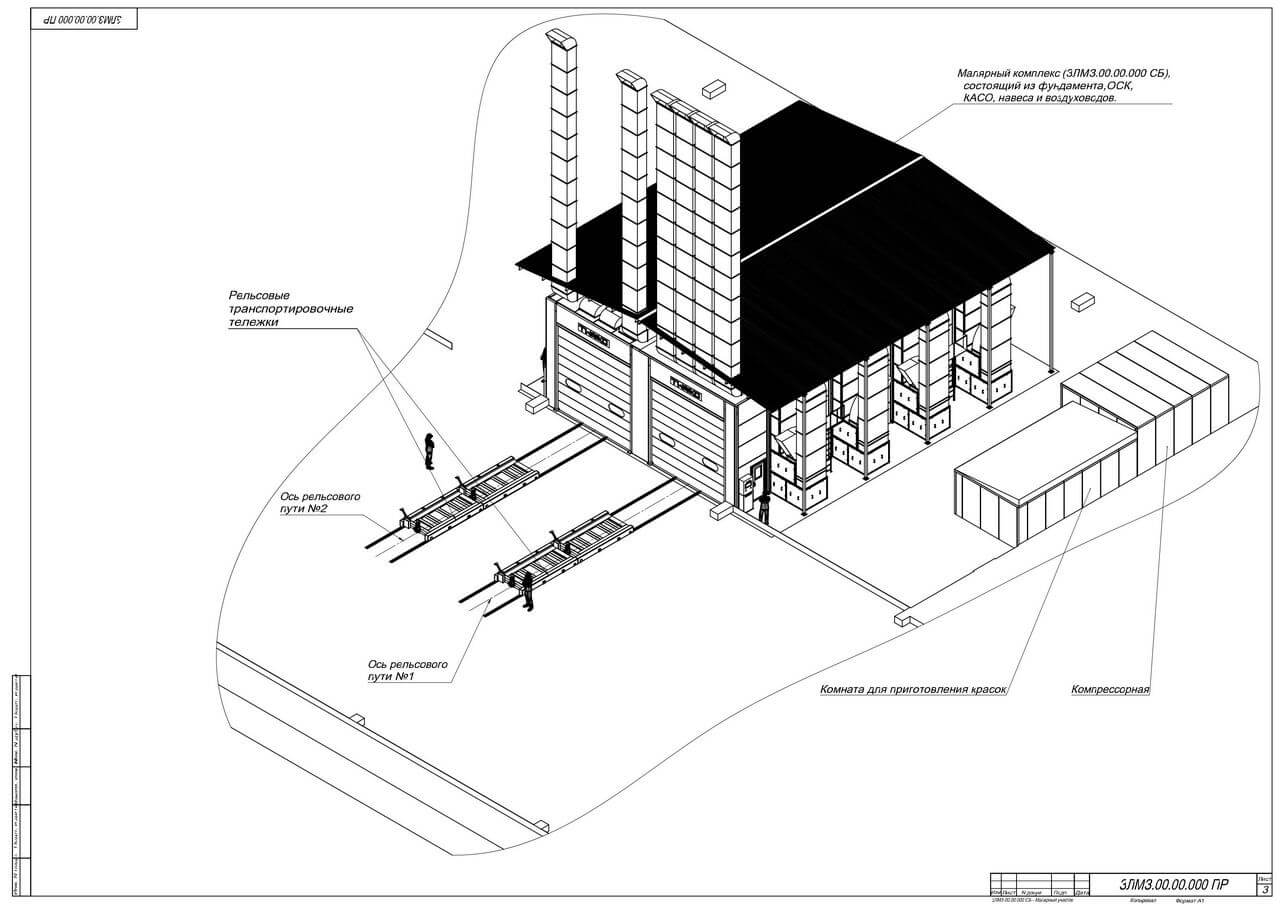
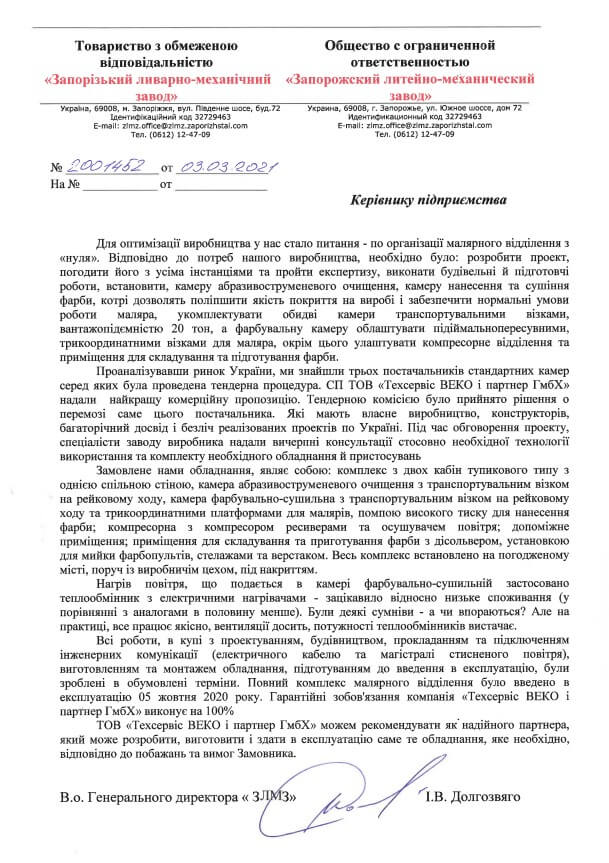
For LLC “Spets-Kom-Servis”, TWEKO delivered an integrated closed-loop painting complex that includes a KASO shot-blasting chamber, two IKFS paint-spray booths, and two APP preparation stations. The solution provided a full cycle of surface preparation, painting, and drying of large-sized products up to 15 m long within a single production flow, while improving coating quality consistency and shop throughput.
About the Client
LLC “Spets-Kom-Servis” (S-K-S) is a Ukrainian manufacturer of specialized and commercial vehicles under the PolyCar brand. The company handles design, manufacturing, and upfitting of vehicles based on chassis from MAN, IVECO, Volvo, Renault, Hyundai, and other manufacturers in accordance with individual customer technical specifications.
The main areas of activity include production of equipment for municipal services, agriculture, infrastructure utilities, and public-sector customers. The company’s products encompass special vehicles, mobile systems, and functional superstructures manufactured in compliance with industry standards and operational requirements.
The production process involves fabrication of complex superstructure steel structures using welding, fitting, and machining operations, followed by anti-corrosion treatment and application of paint coatings. Individual products reach lengths of up to 15 meters, creating heightened requirements for abrasive blasting quality, coating uniformity, airflow stability in paint booths, and precise drying temperature control.
The scale of products and growing production volumes required the creation of a single integrated technological complex capable of providing a closed-loop cycle of surface preparation and coating application within one production flow. Prior to project implementation, these processes were performed on separate sections without full integration into a unified system, which limited productivity and complicated maintenance of stable technological parameters.
Project Objectives
The project goal was to create an integrated painting section with a complete technological cycle of surface preparation, painting, and drying of large-sized steel products within a single production flow.
The company required a solution capable of ensuring stable quality of abrasive blasting with a closed abrasive recycling cycle, uniform application of paint materials in a controlled airflow environment, and maintenance of specified drying temperature regimes.
Separate objectives included increasing shop throughput, enabling parallel operations at different processing stages, and minimizing intra-shop movements of oversized products.
The project also involved technical re-equipment of part of the existing building, development of reconstruction working documentation, and preparation of engineering infrastructure for integrating the equipment into the operating production process.
Solution
To accomplish the set tasks, a comprehensive technological solution was implemented, including a KASO-seriesabrasive blasting chamber from TWEKO, IKFS-seriespaint-spray booths, and 3PtO-seriesmobile elevating platforms for safe access to upper zones of large-sized products during coating application, as well as separate APP preparation stations. The equipment is integrated into a single production chain with sequential passage through blasting → preparation → painting → drying stages.
Shot-Blasting Chamber for Abrasive Blasting
For the surface preparation stage, we designed, manufactured, and performed full installation of an abrasive blasting chamber of the KASO series — model KASO-15, engineered for abrasive blasting of large-sized metal structures up to 15,000 mm in length, ensuring high-quality and uniform surface cleaning before applying paint coatings.
The chamber has internal working zone dimensions of 15,000 × 5,000 × 5,000 mm. The structure is made of 80 mm and 60 mm sandwich panels. In the abrasive impact zone, internal protective lining is provided.
The collection and regeneration system for metallic shot is implemented in a closed loop and includes:
Mechanized scraper floor measuring 14,500 × 5,000 mm with longitudinal and transverse transport modules.
Pneumatic drive with electric control for shot transfer.
Separator for removal of dust and foreign impurities.
Storage hopper for cleaned shot with return to the blasting cycle.
To remove dust during blasting, the chamber is equipped with a filter-ventilation unitFVU-30, which includes a body made of bent panels, cartridge filter elements, and a pulse-jet filter cleaning system with a dust collection hopper.
Chamber operation is controlled via an electrical panel with an automation and monitoring system, including a pressure switch, runtime counter, magnetic starters, circuit breakers, and overload relays. Monitoring of abrasive regeneration mechanisms and ventilation operation is provided.
The chamber configuration is adapted for integration into the existing production infrastructure of the enterprise and is designed for heavy-duty industrial operation.
Paint-Spray Booths
To perform paint coating application and drying operations on large-sized products within the complex, two IKFS-series paint-spray booths — model IKFS-15 — were designed, manufactured, and installed.
Each booth has internal working zone dimensions of 15,000 × 5,500 × 6,000 mm. The structure is made of 80 mm and 60 mm sandwich panels with thermal insulation filling. The booths are equipped with mobile elevating platforms for painters, entry gates sized 3,500 × 4,200 mm, and personnel doors. The ventilation system is organized on the principle of laminar downward airflow with supply of filtered intake air through ceiling filters and extraction through floor grilles with two-stage EU3-class filtration.
Each booth is equipped with:
Supply thermal ventilation unit with heat exchanger and diesel burner.
Exhaust ventilation unit with pneumatically actuated discharge dampers.
Pre-filters and air recirculation filters.
LEL gas detector (pre-explosive concentration monitoring).
Industrial LED lighting system 4×18 W (upper corner and wall fixtures).
Control panels are equipped with an automation and monitoring system including frequency converters for ventilation units, pressure switch, operating and critical temperature sensors, drying mode thermostat, runtime counter, magnetic starters, and circuit breakers.
The control logic allows zoned use of the working space with separate control of thermal ventilation units, enabling adaptation of operating modes to product dimensions.
To ensure safe operator access to upper zones of products during coating application, the complex includes 3PtO-series mobile elevating platforms for painters.
Preparation Stations of the APP Series
To perform surface preparation operations and localized paint material application within the complex, two preparation stations of the APP series were implemented in versions of different lengths — APP-7 and APP-10.
The stations are constructed as metal-frame modular structures with a system of enclosing curtains on guides and have identical width and height dimensions, differing in working zone length to accommodate various product sizes and section logistics.
APP-7: overall structure length — 7,753.8 mm; overall height — 4,200 mm; working opening height — 4,010 mm; overall width — 4,200 mm; working opening width — 3,480 mm.
APP-10: overall structure length — 10,277 mm; overall height — 4,200 mm; working opening height — 4,010 mm; overall width — 4,200 mm; working opening width — 3,480 mm.
Each station is equipped with engineering and technological units according to specification:
recirculation ventilation unit with electric motor;
shutter device with pneumatic drive for airflow control;
set of exhaust, supply, and preliminary cleaning filters;
control panel with automation and monitoring systems;
runtime counter;
set of floor grilles with permissible load up to 800 kg/wheel;
The use of two APP stations enables parallel execution of preparatory operations and localized painting without stopping the main booths, while also increasing the overall painting section throughput.
Technical Specifications
*Equipment composition and configuration according to working documentation
Component
KASO-15
IKFS-15 (2 booths)
APP (2 stations)
General Characteristics
Equipment Type
Abrasive Blasting Chamber
Paint-Spray Booth
Preparation Station with Recirculation
Quantity
1 set
2 sets
2 sets
Working Zone Dimensions
Internal Dimensions (L × W × H)
15,000 × 5,000 × 5,000 mm
15,000 × 5,500 × 6,000 mm
7,000 × 4,000 × 5,000 mm
Construction
Enclosing Structures
Sandwich panels 80/60 mm, inner perimeter with wear-resistant coating
FVU-30 filter-ventilation unit with pulse-jet cartridge cleaning
Supply filters, ceiling filters, floor filters
Supply, pre-filters, and exhaust filters
Heating
Not provided
Thermal ventilation units with diesel burner (4-pass heat exchanger)
Not provided
Ventilation
Ventilation Type
Filter-ventilation with aspiration
Supply-exhaust with zoned thermal unit control
Recirculation ventilation unit
Automation and Control
Control Panel
Monitoring of motors, bucket elevator, separator, FVU, fault indication
Temperature control automation, pressure switches, frequency converters, zoned thermal unit control
Control panel with automation system and runtime counter
Gas Monitoring
—
LEL gas detector (pre-explosive concentration monitoring)
—
Power Supply
Equipment Power
380 V / 50 Hz
380 V / 50 Hz
380 V / 50 Hz
Lighting
LED T8 1200 × 4 × 18 W (upper corner)
LED 4 × 18 W (20 upper + 12 wall fixtures)
LED T8 1200 × 4 × 18 W
Project Implementation
The project was implemented as comprehensive technical re-equipment of part of the existing production building, integrating the KASO-15 shot-blasting chamber, two IKFS-15 paint-spray booths, two APP preparation stations, and 3PtO-series mobile elevating platforms into a single technological flow. The works covered design, development of working documentation, equipment manufacturing, installation, engineering system integration, and commissioning.
Engineering Development and Layout ▼
At the first stage, an instrumental inspection of the premises was performed and a layout solution for the painting section was developed, taking into account product dimensions up to 15,000 mm, in-shop movement logic, and placement of engineering systems.
foundation pit geometry for the mechanized scraper floor KASO-15 was determined;
placement of IKFS-15 paint-spray booths and their thermal ventilation units was elaborated;
routing of air ducts, exhaust zones, and air recirculation was coordinated;
points for electrical power and pneumatic system connections were defined.
Design solutions were developed with consideration for integrating equipment into the existing enterprise infrastructure without stopping the main production process.
Development of Working and Design Documentation ▼
drawings of the KASO-15 blasting chamber cabin (15,000 × 5,000 × 5,000 mm);
documentation for the 14,500 × 5,000 mm scraper floor with longitudinal and transverse modules;
drawings of the bucket elevator, separator, and shot accumulation hopper;
drawings of two IKFS-15 booths (15,000 × 5,500 × 6,000 mm);
supply-exhaust ventilation diagrams and thermal unit schematics;
design documentation for APP preparation stations.
The documentation served as the basis for manufacturing metal structures and engineering units, as well as coordinating installation works.
Equipment Manufacturing ▼
manufacture of KASO and IKFS booth structures using 80/60 mm sandwich panels;
manufacture of abrasive regeneration system units (scraper conveyor, bucket elevator, separator, hopper);
completion of the FVU-30 with cartridge filters and pulse-jet cleaning system;
manufacture of thermal ventilation units with diesel burners and 4-pass heat exchangers;
manufacture and completion of 3PtO-series mobile elevating platforms for painters;
preparation of electrical control cabinets and automation systems.
Equipment underwent internal quality control before shipment to the site.
Installation and Integration at Production Site ▼
installation of booth frames and enclosing structures;
installation of the mechanized scraper floor and transport modules;
installation of the bucket elevator, separator, and shot hopper;
installation of the FVU-30 and aspiration air ducts;
installation of IKFS thermal ventilation units and air recirculation systems;
installation of APP preparation stations with recirculation ventilation units;
installation and adjustment of 3PtO-series mobile elevating platforms;
laying of electrical and pneumatic utilities;
integration of control panels and automation systems.
Installation was performed in compliance with requirements for airtightness, structural rigidity, and correct airflow operation.
Commissioning and Startup ▼
verification of mechanized abrasive regeneration system operation;
adjustment of FVU-30 aspiration parameters;
setup of IKFS temperature regimes and zoned thermal unit control;
verification of LEL gas detectors (pre-explosive concentration monitoring);
testing of painting, drying, and air recirculation modes;
training of customer personnel.
Upon completion of commissioning works, the complex was commissioned for industrial operation as a single closed-loop painting section with abrasive blasting surface preparation, painting, and drying of large-sized products.
Key Components of the Complex
*Composition and configuration according to specification
Unit / System
Technical Implementation
Working Booths
The complex includes a KASO-15 shot-blasting chamber (internal dimensions 15,000 × 5,000 × 5,000 mm), two IKFS-15 paint-spray booths (15,000 × 5,500 × 6,000 mm), and two APP preparation stations (7,000 × 4,000 × 5,000 mm). Booths are made of 80/60 mm sandwich panels. KASO inner perimeter has a wear-resistant coating. APP stations are metal-frame structures with guides and enclosing curtains.
Gates and Access
KASO-15 is equipped with 3,500 × 3,500 mm entry gates and 850 × 1,900 mm service doors. IKFS-15 booths have 3,500 × 4,200 mm entry gates and 800 × 1,900 mm personnel doors. APP stations provide open front access. Safe access to upper zones during painting is provided by 3PtO-series mobile elevating platforms.
Scraper Floor
Mechanized abrasive collection system sized 14,500 × 5,000 mm: 5 longitudinal modules 14,500 × 900 × 110 mm and 1 transverse module 4,500 × 800 × 1,500 mm. Drive — pneumatic with electric control.
Abrasive Regeneration System
Includes a bucket elevator, shot separator, and accumulation hopper. The separator provides mechanical separation of dust and impurities with return of cleaned shot to the working cycle.
KASO Filter-Ventilation Unit
FVU-30 with bent-panel housing, cartridge filter elements, automatic pulse-jet cleaning system, and dust collection hopper.
IKFS Supply-Exhaust System
Supply-type thermal ventilation units with heat exchanger and diesel burner. 4-pass heat exchanger made of heat-resistant steel. Supply and recirculation air valves with pneumatic drive. Separate exhaust ventilation unit with discharge dampers.
IKFS Filtration System
Pre-filters, fine ceiling filters, and floor filters (two-stage EU3 filtration scheme).
APP Recirculation Ventilation
Recirculation ventilation unit with electric motor, set of supply, pre-, and exhaust filters, and pneumatically actuated shutter device for airflow control.
Floor Grilles
IKFS — two-stage filtration with floor cassettes. APP — grilles with maximum permissible load 800 kg per wheel.
Automation and Control
Control panels for KASO, IKFS, and APP with magnetic starters, circuit breakers, and overload relays. IKFS includes frequency converters (3 pcs.), pressure switch, operating and critical temperature sensors, thermostat, and runtime counter. Zoned thermal unit control is provided. IKFS booths are equipped with LEL gas detectors.
3PtO Mobile Elevating Platforms
The complex includes two 3PtO-series mobile elevating platforms for painters, providing safe access to upper zones of large-sized products during coating application within the IKFS booth working space.
Lighting
LED T8 1200 × 4 × 18 W fixtures. KASO — 20 upper corner fixtures. IKFS — 20 upper and 12 wall fixtures. APP — upper corner fixtures of similar type.
Power Supply
Equipment power — 380 V / 50 Hz. Lighting — 220 V / 50 Hz.
Results for the Customer
Implementation of the integrated painting complex enabled LLC “Spets-Kom-Servis” to establish a fully closed technological cycle of surface preparation, painting, and drying of large-sized products within a single production site.
The complex, including the KASO-15 abrasive blasting chamber, two IKFS-15 paint-spray booths, two APP preparation stations, and 3PtO-series mobile elevating platforms, provided systematic integration of mechanics, ventilation, thermal engineering, and automation into a unified production infrastructure.
Coating Quality Stability
The mechanized abrasive regeneration system, effective FVU-30 aspiration, and controlled air exchange parameters in IKFS-15 ensured repeatable shot-blasting results and stable conditions for paint application.
uniform surface preparation after shot blasting;
controlled drying temperature regimes;
reduced human-factor influence through automated control systems;
The presence of two autonomous IKFS-15 booths and two APP preparation stations enables parallel processing of multiple products at different readiness stages.
simultaneous operation of multiple технологical zones;
transfer of preparatory operations outside paint booths;
continuous blasting cycle with automatic abrasive return;
optimized internal logistics for product movement.
Control and Safety
The automation system ensures monitoring of key operating parameters and blocks impermissible operating modes.
monitoring of temperature and air pressure;
control of KASO transport mechanisms;
LEL gas monitoring in IKFS booths;
fault indication and emergency alerts.
Production Effect
Creation of a single painting section with abrasive blasting surface preparation enabled the company to perform a full cycle of anti-corrosion protection for large-sized products up to 15 meters long in standard industrial mode.
The complex operates as an integral technological system, ensuring predictable coating quality, process stability, and readiness for serial production of specialized automotive equipment.
Conclusion
The project for LLC “Spets-Kom-Servis” became an example of a comprehensive engineering approach to modernizing the painting section for a manufacturer of large-sized specialized equipment. The implemented complex combined abrasive blasting surface preparation, painting, and drying into a unified technological system with coordinated operating modes of mechanical, ventilation, thermal, and automated units.
Integration of KASO-15, two IKFS-15 booths, and two APP stations, complemented by 3PtO-series mobile elevating platforms, provided the company with full control over anti-corrosion protection and finish coating quality, stable technological parameters, and the ability to scale production without engaging external contractors.
The complex functions as an infrastructural part of production — not separate booths, but a systematically integrated painting section adapted to intensive operation, large-sized products, and requirements for serial production of special automotive equipment.
Implementation of this project confirms TWEKO’s competence in creating complete technological solutions for mechanical engineering enterprises and specialized equipment manufacturers.
We Implement Comprehensive Solutions for Your Production
TWEKO designs and implements integrated painting complexes for mechanical engineering enterprises, metal structure manufacturers, and specialized equipment producers. We work with the full cycle — from pre-design surveys and working documentation development to manufacturing, installation, commissioning, and start-up in industrial operation.
If your enterprise needs modernization of the surface preparation and painting section or plans to launch a new production complex, our engineers will develop a technical solution taking into account product dimensions, shop logistics, and production loads.
Abrasive Blasting and Painting Complex for Heavy Steel Structures (Autostrada)
TWEKO has completed a full scope of works — from design and manufacturing to supply and installation — of a technological complex for abrasive blasting, painting, and drying of metal structures at a road and infrastructure production facility.
About the Client
LLC “VK “Autostrada” (Autostrada) is one of the largest Ukrainian contractors in road and infrastructure construction. The company specializes in construction, reconstruction, and major repairs of highways, bridges, overpasses, and complex engineering structures, working with large-scale metal components produced both in-house and by subcontractors.
The enterprise’s production facilities include dedicated areas for fabrication, surface preparation, and anticorrosion protection of oversized metal elements used in road and bridge construction. The extreme operating conditions — harsh climate and heavy mechanical loads — impose stringent requirements on surface preparation quality and the durability of paint coatings.
As part of expanding its own production capabilities, Autostrada initiated the development of a dedicated abrasive blasting and painting section capable of delivering a complete technological cycle for large-scale products while meeting all industrial safety, occupational health, and consistent coating quality standards.
Solution
To support abrasive blasting, paint coating application, and drying of large-scale products, TWEKO supplied and installed a complete equipment complex comprising an abrasive blasting chamber of the KASO series, model KASO-20, and a paint and drying booth of the IKFS series, model IKFS-20 KFS.000.00.00-ENERGY “D”.
Technical parameters, main component composition, and configuration of ventilation, heating, lighting, and power supply systems are provided below in accordance with the equipment technical documentation.
Abrasive blasting chamber of the KASO series manufactured by TWEKO — model KASO-20 with internal cabin dimensions 20,000 × 6,500 × 7,000 mm.
The chamber is designed in a pass-through configuration with entry and exit gates at both ends, allowing unidirectional product movement through the chamber as part of the technological process.The chamber supports simultaneous operation of two abrasive blasting workstations and is equipped with a ventilation system based on FVU 30,000 filtration-ventilation units, as well as industrial-grade lighting.For safe work at height, two worker mobile elevating platforms are installed — one on each side of the working zone — providing convenient and secure access to all surfaces of oversized products.
The chamber includes a complete abrasive transport and recovery system comprising a bucket elevator, abrasive separator, accumulation hopper, and mechanized scraper floor for collecting spent material from the working zone.
The cabin is constructed as a metal frame clad with sandwich panels. The design includes personnel service doors, and equipment operation is controlled from a centralized control panel.
Paint and Drying Booth Paint and drying booth of the IKFS series manufactured by TWEKO — model IKFS-20 with internal cabin dimensions 19,000 × 6,500 × 7,000 mm and external dimensions 19,163 × 11,360 × 7,640 mm.
The booth is designed in a pass-through configuration with sectional entry and exit gates at both ends, enabling through-flow movement of products during painting and drying.The booth structure consists of a metal frame clad with sandwich panels. Internal components include industrial lighting and a ceiling framework with ceiling frames and filters.
Worker mobile elevating platforms are provided on both sides of the working zone, ensuring safe and convenient access to all surfaces of oversized products.
The ventilation system is based on supply and exhaust units, each with a capacity of 26,000 m³/h; the configuration includes four supply and four exhaust units, providing the required air exchange in the working volume.
The working temperature inside the booth during drying can reach 80 °C. The lighting system is rated for up to 3 kW power consumption. The booth incorporates multiple filter types — pre-filters, ceiling filters, cardboard filters, and fiberglass filters — ensuring air purification at different stages of the process.
Heat generators installed outside the booth (8 units)
Maximum drying temperature
—
up to 80 °C
Lighting
Lighting power consumption
up to 5 kW
up to 3 kW
Acoustic Parameters
Noise level inside the chambers
up to 65 dB
up to 65 dB
Noise level outside the chambers
up to 70 dB
up to 70 dB
Power Supply
Main power supply
380 V / 50 Hz
380 V / 50 Hz
Lighting circuit voltage
220 V
220 V
Total installed power
up to 33 kW
up to 80 kW
Design and Functional Features of the Complex
Technological equipment layout.
The complex comprises an abrasive blasting chamber, paint and drying booth, ventilation units, and auxiliary equipment installed within a single production layout in accordance with the project design.
Working zone dimensions.
Internal dimensions of the KASO-20 and IKFS-20 chambers allow processing of metal structures with significant length, height, and cross-section within the limits specified in the technical documentation.
Abrasive collection and recovery system.
The abrasive blasting chamber is equipped with a mechanized system for collecting and transporting spent abrasive, including scraper floor, bucket elevator, separator, and accumulation hopper.
Ventilation and air exchange organization.
The complex incorporates filtration-ventilation units and supply-exhaust systems with performance parameters as specified in the equipment technical documentation.
Placement of heat-generating equipment.
Heat-generating and ventilation modules of the paint and drying booth are located outside the cabin in accordance with the adopted design solutions.
Access and maintenance provisions.
The chamber design includes service doors, gates, lighting, and other elements required for performing technological operations and routine maintenance.
Height access equipment.
Worker mobile elevating platforms are integrated for safe execution of abrasive blasting, preparation, and painting operations within the working zones.
Control systems.
Operation of the main chamber units and engineering systems is managed from dedicated control panels provided in the equipment design.
As a result of the project, the customer received a complete set of technological equipment enabling high-quality abrasive blasting, painting, and drying of large-scale metal structures within its own production infrastructure.
The supplied equipment forms an integrated technological complex that includes an abrasive blasting chamber, paint and drying booth, ventilation and auxiliary systems, and height access equipment. The composition, parameters, and configuration fully comply with the project and operational documentation.
Conclusion
The implemented project demonstrates TWEKO’s systematic approach to delivering comprehensive engineering solutions for industrial enterprises — from equipment design and manufacturing to installation and seamless integration into the customer’s production infrastructure.
The technical solutions adopted allowed the complex to be fully tailored to the actual conditions of the production site while meeting all requirements for industrial safety, occupational health, and future expansion potential. The coordinated operation of technological and engineering systems ensures process stability and predictable equipment performance.
If your company requires a customized solution for surface preparation, painting, and drying of large-scale products, the TWEKO team is ready to propose an optimal equipment configuration tailored to your production specifics and operating conditions.
Technological Equipment for Surface Preparation for Painting for a Transport Company
At the beginning of 2023, TWEKO specialists were approached by a transport company with a request to develop a technological solution for surface preparation in the production of vehicles. After analyzing the task, we proposed an optimal solution that included the installation of a preparation booth and an abrasive blasting chamber, which was approved by the client.
Project Components
As part of the collaboration, we developed conceptual solutions for the surface preparation of vehicles, taking into account the needs of the transport company’s production. After preparatory work at the client’s site, the following were installed:
Abrasive blasting chamber, model KASO-10 – 1 unit;
Air duct system adapted to the conditions of the production workshop.
The installation was carried out by a professional team equipped with certified equipment and tools, in full compliance with occupational safety regulations. In addition to the main equipment, we also designed and installed an air duct system tailored to the conditions of the production workshop. TWEKO’s engineering department developed air duct lines while maintaining all necessary cross-sections and throughput capacities, and the installation was performed strictly according to documentation and current ventilation system standards.
Collaboration Results
The project was completed within the agreed timeframe, fully meeting contractual obligations. The equipment was commissioned and operates reliably, meeting the specified characteristics. The client, a transport company, highly praised the quality of the preparation booth and blasting chamber, noting the professionalism of the TWEKO team and recommending us as a reliable partner for technological solutions in vehicle manufacturing.
Technological Solutions for Surface Preparation from TWEKO
For a transport company, TWEKO implemented a comprehensive solution that ensures high-quality surface preparation for painting. Our technologies enhance production efficiency, reduce preparation time, and deliver consistent coating quality.
Abrasive Blasting Chamber KASO. Designed for cleaning surfaces from rust, scale, paint, and contaminants using abrasive materials (steel shot, electrocorundum, glass, or ceramic beads). Equipped with an automatic abrasive regeneration system and ventilation with a dust collector for safe and efficient operation. Learn more.
Preparation Booths, APP Series. The APP-H-40 booth from the APP Standart series ensures high-quality surface preparation with powerful ventilation and filtration. Also available: APP SPodium for cleaning tasks, APP Flatfloor for compact placement, and budget-friendly APP Light-P, APP Light-S, and APP Light Flatfloor for flexible integration.
In 2022, as part of its technical modernization plan, the “Tekhnovagy” plant for weighing and dosing equipment decided to purchase a paint-drying booth and an abrasive blasting chamber for its surface preparation section.
Improve working conditions and increase the efficiency of the surface preparation section.
Enhance the quality of coating application on finished products.
Reduce health and environmental risks.
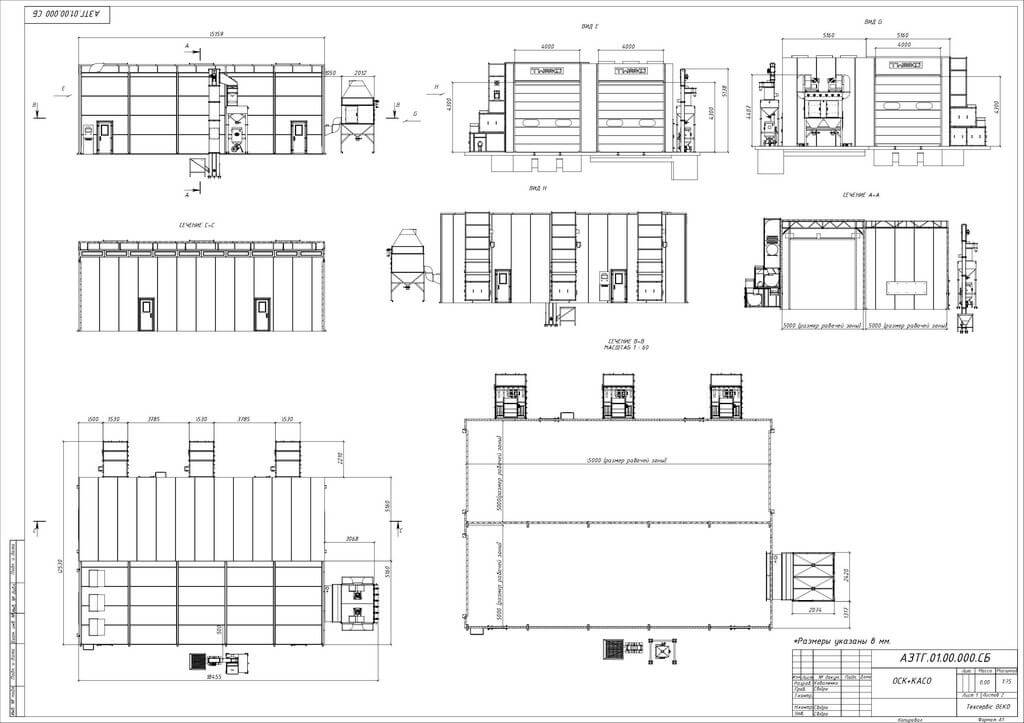
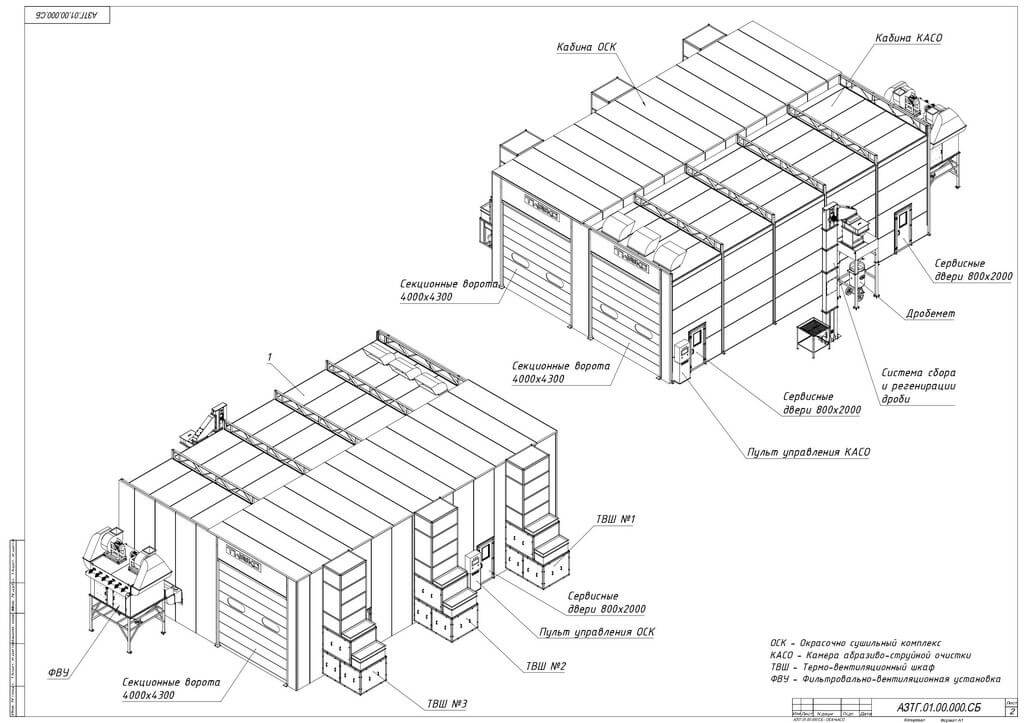
After a thorough market analysis, Tekhnovagy selected the company “Tekhservice VEKO and Partner GmbH” due to their extensive experience in manufacturing and implementing modern painting systems. Within the partnership, a KFS.000.00.00.ENERGY model paint-drying booth and a pass-through abrasive blasting chamber with a working zone of 8000x5000x4000 mm were purchased.
Result
From the moment of contract signing, the equipment was manufactured on time and installed in accordance with all technical requirements. Installation went smoothly, and TWEKO specialists demonstrated a high level of professionalism and responsibility. Since commissioning, the equipment has operated flawlessly, proving the high quality of TWEKO’s products. Regular maintenance is performed on schedule, and the equipment has been in use for two years without a single issue. It has significantly improved the efficiency of the surface preparation section, enhanced coating quality, and improved working conditions for Tekhnovagy employees.
We recommend Tekhservice VEKO and Partner GmbH as a reliable partner and manufacturer of quality equipment.Yurii Mikula, Chief Engineer, Tekhnovagy
Planning to purchase a paint booth and a blasting chamber? Contact us today for pricing!
TWEKO Engineering Solution for Abrasive Blasting and Painting of TDC Special Equipment
TWEKO carried out a full scope of work including design, manufacturing, and integration of a technological surface preparation and paint-drying area for special-purpose equipment for a service enterprise within the TDC group.
About the Client
LLC “TDC Ukrspetstekhnika” is part of the (TDC) group of companies and has been operating since 2010. The company specializes in service maintenance, repair, and supply of spare parts for special-purpose equipment used in agriculture, municipal services, construction, road works, quarrying, and material handling sectors.
The company provides professional repair of power units, transmissions, and hydraulic systems from leading global manufacturers, including WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, and JCB engines; ZF, CARRARO, and DANA-SPICER transmissions; as well as hydraulic equipment from DANFOSS, BOSCH REXROTH, KAWASAKI, and other brands.
An extensive network of branches in Dnipro, Lviv, Odesa, Kharkiv, and Khmelnytskyi ensures efficient execution of service and production tasks throughout Ukraine.
Project Objectives and Contractor Selection
As part of the development of its service infrastructure, the company identified the need to systematically organize a surface preparation and painting area, taking into account actual repair processes, internal logistics, and integration of equipment into existing production facilities.
To address this task, TWEKO was selected as the engineering contractor capable of delivering a comprehensive solution — from conceptual and layout design to preparation of a complete set of design and technical documentation.
Solution
TWEKO specialists developed a comprehensive engineering solution for organizing a technological area for surface preparation and painting operations within a single production complex.
The equipment configuration, facility layout, and interaction of engineering systems were defined in accordance with the approved technological concept and product movement logistics.
Abrasive Blasting Chamber
The first stage of the technological process includes an abrasive blasting chamber of the KASO series, model KASO-12, designed for surface preparation of products prior to subsequent repair and painting operations.
The chamber is used to remove corrosion, remnants of old coatings, and operational contaminants from metal structures, frames, and components of various sizes.
The chamber is equipped with:
A mechanized abrasive collection and regeneration system with a closed-loop cycle, including a scraper floor, bucket elevator, vibratory separator, and storage hopper for reuse of abrasive material.
A filtration and ventilation unit with cartridge filter elements and pulse cleaning for removal of dust from the working area air.
An organized dust-laden air extraction system from the working zone in accordance with industrial ventilation requirements.
Loading access gates for product handling and service doors for personnel, equipped with interlocking safety elements.
Wear-resistant internal protective cladding of walls and structural elements, designed for intensive abrasive blasting operation.
An industrial lighting system adapted for operation in high-dust environments.
An automated control panel providing monitoring of the ventilation unit and abrasive regeneration system operation.
Between the abrasive blasting chamber and the paint-and-drying complex, a ventilation airlock chamber is provided to ensure both technological and air separation between the processing stages.
The airlock chamber acts as a transitional zone between surface preparation and painting processes, limiting the transfer of dust, residual abrasive, and cleaning by-products to subsequent technological areas.
Functions of the ventilation airlock chamber:
Reduction of dust-laden air migration between chambers and localization of the “dirty” zone within the abrasive blasting area.
Equalization and stabilization of airflow prior to transferring parts into the paint-and-drying complex.
Formation of a controlled transition zone for product movement without disturbing the operating modes of adjacent chambers.
Maintenance of overall process discipline and air cleanliness within the painting area.
The final stage of the technological route is a paint-and-drying chamber of the IKFS series, model IKFS-Z-12, divided into separate working zones and intended for the application of paint coatings followed by thermal curing of the products.
The chamber layout ensures painting and drying operations under controlled air exchange conditions, with the possibility of sequential or parallel processing depending on production requirements.
The paint-and-drying complex is equipped with:
A supply-and-exhaust ventilation system with organized airflow, ensuring uniform air distribution in the working zones during painting and efficient removal of paint aerosols.
Filtration systems for both supply and exhaust air, designed to reduce aerosol concentration and protect adjacent production areas.
Thermo-ventilation units integrated into the chamber structure, providing air heating, circulation, and maintenance of specified drying regimes after painting.
An automated control system with an operator control panel, enabling setting and monitoring of painting, drying, purging, and cooling modes, as well as monitoring the status of engineering systems.
Technological interlock and monitoring systems preventing chamber operation under unacceptable temperature, pressure, or ventilation and thermal unit conditions.
Entry, exit, and inter-zone gates ensuring a pass-through product flow and sealing of working zones during technological operations.
An industrial lighting system for the working zones, adapted for painting conditions and long-term operation.
The proposed solution is formed as a single technological complex with a sequential pass-through processing logic, combining abrasive blasting, a transition zone, and paint-and-drying treatment within a coordinated equipment layout.
The complex is designed with consideration of the facility dimensions, product movement logistics, and engineering utility requirements, ensuring the possibility of further project implementation at the customer’s site without modification of the core technical solutions.
Technical Specifications of the Complex
*Equipment composition and parameters according to technical and operating documentation
The technological complex is built according to a pass-through scheme and ensures sequential execution of surface preparation, coating application, and drying operations within a single production workflow.
The process is divided into separate stages with clear isolation of technological zones, which minimizes mutual process interference and ensures repeatable conditions at each stage.
At the first stage, products are fed into the abrasive blasting chamber, where mechanical removal of corrosion, old coatings, and contaminants is performed. The spent abrasive is collected, regenerated, and returned to the working process, while dust-laden air is cleaned by the filtration and ventilation system.
After cleaning, the products are transferred through the ventilation airlock chamber, which forms a transition zone between surface preparation and painting stages, limiting dust transfer and stabilizing airflow.
At the final stage, coating application is performed in the paint-and-drying complex under controlled air exchange conditions, followed by drying of the products at specified temperature modes. After completion of drying, the system switches to purge and cooling modes.
Control of all stages is carried out through an integrated automation system, ensuring synchronized operation of the equipment and compliance with the specified technological sequence.
Result for the Customer
As a result of the project implementation, TDC received a coordinated engineering solution for organizing a technological area for surface preparation and paint-and-drying treatment within a service production environment.
The developed configuration of the complex takes into account real operating conditions, diversity of processed items, and requirements for consistent organization of technological processes.
A clearly structured technological route with logical sequence of operations and separation of functional zones has been established.
Risks of negative interaction between surface preparation and painting processes have been reduced through proper zoning of the production area.
Controlled conditions for coating application and drying have been created, ensuring stable and repeatable quality of the final result.
A complete set of design and technical documentation has been prepared for subsequent manufacturing, installation, and operation of the equipment.
An engineering foundation has been laid for further development and scaling of the production area in accordance with the company’s operational needs.
The implemented solution enables the customer to take a systematic approach to organizing refurbishment and painting processes, reducing technological risks during both implementation and operation of the production area.
Conclusion
The project for TDC confirmed TWEKO’s capabilities in developing comprehensive engineering solutions for service and repair production — from the analysis of initial conditions and concept development to the preparation of a complete set of design and technical documentation.
The proposed solution combines a rational equipment layout, a coordinated logic of technological processes, and clearly defined engineering system requirements, creating a reliable foundation for the implementation of the production area and its further development in line with the customer’s operational objectives.
A systematic design approach minimizes risks at the stages of equipment manufacturing, installation, and operation, while ensuring predictable results even before the project enters the implementation phase.
Do you need a custom engineering solution for surface preparation and painting?
The TWEKO team develops abrasive blasting and paint-and-drying solutions with consideration of real operating conditions, production logistics, and the requirements for integrating equipment into existing facilities.
Modernization of the Painting Section for Poltava Drilling Company LLC
Poltava Drilling Company LLC, Ukraine’s largest private drilling company, approached TWEKO with the task of modernizing its painting section to enhance the efficiency and safety of processing welded steel structures for drilling equipment. The company’s production facility in Poltava required innovative solutions for applying protective coatings and surface cleaning that comply with international standards and environmental regulations, particularly in harsh conditions (saltwater, gas condensates).
TWEKO delivered a comprehensive solution: a KASO series abrasive blasting chamber and a IKFS Diagonal series painting and drying chamber (KFS). Despite logistical challenges during the martial law period of 2022–2023, the project was successfully completed: processing time was reduced, coating quality improved, and safe working conditions were ensured for operators.
About the Client
Poltava Drilling Company LLC is a recognized leader in Ukraine’s drilling industry with extensive experience, ranking among the top oil and gas operators in Eastern Europe. The company specializes in drilling, well repair, and geological consulting, utilizing advanced technologies such as LWD telemetry and rotary steerable systems for complex conditions. Its products and services are exported to Europe and Asia, and its Poltava production facility is equipped with modern capabilities and engineering teams. To enhance the quality and durability of steel structures prone to corrosion and oil deposits, the company required equipment to prepare surfaces to SA 2.5 (ISO 8501-1) and apply protective coatings with a thickness of 75–125 µm.
Project Objectives
Poltava Drilling Company LLC tasked TWEKO with modernizing the painting section for processing large-scale steel structures of drilling equipment (up to 13,000×3,000×3,000 mm, weighing up to 20,000 kg). The goal was to create a dead-end technological line integrating surface cleaning to SA 2.5 (ISO 8501-1), application of protective coatings with a thickness of 75–125 µm, and drying at temperatures up to 60°C. Per the technical specifications, the complex had to ensure automated abrasive recycling, efficient air filtration, energy efficiency (up to 50 kW for cleaning, 30 kW + 310 kW diesel burner for KFS), and production safety and environmental compliance. The dead-end layout with rail transport optimized the movement of parts within a 40×10×6 m hangar, minimizing downtime and ensuring an efficient workflow.
Solution
TWEKO implemented a comprehensive solution: a KASO-15 abrasive blasting chamber and a IKFS-D painting and drying chamber (model KFS000.00.00-ENERGY “D”) with a working zone of 15,000×5,500×5,000 mm. Both systems were integrated into a unified production cycle via rail carts RTK-20-6 (2 units, 20-ton capacity, speed 0.5–1.5 m/min), enabling seamless part movement between chambers. The abrasive recycling system (KASO), diagonal ventilation (up to 30,000 m³/h in IKFS-D), diesel burner (310 kW), and multi-stage filtration create a closed, energy-efficient cycle compliant with international and environmental standards. Equipment was manufactured at TWEKO’s Kyiv plant, delivered in stages under DDP terms (Incoterms 2010). Installation began in late January 2023 after the client prepared foundations and utilities and was completed in June 2023 with commissioning and operator training (2 operators per shift, working in PPE, 8-hour cycle).
Cleaning of steel structures from rust, scale, and old coatings to SA 2.5 per ISO 8501-1 (productivity up to 15 m²/h, 6 bar pressure).
Automated recycling system for G25–G40 steel shot in a closed cycle (scraper floor, conveyor, separator).
Ventilation with 10,000 m³/h capacity, operating temperature +15…25°C.
Integration with RTK-20-6 rail cart (20-ton capacity, speed 0.5–1.5 m/min).
Safety for two operators: “STOP” buttons, protective barriers, maximum power consumption up to 50 kW.
IKFS-D Painting and Drying Chamber (Model KFS000.00.00-ENERGY “D”):
Application of 1–2 layers of protective coatings (epoxy, epoxy-polyurethane, dry residue ≤65%) via airless spraying, layer thickness 75–125 µm.
Automated drying at up to 60°C with an Italian-made 310 kW diesel burner (fuel consumption 8.6–26 kg/h) and diagonal airflow up to 30,000 m³/h.
Dry filtration system for exhaust air, gas detector, and automatic fire suppression system with regulatory approval.
Operating temperature +15…25°C, maximum power consumption up to 30 kW.
Safe operation for two operators in a shared hangar (15,000×5,500×5,000 mm) with 3-leaf gates (3,600×4,000 mm).
Technical Specifications
*Parameters of Chambers for Poltava Drilling Company LLC
Parameter
KASO
KFS IKFS-D
Dimensions
Internal Dimensions
15,000 × 5,500 × 5,000 mm
15,000 × 5,500 × 5,000 mm
Service Access
Hermetic Gates
2 sets, 3,600 × 4,000 mm
2 sets, 3,600 × 4,000 mm
Service Doors
For personnel
For personnel
Processing
Type
Cleaning to SA 2.5
Painting 75–125 µm
Abrasive/Coating
G25–G40 Steel Shot
Epoxy, Polyurethane
Systems
Recycling
Scraper floor, separator
Ventilation 30,000 m³/h
Heating
Not applicable
310 kW burner, 60°C
Ventilation
10,000 m³/h
30,000 m³/h
Maximum Power Consumption
Up to 50 kW
Up to 30 kW
Safety
Systems
“STOP” buttons
Gas detector, fire suppression
The complex reduced part processing time, improved coating quality, and ensured safe working conditions, optimizing energy costs even during wartime challenges.
Key Components of KASO Abrasive Blasting and KFS IKFS-D Painting and Drying Chambers
*Main Components of Chambers for Poltava Drilling Company LLC
Component
KASO (Abrasive Blasting)
KFS (Painting and Drying IKFS-D)
Chamber
Steel structure with hermetic end gates (2 sets, 3-leaf, 3,600×4,000 mm), service doors, lighting system, and abrasion-resistant rubber coating.
Steel structure with hermetic end gates (2 sets, 3-leaf, 3,600×4,000 mm), service doors, lighting system, and chemical-resistant protective coating.
Recycling System
Collection, cleaning, and reuse of G25–G40 steel shot with scraper floor, conveyor, separator, and storage bunker.
Automated air recycling system with fans for diagonal airflow (up to 30,000 m³/h), filters, and recuperator.
Supply and exhaust ventilation with dry filtration of exhaust air, up to 30,000 m³/h capacity.
Transport System
Integration with rail cart (model RTK-20-6) with 20-ton capacity and cable drive, equipped with “STOP” buttons, 2 units, plus 4 painter carts (suspended platforms for operators in KFS during painting).
Heating/Drying System
Not applicable (cleaning only).
Diesel burner (up to 310 kW, consumption 8.6–26 kg/h) for drying at up to 60°C.
Control System
Control panel with status indicators and emergency stop buttons.
Control panel with painting and drying regulation, gas detector, and emergency stop buttons.
Project Implementation
Design: The design of the chambers began with an analysis of the technical specifications, considering dimensions (15,000×5,500×5,000 mm), productivity, and safety, with a commercial proposal (dead-end type). Documentation (foundations, electrical, compressed air, gas) was adapted to a 40,000×10,000×6,000 mm hangar and delivered to the client in January 2023.
Manufacturing: Production was completed at TWEKO’s Kyiv plant using durable materials (corrosion-resistant steel, pneumatic cylinders) suited for oil and gas conditions. Martial law in 2022 complicated logistics, but deadlines were met, with manufacturing completed in 2023.
Delivery: Equipment was delivered in stages (January–March 2023) under DDP terms (Incoterms 2010) to Poltava in disassembled form for transport convenience, including 2 rail carts and 4 painter carts.
Installation: Work began in late January 2023 after the client prepared the hangar (foundation, rails, utilities). Under TWEKO’s supervision, installation continued until late June 2023, concluding with commissioning and testing for hermetic sealing, along with operator training.
Training: Personnel underwent training on operation and safety, emphasizing PPE (suit, gloves, helmet) and pre-operation hermetic checks, per instructions.
Operating Principle
The complex operates in a closed cycle, covering surface cleaning and painting per the technical specifications. The KASO chamber uses an abrasive blasting unit with steel shot to remove contaminants to SA 2.5, while IKFS-D applies 1–2 coating layers via airless spraying. Parts (up to 20,000 kg) are moved by rail cart (0.5–1.5 m/min), allowing 2 operators to process complex areas. “STOP” buttons ensure safety. In IKFS-D, coatings are dried at 60°C with a diagonal airflow of 30,000 m³/h, while KASO recycles abrasive. Both systems filter air (10,000 m³/h for KASO, 30,000 m³/h for IKFS-D), maintaining a temperature of +15–25°C and cleanliness, with one 8-hour shift.
Maintenance, Safety, and Warranty Obligations
To ensure long-term, safe, and stable operation, TWEKO developed structured procedures:
Maintenance: Daily inspections, abrasive recycling (KASO) and ventilation (KFS) checks, weekly air pressure checks (6 bar), monthly filter assessments, quarterly conveyor/burner diagnostics, and semi-annual electrical inspections.
Safety: Prohibition of opening doors/gates during operation, electrical connections only with power off, mandatory PPE (suit, gloves, helmet). “STOP” buttons, interlocks, and a ban on flammable materials eliminate risks. Malfunctions halt equipment with supervisor notification.
Warranty: 12 months from commissioning (with manufacturer-supervised installation) or 15 months from delivery per invoice, provided rules are followed. Repairs by TWEKO, parts delivery at the client’s expense.
Results
Efficiency: KASO increases cleaning productivity to 15 m²/h, and IKFS-D enables coating application and drying at 60°C, both with rail transport for large parts, reducing cycle time.
Processing Quality: KASO achieves SA 2.5, and IKFS-D ensures 75–125 µm coatings, protecting against corrosion.
Environmental Compliance: Filtration (10,000 m³/h for KASO, 30,000 m³/h for IKFS-D) and recycling reduce waste, meeting standards.
Reliability: The design ensures long-term operation with a 12/15-month warranty.
Safety: “STOP” buttons, gas detector, and PPE protect 2 operators.
Conclusion
TWEKO’s comprehensive production line—KASO abrasive blasting chamber, IKFS Diagonal painting and drying chamber, and rail carts with a traction winch—proved to be an optimal solution for Poltava Drilling Company LLC. It delivered high cleaning and drying productivity, reliable coating protection, operator safety, and environmental compliance through recycling and filtration systems. Even under wartime conditions, the project reduced processing time, lowered energy costs, and enhanced the durability of drilling structures. This underscores TWEKO’s expertise in delivering tailored solutions per technical specifications and contracts—from design to commissioning.
Looking for Solutions for Efficient Surface Preparation and Protection of Steel Structures?
TWEKO’s abrasive blasting and painting/drying chambers offer proven quality, energy efficiency, and customization to meet your production needs.
Freight Wagon Cleaning and Painting Complex — PrJSC “Dniprovagonmash”
PrJSC “Dniprovagonmash”, one of the leaders in freight wagon manufacturing in Eastern Europe, approached LLC “Tekhservis VEKO and Partner GmbH” (TWEKO) with a request to develop comprehensive equipment for metal surface treatment. The project aimed to ensure efficient surface preparation (rust, scale, and contaminant removal), high-quality application of paint coatings, process automation, and adherence to high safety and environmental standards. As part of the project, a complex was designed, manufactured, delivered, and commissioned, including a shot blasting chamber of the KASO series and a painting and drying chamber of the IKFS series, customized to the customer’s needs. This integrated system reduced railway wagon processing time, improved surface preparation and coating quality, and ensured safe working conditions despite challenges caused by force majeure circumstances in 2022.
About the Client
PrJSC “Dniprovagonmash” is a leading Ukrainian enterprise with over 90 years of history, ranking among the largest manufacturers of freight rolling stock in Eastern Europe. The plant specializes in the production and repair of various types of freight wagons, including hopper cars, flatcars, grain hoppers, tank cars, and other rolling stock. The company’s products are used both in the domestic market and exported to European and Asian countries.
“Dniprovagonmash” has a modern production base, its own design departments, and implements advanced technologies in mechanical engineering. The enterprise is known for high quality and reliability standards, collaborating with leading railway operators and logistics companies. To ensure stable production levels and compliance with international safety and environmental standards, the customer required modern technological equipment for preparing metal surfaces before applying protective coatings and subsequent painting.
Project Objectives
Develop, manufacture, and supply comprehensive cleaning and painting equipment that meets the following requirements:
High-efficiency processing of large metal products to remove rust, scale, old coatings, and other contaminants.
Automation of abrasive material collection, transportation, and regeneration for the shot blasting chamber, and automation of painting and drying with adjustable temperatures and dwell times for the painting and drying chamber.
Filtration of dusty air and paint mist to create safe working conditions in the work area.
Compliance with technical standards, including climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (7th edition).
Ensuring operator safety and equipment durability.
Solution
TWEKO designed, manufactured, and supplied an integrated complex to PrJSC “Dniprovagonmash”, including a shot blasting chamber of the KASO series (serial number 176/2022) and a painting and drying chamber of the IKFS series (serial number 175/2022). Both systems were adapted to the customer’s needs, considering individual dimensions and components for processing large metal surfaces in industrial conditions.
Shot Blasting Chamber KASO provides automated abrasive material regeneration, an efficient air filtration system, and safe operation. The design complies with climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (ed. 7).
Painting and Drying Chamber IKFS includes an automated ventilation system with air recirculation, “dry” filtration, and a heat exchanger for drying, also meeting the specified standards.
This complex ensures a full processing cycle: surface cleaning from contaminants and application of protective coatings with subsequent drying.
Key Complex Components
The complex includes components from both chambers, integrated for a continuous cleaning and painting process:
*Components of the abrasive blasting cleaning chamber and painting-drying chamber for PrJSC “Dniprovagonmash”
Component
Purpose
Shot Blasting Chamber
Metal frame clad with 80 mm thick sandwich panels with polyurethane protective coating resistant to abrasive impact. Weight ≈19,000 kg, internal dimensions 25,000 × 7,000 × 7,000 mm. The structure features two service doors (840 × 1975 mm) and roller gates (4500 × 5000 mm) for convenient access to large products. The chamber complies with climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (ed. 7). Manufactured based on the KASO series shot blasting chamber, which ensures safe and efficient cleaning with shot regeneration in a closed cycle.
Consists of a cabin and ventilation unit. The cabin is a frame structure of profiled pipes, clad with thermally insulated sandwich panels with galvanized coating (zinc 275 mg/m², resistant to 180°C). Weight ≈35,000 kg, internal dimensions 34,220 × 7,000 × 6,050 mm. Equipped with sectional gates (5500 × 4500 mm). The design complies with climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (ed. 7). Manufactured based on technologies of the IKFS series painting and drying chamber, adapted for efficient application of paint coatings and drying.
Provides uniform and safe lighting in the work area. The shot blasting chamber has 144 LED T8 fixtures (1200 mm, 18 W, 6500 K, IP65), creating illuminance over 700 lx; the painting and drying chamber uses 304 explosion-proof LED fixtures (1200 mm, 18 W, 6500 K, IP65) with ceiling and wall units, ensuring at least 600–800 lx in the painting zone. Complies with safety requirements for zone B-IIa per PUE (ed. 7).
Three-coordinate lift for personnel and tools series 3PtO provides operators with safe access to large products for shot blasting in the cleaning chamber and for applying paint coatings at height in the painting chamber. Load capacity up to 500 kg, equipped with pneumatic system with guide rails and braking system.
The air transportation system in KASO and KFS includes air ducts of various configurations (DVM.02.00.00.101–107 and DVM.01.00.00.101–204, sheet thickness 0.7–1.0 mm) to ensure efficient airflow in filtration-ventilation units and the ventilation group. Total quantity — 204 units (96 for KASO and 108 for KFS).
System for collecting and transporting used abrasive in the KASO cleaning chamber, consists of five longitudinal and one transverse scraper floor modules. Drive provided by two electric motors (1.1 kW, 1500 rpm).
Bucket conveyor KT-5M provides abrasive supply in the cleaning chamber to the separator. Consists of lower, upper, and middle sections with rubber belt (width – 200 mm) and 3 mm steel buckets. Drive provided by two electric motors (1.1 kW, 1440 rpm).
The separator regenerates abrasive in the KASO chamber, separating dust and debris through a perforated sieve (1 × 1 m, steel with anti-corrosion coating). Equipped with two vibrators (0.18 kW, 3000 rpm).
Conical reservoir made of S235 steel for accumulating cleaned abrasive (steel or cast iron shot, 0.5–1.0 mm), capacity ≈2 m³. Equipped with hermetic construction to prevent abrasive leakage.
Filtration-ventilation unit (FVU) cleans dusty air with capacity 30,000 m³/h (4 sets, weight ≈2000 kg, dimensions 3000 × 2000 × 2500 mm, each with fan and AIR 160 S4 electric motor, 15 kW, 1455 rpm).
Ventilation group of the painting and drying chamber includes air supply unit (with supply fan BRV-18, capacity ≈18,000 m³/h), heat exchanger unit (with 198 TOE series heating elements), and exhaust unit (with exhaust fan BRV-18).
“Dry” filtration system of the painting and drying chamber with pre-cleaning filter (efficiency ≈89%, replacement every 500 hours), ceiling filter (acrylic, efficiency ≈96.7%, replacement every 500 hours), and floor filter (fiberglass, efficiency ≈93%, replacement every 80–100 hours).
Provides centralized control of all abrasive blasting chamber systems: has switches for main equipment power supply (380 V / 50 Hz) and chamber lighting (220 V / 50 Hz), “START” and “STOP” buttons, indicators for filtration-ventilation units operation, scraper floor drives, bucket conveyor, signal lamps for motor overload and bunker overflow. Equipped with operating hours counter and pressure sensors in compressed air main line (0–10 bar).
Designed to track total operating time of chambers. The painting chamber uses DHM-48 type motor-hour meter with RESET function for resetting readings (e.g., after filter replacement). The abrasive blasting chamber uses motor-hour meter for component wear monitoring without reset function.
Available only for the painting chamber. Uses DOZOR-S type gas analyzer to monitor gas concentrations (5–50% LEL), blocks equipment when thresholds are exceeded to ensure safety in painting mode.
Available only for the painting chamber. Implemented through two-channel temperature controller (LU-1 for painting, LU-2 for drying) with set range up to 90 °C, displays actual and set temperature to maintain optimal drying conditions.
Available only for the painting chamber. Uses EDR-48 type timer with range 00:00–99:99 (min:sec), starts countdown after reaching set temperature to control drying process.
Available only for the painting chamber. Regulated by potentiometer through frequency converter, maintains working pressure 30–50 Pa, equipped with draft-pressure gauge for chamber pressure monitoring.
The KASO shot blasting chamber and IKFS painting and drying chamber were designed according to PrJSC “Dniprovagonmash” technical specifications, considering requirements for processed product dimensions, productivity, energy efficiency, and safety. Structures executed according to climatic design UHL 4 (GOST 15150-69) and requirements for explosive zones class B-IIa per PUE.
The complete set of design documentation for both chambers was developed by TWEKO specialists and delivered to the customer in paper and electronic format in May 2022.
Manufacturing
Manufacturing was completed at TWEKO production facilities in February 2022:
KASO Chamber — serial number 176/2022;
IKFS Chamber — serial number 175/2022.
Both chambers used components from leading manufacturers (Provent fans, AIR 160 S4, AIR 132M6, AIR 132S6, DS80M4, M90S-4 electric motors, TechnoFilter cartridge and ceiling filters, Camozzi pneumatic elements, INVT frequency converters, etc.), ensuring reliability and durability of ventilation systems, filter regeneration, abrasive transportation (KASO), and heating and drying modes (IKFS).
Due to military actions from 24.02.2022, temporary logistics disruptions and partial shortage of certain components affected delivery timelines of specific items.
Delivery
Equipment delivery was carried out in stages according to the contract: first — in the period February–May 2022. Large elements (frames, ventilation modules, TEN sections, scraper conveyors, bucket elevators) were transported disassembled; unloading was carried out by crane or loader with textile slings, small components — manually. The customer prepared a dry and ventilated storage facility on their territory.
Additional elements, including operator lifting-moving platforms, were shipped in September 2022.
Installation
Installation works were carried out in stages on the customer’s territory after completion of preparatory works with foundation, electrical power supply, and compressed air networks.
All works were carried out under supervision of TWEKO technical specialists with compliance to electrical power connection requirements (380 V/50 Hz for main equipment, 220 V/50 Hz for lighting), grounding, as well as connection and setup of compressed air supply (6 bar for KASO).
After installation, comprehensive commissioning works were conducted: ventilation mode adjustment, cabin tightness check, filter regeneration system setup, testing of automatic interlocks and safety alarms.
Training and Commissioning
Customer personnel underwent training on operation and maintenance of both chambers. The training program included:
operational procedures and daily maintenance;
safety rules and use of PPE (for KASO — protective suit, gloves, helmet with forced air supply; for KFS — protective clothing, gloves, and respirator when working with painting materials);
control panel setup: two-channel thermostat, drying timer (0–99 min), excess pressure regulation potentiometer (30–50 Pa), gas detector signal interpretation (5–50% LEL).
After training, final tests were conducted and both systems were handed over to the customer for operation.
Force Majeure Circumstances
Project implementation was complicated by Russia’s military aggression against Ukraine, which from February 24, 2022 led to the introduction of martial law (confirmed by UCCI 28.02.2022). This caused delays in logistics, increased component costs, and temporary shortage of certain resources. Despite these circumstances, TWEKO ensured sequential component delivery, timely installation completion, and full fulfillment of contractual obligations to PrJSC “Dniprovagonmash”.
Principle of Operation
The complex operates on an integrated cleaning and painting cycle for metal surfaces in industrial conditions, ensuring continuous preparation and processing of products while complying with safety and environmental standards.
Shot Blasting Chamber KASO: The operator uses an abrasive blasting gun to process metal parts with steel or cast iron shot, effectively removing rust, scale, old coating residues, oil, and other contaminants from surfaces within the chamber’s internal space. The process occurs under climatic design UHL 4 (GOST 15150-69) conditions, ensuring zone class B-IIa (PUE, 7th edition). Four 3PtO series lifting-moving platforms, equipped with pneumatic system with guide rails, brakes, and height adjustment, provide safe access to all product areas, allowing movement in three directions. Used abrasive is collected by scraper conveyor, which transports it to bucket elevator. The elevator lifts abrasive to separator, where dust and debris are sieved through perforated sieve with vibrators, after which cleaned abrasive accumulates in conical bunker with capacity up to 2 m³ for reuse. Dusty air is exhausted through four filtration-ventilation units (FVU) with capacity 30,000 m³/h each, equipped with cartridge filters regenerated by pulse blowing with compressed air (pressure 6 bar, class not lower than 9 per GOST 17433-80, with drying to dew point -30 °C for external installation). The process is controlled by central control panel, equipped with power switches, “START” and “STOP” buttons, FVU operation indicators, conveyor drives, motor overload and bunker overflow signal lamps, as well as motor-hour meter and compressed air main line pressure sensors, ensuring continuous monitoring and quick response to malfunctions.
Painting and Drying Chamber KFS: After cleaning, products are moved to the painting chamber, where paint coatings are applied by pneumatic manual spraying under climatic design UHL 4 (GOST 15150-69) and zone class B-IIa (PUE, 7th edition) conditions. Air enters through intake valve, passes pre-cleaning filter (efficiency ≈89%), TOE series tubular heater heat exchanger, and ceiling filter (acrylic, efficiency ≈96.7%, resistant to temperatures up to 100–120 °C), ensuring clean environment with maintained excess pressure 30–50 Pa. Ventilation is provided by six supply and six exhaust ventilation units (capacity ≈18,000 m³/h each), equipped with motors (7.5 kW, 1000 rpm) for supply and (5.5 kW, 1000 rpm) for exhaust, meeting explosion-proof zone class 2/22 (PUE) and DSTU B A.3.2-12:2009 requirements. In drying mode, the chamber operates in three-stage cycle: blowing to remove paint residues, drying with recirculation through heat exchanger (maximum temperature ≈90 °C, provided by 198 TENs), and cooling, with automatic LED fixtures (18 W, 6500 K) shutdown to protect from overheating. Additional exhaust air filtration is provided by floor filter (labyrinth/cardboard/fiberglass, efficiency ≈93%) and outlet filter (TPS-50 fiberglass, efficiency ≈75%). For convenient access to large products during coating application, 3PtO series lifting-moving platforms are used. The process is controlled by control panel with two-channel temperature controller (LU-1 for painting, LU-2 for drying), dwell timer (range 0–99 minutes), potentiometer for fan frequency converter regulation, pressure indicator, node operation light indicators, ventilation and heater blocking system when gas detector (range 5–50% LEL) is triggered, and “START”/”STOP” buttons with emergency stop, ensuring safety and operation accuracy.
This integrated approach minimizes material losses, maintains high processing quality, and ensures safe working conditions, complying with fire safety and environmental standards.
Technical Specifications of Abrasive Blasting and Painting-Drying Chambers
*Dimensions and parameters of abrasive blasting cleaning chambers (KASO) and painting-drying (IKFS) for PrJSC “Dniprovagonmash”
Category / Parameter
Cleaning Chamber
Painting Chamber
Dimensions and Construction
Internal Dimensions (L×W×H), mm
25,000 × 7,000 × 7,000
34,220 × 7,000 × 6,050
External Dimensions (L×W×H), mm
25,760 × 9,265 × 7,400
34,430 × 11,851 × 9,016
Weight, kg
≈19,000
≈35,000
Gates
Roller, 4,500 × 5,000 mm
Sectional, 5,500 × 4,500 mm
Service Doors
2 pcs., 840 × 1,975 mm
–
Frame / Cladding
Metal frame, 80 mm sandwich panels with abrasive-resistant inner coating
Metal frame, thermally insulated sandwich panels, ceiling and floor filters
Ventilation and Air Exchange
Number of Ventilation Units
4 filtration-ventilation units (FVU)
6 supply + 6 exhaust BRV-18 type VU
Ventilation Unit Capacity
≈30,000 m³/h per FVU
≈18,000 m³/h per BRV-18 fan
Fan Electric Motors
AIR 160 S4 15 kW, 1,450–1,500 rpm (8 pcs.)
Supply – AIR 132M6 7.5 kW 1,000 rpm × 6;
Exhaust – AIR 132S6 5.5 kW 1,000 rpm × 6
Filter Regeneration
Pulse blowing with compressed air through receiver and solenoid valves
Sectional construction, drive 1.1 kW × 2, belt with buckets
–
Abrasive Separator
With sieve and channels for debris and dust screening
–
Air Heating / Drying
Heater
–
TENs – 198 pcs., max T in chamber ≈90 °C
Electrical Power
Main Equipment
380 V / 50 Hz
Lighting
220 V / 50 Hz
Lighting – Power Consumption
Fixtures
–
LED T8 1200 mm 18 W 6500 K (≈304 pcs.)
Total Power
–
≈5 kW
Noise Characteristics – Outside Chamber
Sound Level
≈70 dB (for KFS inside ≈65 dB)
Climatic Design and Operating Conditions
Conditions
UHL 4 design; ambient T –25…+30 °C; humidity 45–75% at 20 °C; atmospheric pressure 86–106 kPa
Compressed Air Parameters
Compressed Air
Pressure 6 bar, class not lower than 9 per GOST 17433-80;
for external installation – drying to dew point –30 °C
–
Control and Automation
System
Panel with node status indicators, motor-hour meter, bunker level control, FVU signals
Panel with 2-channel thermostat (painting/drying), dwell timer, pressure indicator, fan frequency regulator, gas detector
Warranty / Service Life
Service Life
Warranty 12 months; overhaul resource 5 years; standard service life 10 years
Maintenance, Safety Procedures, and Warranty Obligations
LLC “Tekhservis VEKO and Partner GmbH” developed procedures for uninterrupted complex operation.
Maintenance: For KASO — daily inspection, separator and FVU emptying, weekly valve check, monthly filter check, quarterly conveyor and fan check, semi-annual electrical circuit check. For IKFS — daily filter inspection, weekly fan check, monthly filter replacement, quarterly heat exchanger check, semi-annual contact check.
Safety Procedures: Prohibited to open doors/gates during operation, use solvents (KASO) or work without grounding (IKFS). Mandatory PPE. KASO equipped with limit switches, IKFS — gas detector.
Warranty: 12 months from commissioning (if installation under manufacturer supervision) or 15 months from delivery date. Does not cover instruction violations. Repair — by LLC “Tekhservis VEKO” representatives, transportation — at manufacturer’s expense.
Results
Efficiency: The complex increased productivity through automated cleaning (KASO) and painting/drying (IKFS), reducing processing time.
Environmental Safety: Dust filtration (KASO) and paint mist filtration (IKFS) comply with environmental standards.
Reliability: Service life 10 years with overhaul resource 5 years for both chambers.
Safety: Safety automation (KASO) and gas detector (IKFS) minimize risks.
KASO and IKFS Complex Chambers for Railway Transport from TWEKO
The abrasive cleaning, painting, and drying complex is an integrated solution for cleaning metal surfaces from rust and applying protective paint coatings. KASO uses abrasive blasting technology with abrasive regeneration, while IKFS provides pneumatic painting and drying with air recirculation. Both systems feature efficient filtration, lighting (over 700 lux), and automated control. Developed individually according to technical specifications. The complex from LLC “Tekhservis VEKO and Partner GmbH” became a key solution for PrJSC “Dniprovagonmash”, ensuring high productivity, cleaning and painting quality, safety, and environmental compliance. The equipment meets modern standards and supports freight wagon production, reducing time and costs.
Need a comprehensive cleaning and painting solution? Choose KASO and IKFS from TWEKO!
Paint area of Zaporizhy Casting and Mechanical Plant
In 2018, the sales department of our company received a request for a painting and drying chamber and an abrasive blasting chamber from representatives of ZLMZ LLC. In the course of negotiations, lasting a year, we, together with ZLMZ, formed the terms of reference and drew up a detailed plan for the construction of the painting area as a whole. To implement this project, it was necessary, first of all, to carry out work on the design of a new paint area at the enterprise, to coordinate the project with local authorities, to conduct an environmental impact assessment, while observing the strictest fire safety rules…
The next stage after the design was the implementation of construction and installation work – it was necessary to dismantle a concrete base up to 1.5 meters deep, and then equip a foundation slab for installing equipment with built-in technological pits for ventilation and equipment operation, a rail track for supplying products to the working areas of the chambers…
The painting area of production is a rather energy-intensive area. Since to ensure high productivity and safe working conditions, it is required to provide a colossal airflow in the painting chamber – up to 100,000 cubic meters/hour, while heating the air to a delta of 35 ° C in painting mode and up to + 80 ° C in drying mode – such a spray booth, with electric air heating, consumes up to 500 kW/h of electricity. The abrasive blasting chamber consumes up to 12 cubic meters/min, 8 atm, compressed air while consuming up to 50 kW of electricity per hour. The total energy consumption of the painting area reaches 700 kW/h. Naturally, to provide such a volume of electricity, it was necessary to lay a separate power transmission line from the TP, with a length of 240 meters, and this was also included in the scope of work performed by our company within the framework of this project.
The scope of delivery of the equipment included: a painting and drying chamber, an abrasive blasting chamber, two self-propelled rail carts, abrasive blasting machines, airless high-pressure painting machines, a compressor room with receivers and air dryers, a set of lifting-mobile platforms for painting large-sized items, a cabin for storage and making paints…
Paint area
A painting and drying chamber and a dead-end type abrasive blasting chamber are located outside the main production area, adjoining it with a front wall with a gate. Both chambers have an internal size of 16180x6000x5500 millimeters, and together with rail trolleys, they can efficiently handle products with dimensions up to 15000x4000x5000 millimeters and weighing up to 20 tons! Both chambers have excellent energy efficiency, as they are hermetically sealed and made of sandwich panels with a fireproof filler – mineral wool, 100 mm thick. The spray booth has three rows of sealed energy-efficient LED lighting fixtures that provide at least 800 lux of illumination inside the cab, which allows for the best possible paint application on a wide variety of products.
A set of lifting-mobile platforms built into the spray booth allow operators to move quickly inside the booth and handle products up to 6 meters high. The platforms move in three directions – along the entire length along the walls of the chamber, along the entire height of the chamber, as well as from the wall at a distance of up to 1500mm. The platforms are driven by compressed air, which makes them explosion-proof and can be used in a spray booth environment.
The abrasive blasting chamber (KASO) has a system for the automatic collection and regeneration of shots and debris. The scraper floor system is responsible for collection and transportation, which consists of five longitudinal and one transverse line, which moves the shot to the elevator pit with synchronous translational movements. Further, the elevator raises the shot to a height of 7 meters, from where it enters the drum-type separator. In the separator, the shot is sifted and cleaned of large contaminating particles, and fine dust is removed through the dust extraction channels to the filter unit. After passing through the separator, the shot automatically enters the storage hopper in which the abrasive blasting machines are arranged. Thus, the abrasive blasting chamber provides a fully automatic collection, regeneration, and supply of shots for reuse – a closed cycle. The dust removal system is responsible for ensuring safe and comfortable working conditions in KASO, which is represented by two highly efficient filter and ventilation units FVU-18, they promptly remove the dusty gas-air mixture from the chamber, filter it and release it into the atmosphere.
The compressor station is represented by a high-performance screw compressor Remeza VK120, with a productivity of up to 16,000 liters per minute at 8 atmospheres of pressure, and effective installation with an air dryer – freezer, 4 compressed air receivers with a volume of up to 1000 liters each.
The set of equipment includes the Wiwa Airless 140032 RS/F Phoe Airless Painting Machine, the CLEMCO SCWB Shot Blasting Machine – 2452, 200 liters. with a full set of operator’s suit and personal protective equipment. And to ensure fire safety, the painting area is equipped with an automatic powder fire extinguishing system, fire alarm, and its connection to local fire extinguishing services.
Probably, the production of equipment was not the most difficult in the implementation of this project, it was much more difficult to correctly draw up the terms of reference, carry out the design, design development, coordinate all the processes and stages of implementation: construction, laying communications, fire safety… At the same time, observing the strictest security rules labor that operates at the enterprise LLC “ZLMZ”, PJSC “Zaporizhstal” and throughout the Metinvest Holding. And also find reliable contractors, coordinate and organize their work, plan everything and invest in the schedule.
This project gave our company invaluable experience in the implementation of a difficult and complex object, moreover, for one of the largest enterprises in Ukraine – Metinvest Holding! The implementation of such a project once again confirms the ability of our company to create and implement the most complex technological complexes for the painting department of any, even the most demanding Customer.
At the end of February 2020, we received a request for a set of equipment including a painting and blasting booth for metal structures. The production base of the customer’s company is located in the city of Mariupol, Donetsk region. Thanks to a lucky coincidence, our specialists were nearby, in the city of Zaporozhye, promptly responded to the request and went to the customer’s site.
The customer company Azovtekhgaz LLC is engaged in the supply of technical gases, gas mixtures and gas welding equipment, as well as in construction and installation works in various areas of industrial construction. The maximum overall size of products to be processed in chambers is 12x3x3m. Shot-blasting and painting chambers will improve the quality of the paintwork of all metal products manufactured by the company. The spray booth has two main modes of operation – painting and drying, with operating temperatures of 18-24 C and 20-70 C, respectively. The passage-type chamber has an internal size of 15x5x5m, two sets of sectional doors with an automatic drive are installed in the end walls. The air is heated using three high-performance gas burners, each with a power of up to 350 kW, and stainless steel heat exchangers, designed and manufactured by our company specifically for spray booths. Two side and two ceiling rows of high-performance four-lamp LED luminaires are responsible for lighting in the spray booth, while the illumination level inside the booth is at least 900 lux.
Azovtekhgaz
The main feature of this spray booth model is that it has the ability to work in zones. Three separate thermo-ventilation cabinets, in combination with a specially developed automation and control system, allow you to turn on and operate each zone separately from the rest. Thus, the camera has three zones 5x5x5m, and when painting oversized products, camera operators can use only one or two of the zones. Automation and control systems in this design are three times larger, more expensive and more complex than usual, but due to this, when operating the camera, the costs of electricity and natural gas are significantly reduced! The abrasive blasting chamber has an internal size similar to the spray booth – 15x5x5m. The chamber has a sealed cabin made in the form of a prefabricated steel structure with sandwich panels. The inside of the cab is lined with an elastic soft material that protects the steel structures of the cab from damage by ricochet shots. The camera is illuminated by two rows of ceiling, located at an angle of 45 °, four-lamp LED luminaires, protected from possible mechanical damage by ricocheting shot. The chamber quickly and effectively cleans the dusty air that forms during the cleaning process; for this, it is equipped with a FVU-30 filter ventilation unit. FVU-30 is one of the models of filtering units developed by our company, it has a productivity of 30,000 cubic meters per hour, 30 cylindrical dust filters and an automatic filter cleaning system.
The blast chamber is equipped with systems for automatic collection and regeneration of abrasive material, dust and debris removal. There are special pits in the foundation of the chamber, which are covered with steel gratings. Shot and debris generated during cleaning is poured into these pits. During operation, they are automatically collected by scrapers and directed to the bucket conveyor pit. The scraper floor is driven by reliable electric drives, which guarantees a long and trouble-free operation of the entire system. After that, the shot that got into the pit of the bucket conveyor rises and goes to the shot regeneration unit – a vibration-type separator. The vibrating separator automatically separates the incoming material into three parts: the debris and impurities are discharged into the debris tank, the dust is discharged to the filtration unit, and the recyclable beads are automatically returned to the shot blasting machine. Thus, in the abrasive blasting chamber, a closed cycle of shot movement is created, while the collection and regeneration of the shot is carried out in a fully automatic mode. All parts and assemblies of the abrasive blasting chamber – FVU, scraper floor, bucket conveyor, vibratory separator are developed by our company specifically for use in abrasive blast chambers, are manufactured at our own production site in Kiev and have an increased degree of reliability and effective protection from damage.


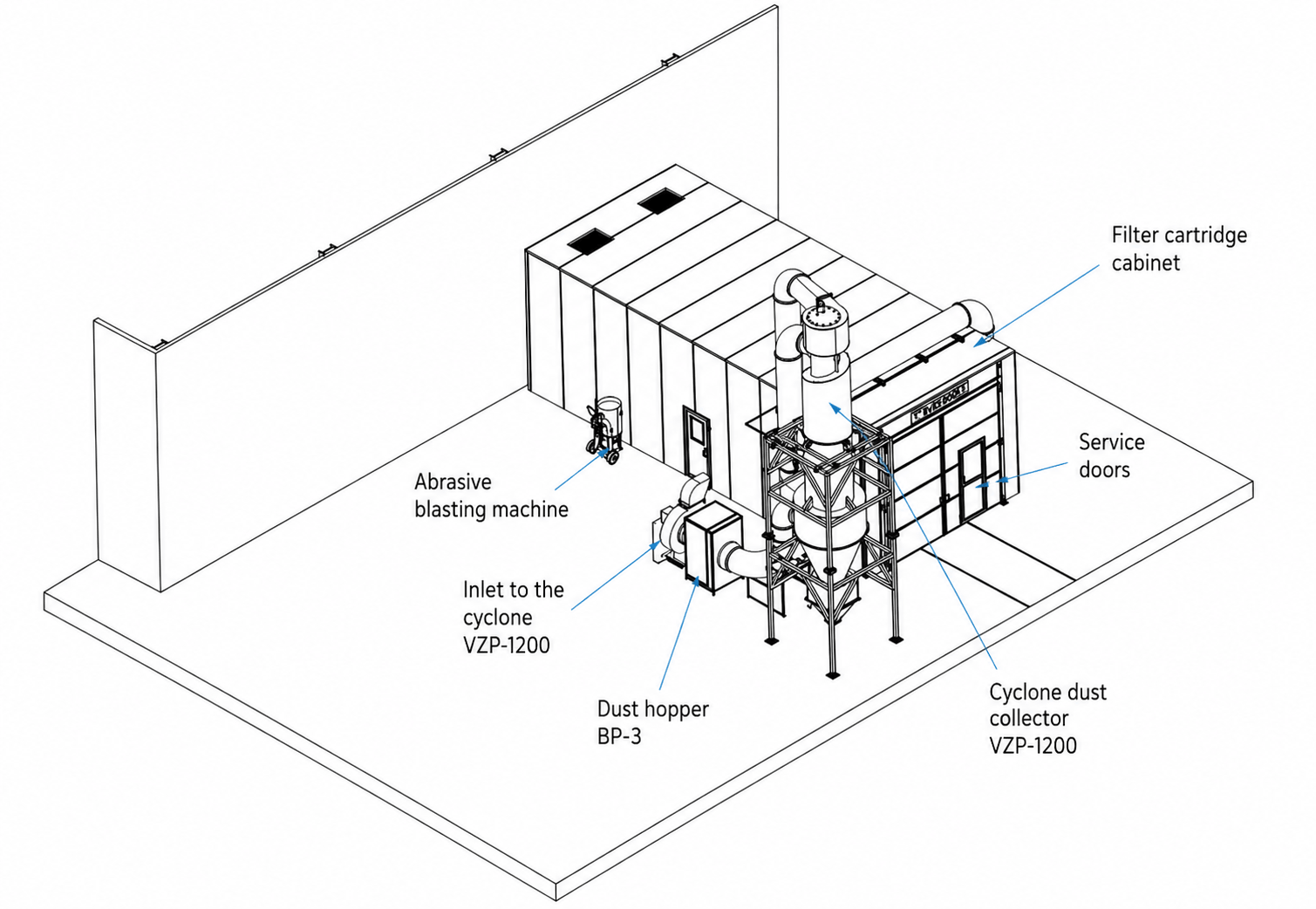
![kaso_2026-04-10_13-52-12_2[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/kaso_2026-04-10_13-52-12_21.jpg)
![kaso_2026-04-10_13-52-12[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/kaso_2026-04-10_13-52-121.jpg)
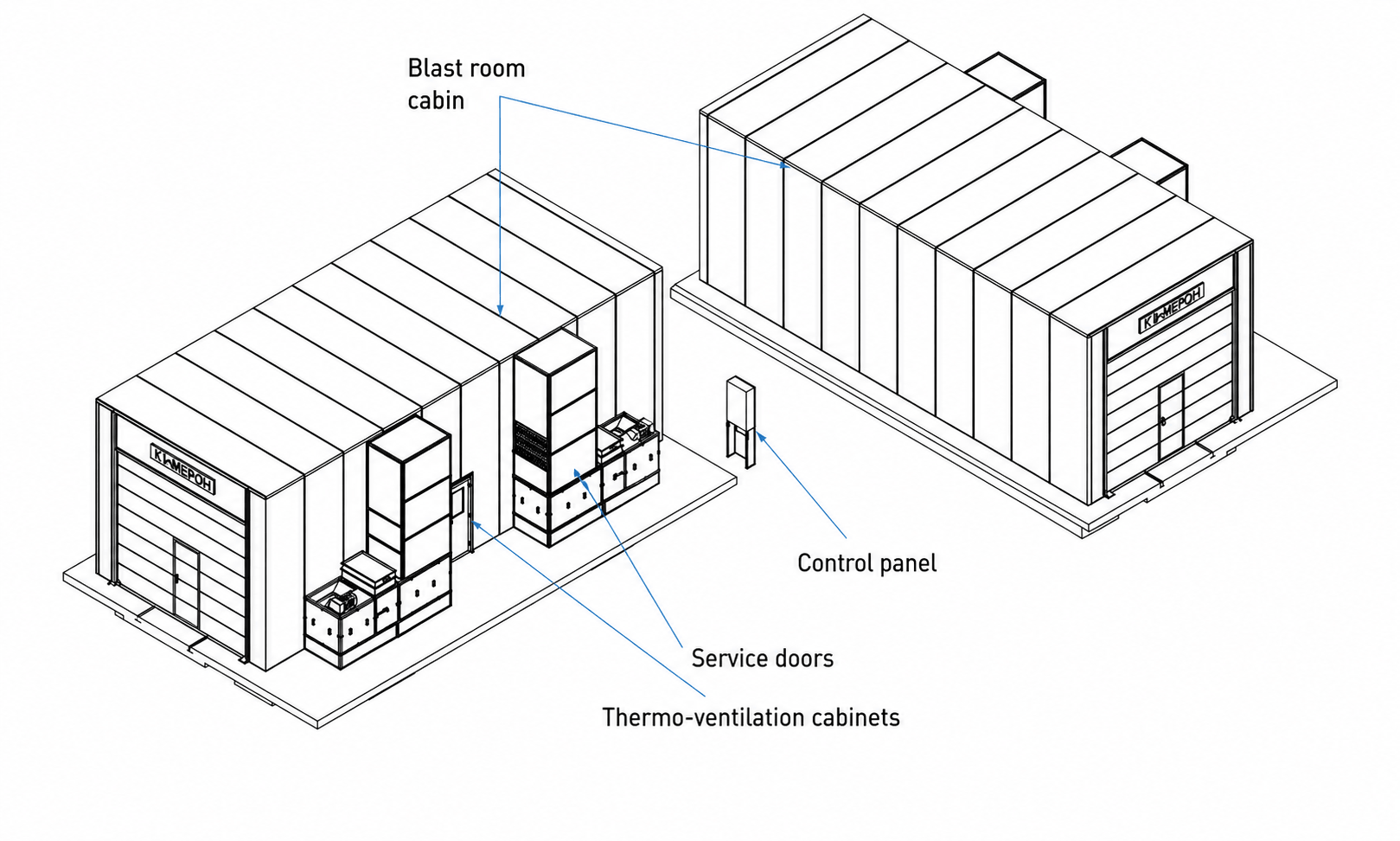
![ikfs_2026-04-10_13-52-13[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/ikfs_2026-04-10_13-52-131.jpg)
![ikfs_2026-04-10_13-52-12[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/ikfs_2026-04-10_13-52-121.jpg)
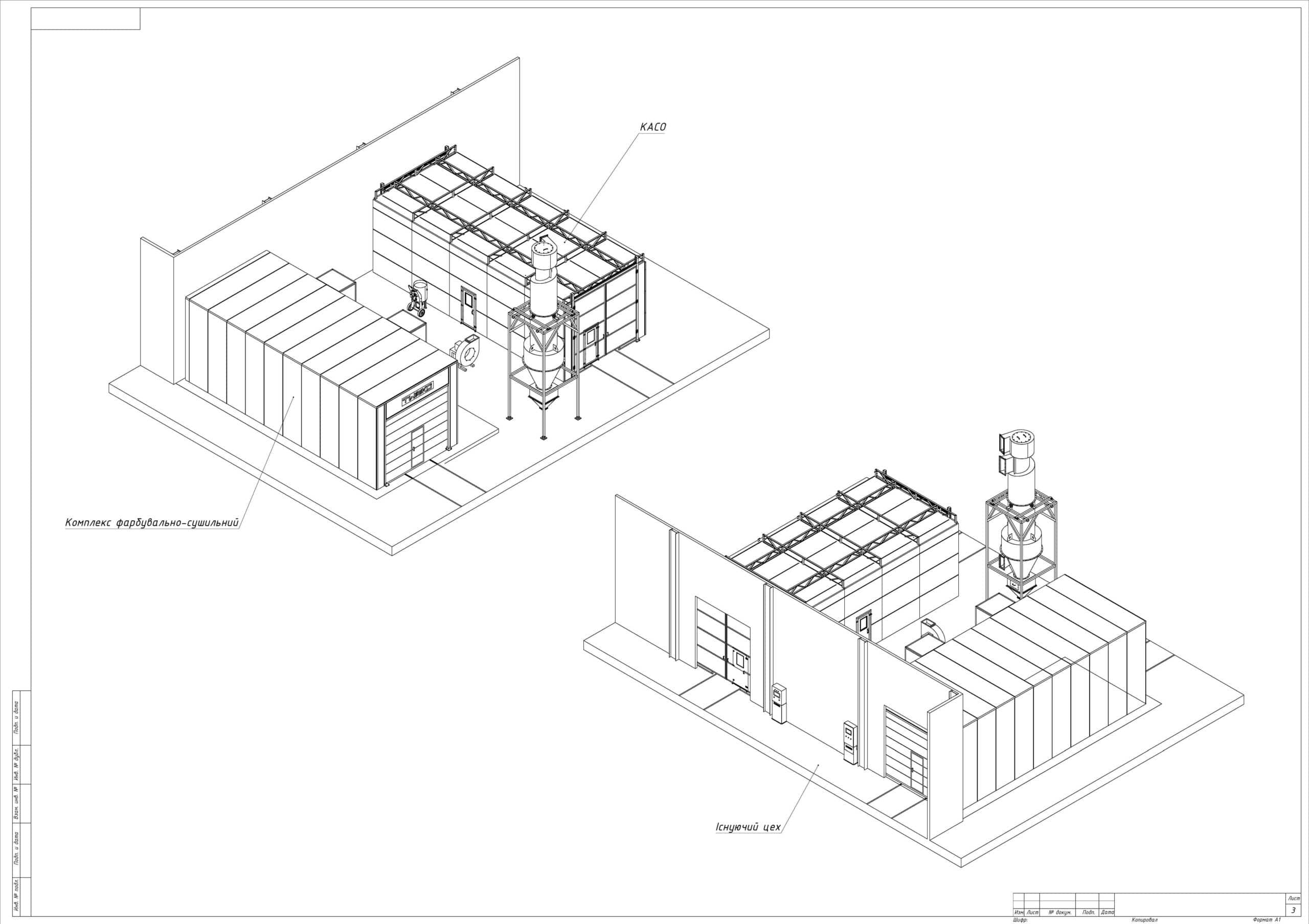
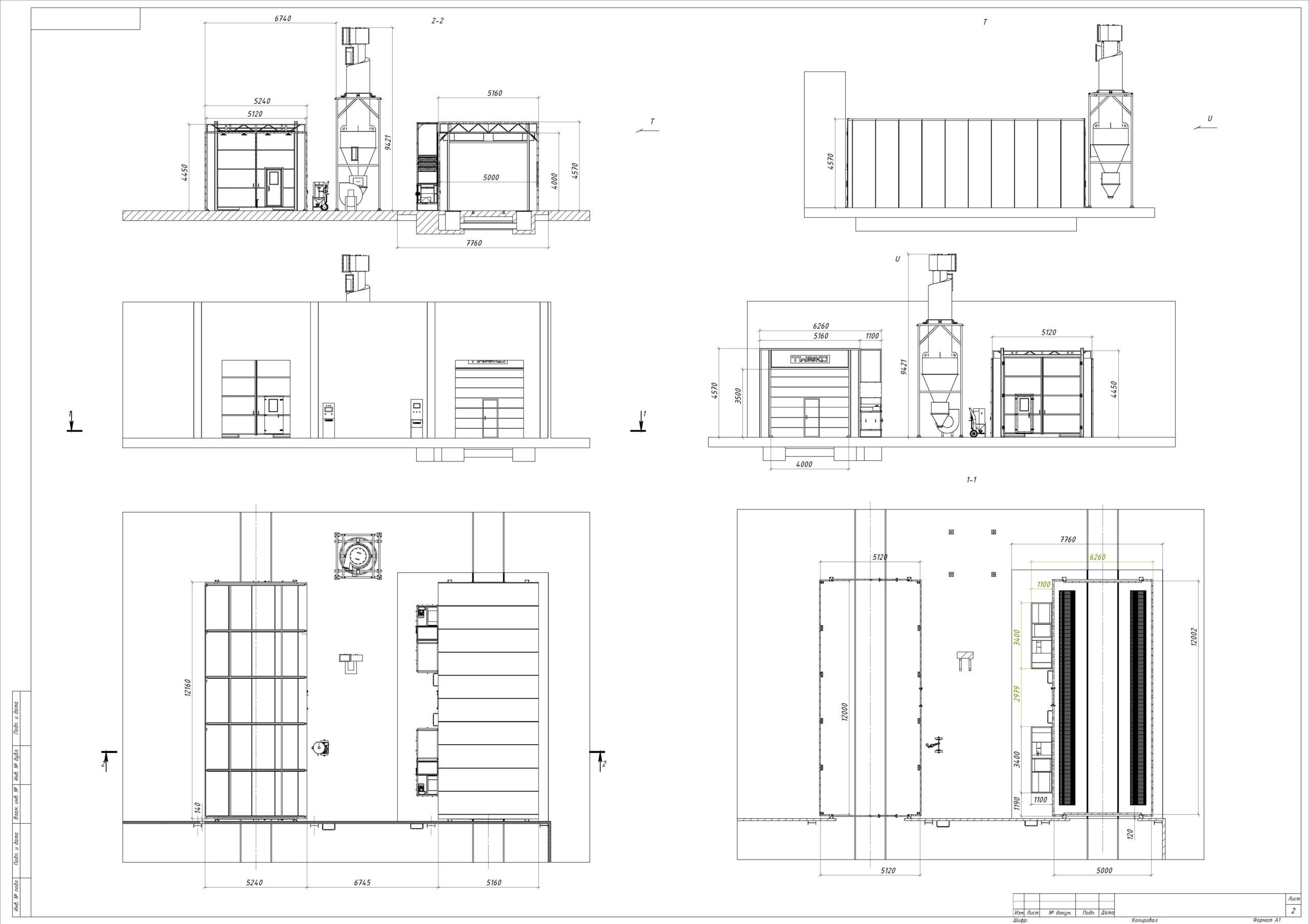






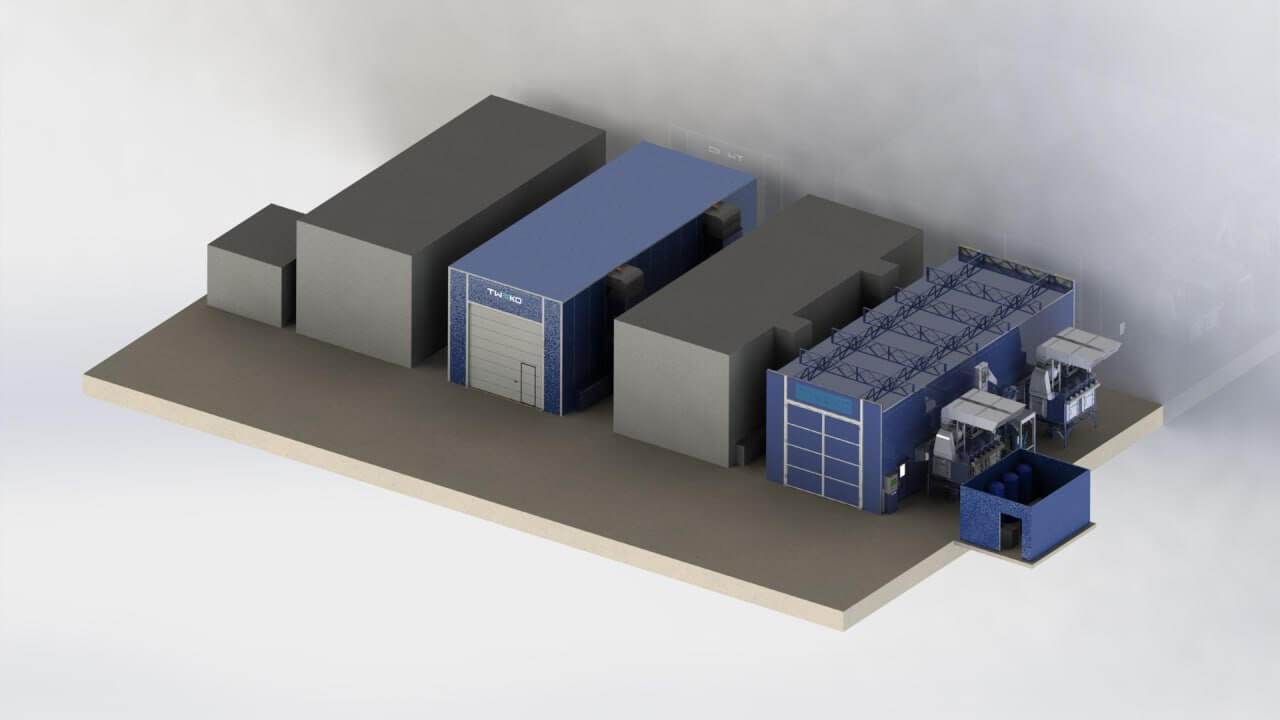
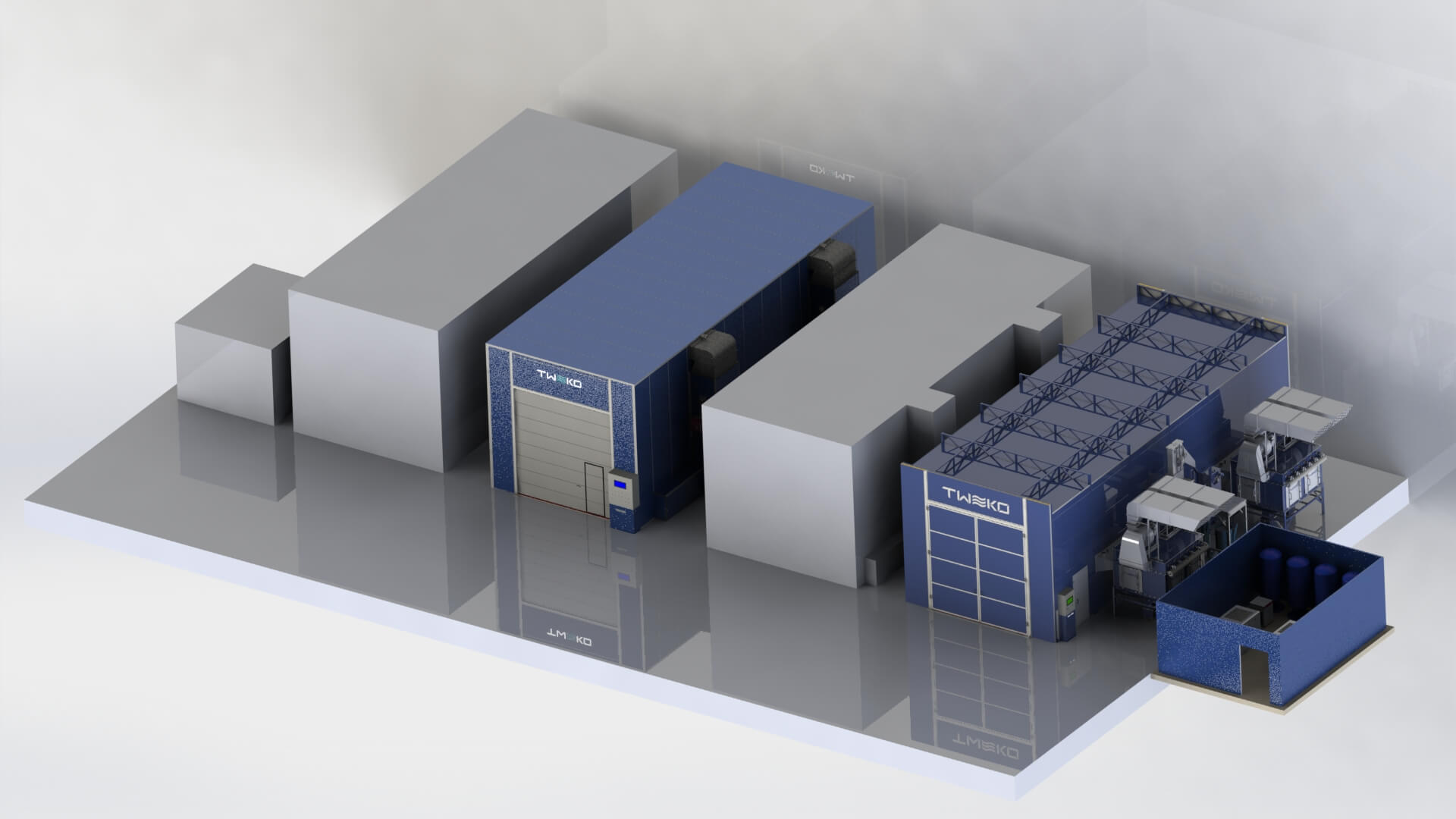
 The chamber is equipped with:
The chamber is equipped with:
![ubr-03.-v-04[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-041.jpg)
![ubr-03.-v-01[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-011.jpg)
![ubr-03.-v-08[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-081.jpg)
![ubr-03.-v-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-071.jpg)
 The booth is equipped with:
The booth is equipped with:
![ubr-02-04[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-041.jpg)
![ubr-02-01[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-011.jpg)
![ubr-02-06[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-061.jpg)
![ubr-02-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-071.jpg)
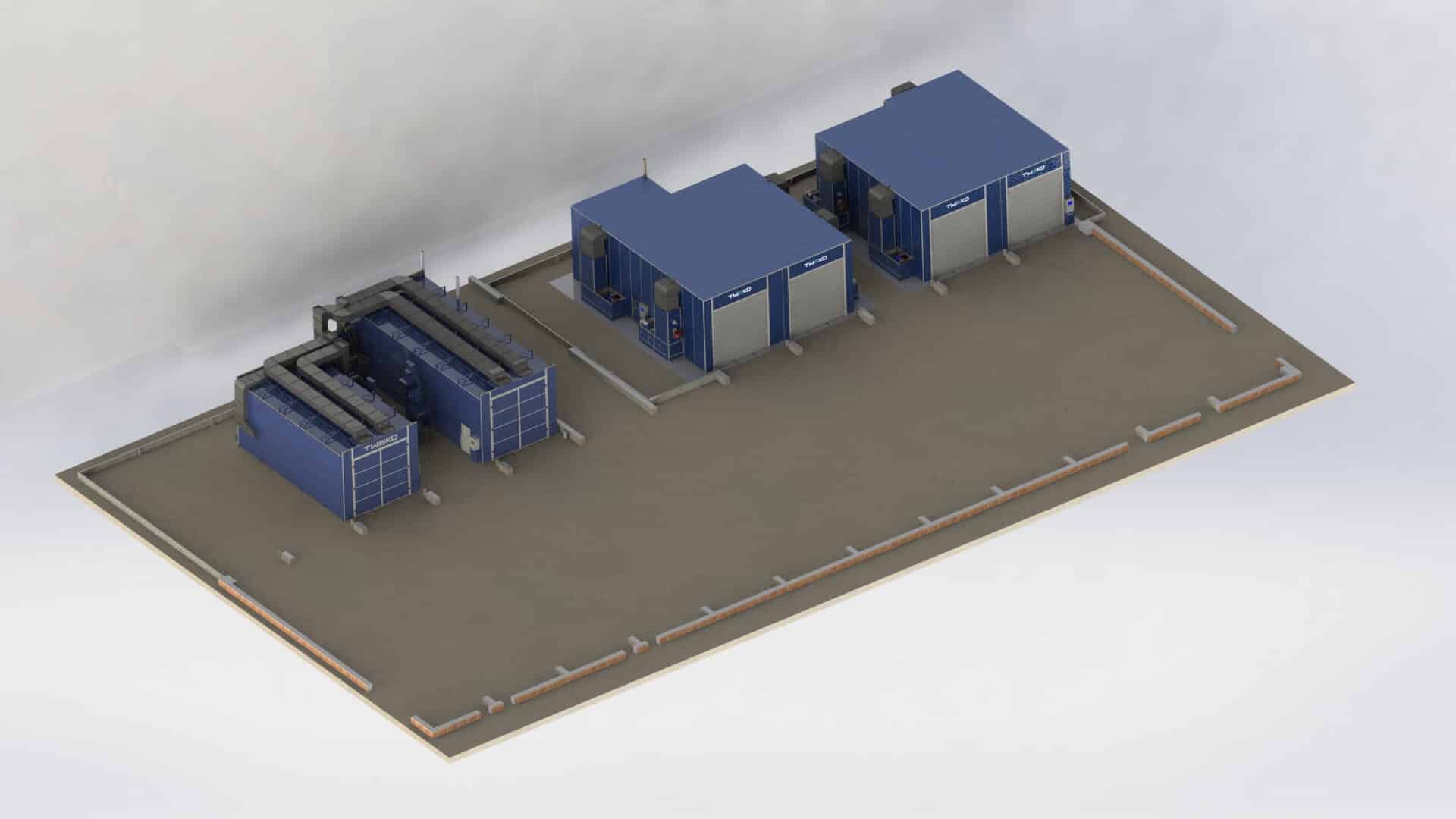
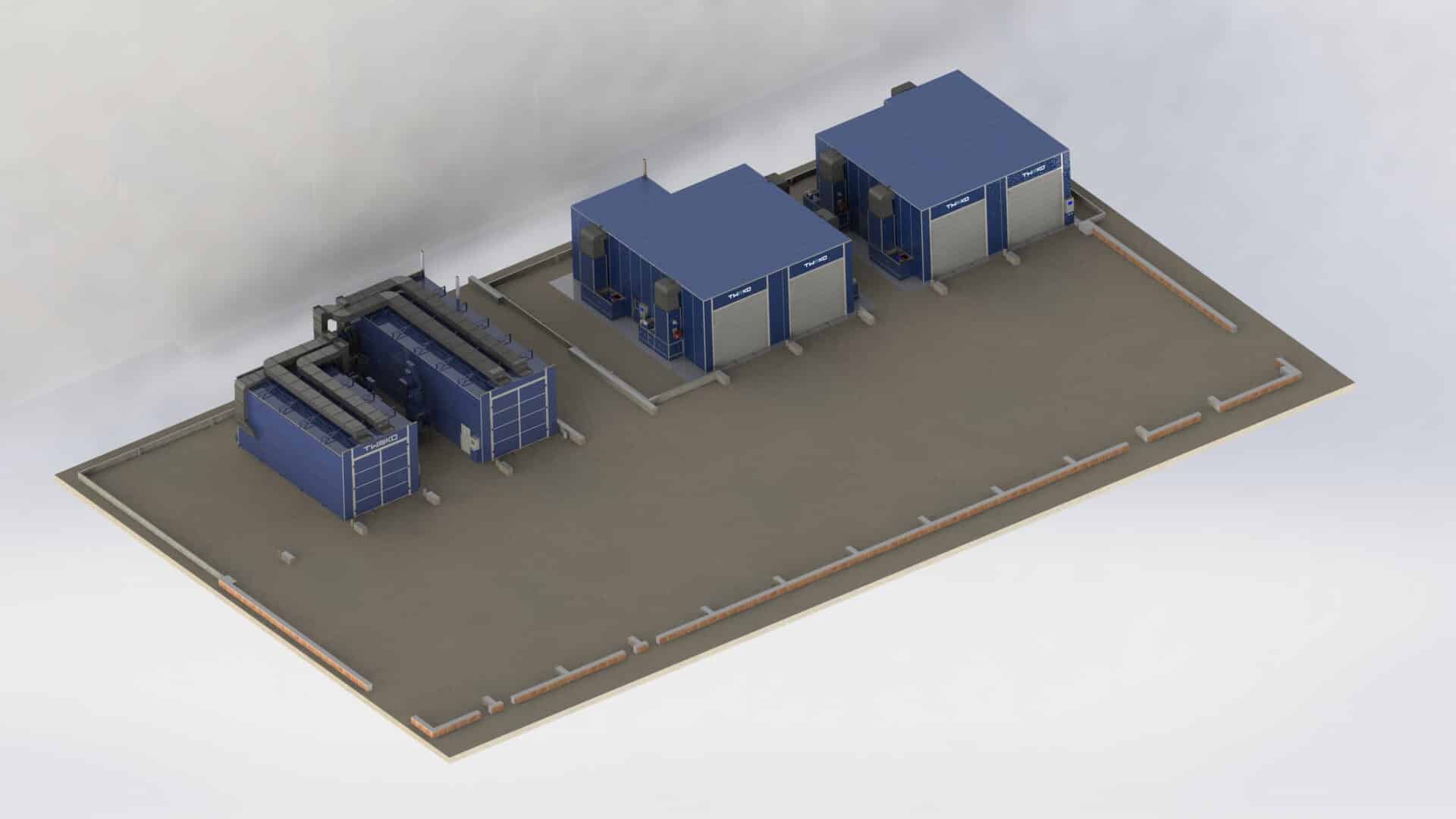
 Structurally, the chambers are manufactured as metal-frame cabins with internal wear-resistant lining, designed for operation under intensive abrasive load. The layout provides convenient service access and safe processing of oversized products within the production workflow.Spent abrasive collection from the working area is implemented via a mechanized scraper floor, which continuously transports material to subsequent processing units without operator intervention.Abrasive delivery to the blasting process is performed by a bucket elevator, after which the media passes through a separator to remove dust, fine fractions, and foreign inclusions. Cleaned abrasive is accumulated in a hopper and returned to the process, ensuring stable blasting parameters and rational media consumption.For dust removal and maintenance of the specified air regime, the chambers are equipped with an industrial-grade filtration and ventilation system that provides controlled air exchange in the blasting zone.
Structurally, the chambers are manufactured as metal-frame cabins with internal wear-resistant lining, designed for operation under intensive abrasive load. The layout provides convenient service access and safe processing of oversized products within the production workflow.Spent abrasive collection from the working area is implemented via a mechanized scraper floor, which continuously transports material to subsequent processing units without operator intervention.Abrasive delivery to the blasting process is performed by a bucket elevator, after which the media passes through a separator to remove dust, fine fractions, and foreign inclusions. Cleaned abrasive is accumulated in a hopper and returned to the process, ensuring stable blasting parameters and rational media consumption.For dust removal and maintenance of the specified air regime, the chambers are equipped with an industrial-grade filtration and ventilation system that provides controlled air exchange in the blasting zone.


![122-202466-03-2[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/05/122-202466-03-21.jpg)
![122-202466-03-1[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/05/122-202466-03-11.jpg)
![122-202466-02-1[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/05/122-202466-02-11.jpg)
![122-202466-02-3[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/05/122-202466-02-31.jpg)


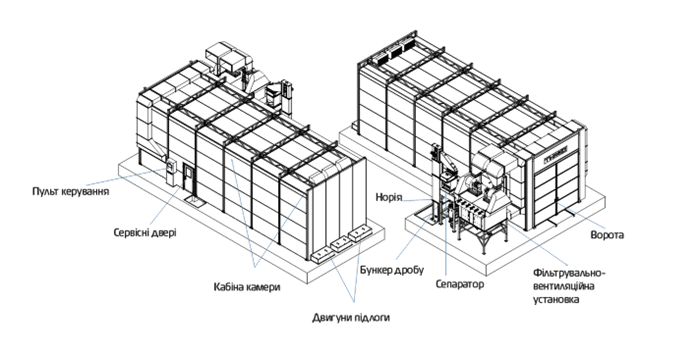
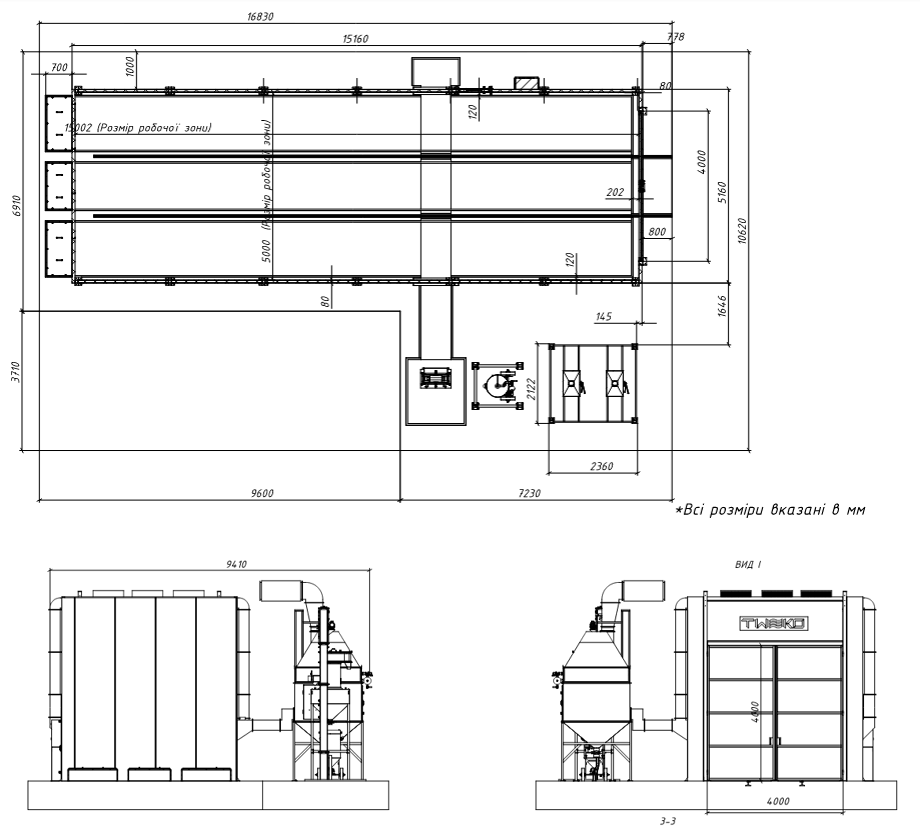
![sks-14_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-14_kaso1.jpg)
![sks-15_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-15_kaso1.jpg)
![sks-16_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-16_kaso1.jpg)
![sks-18_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-18_kaso1.jpg)
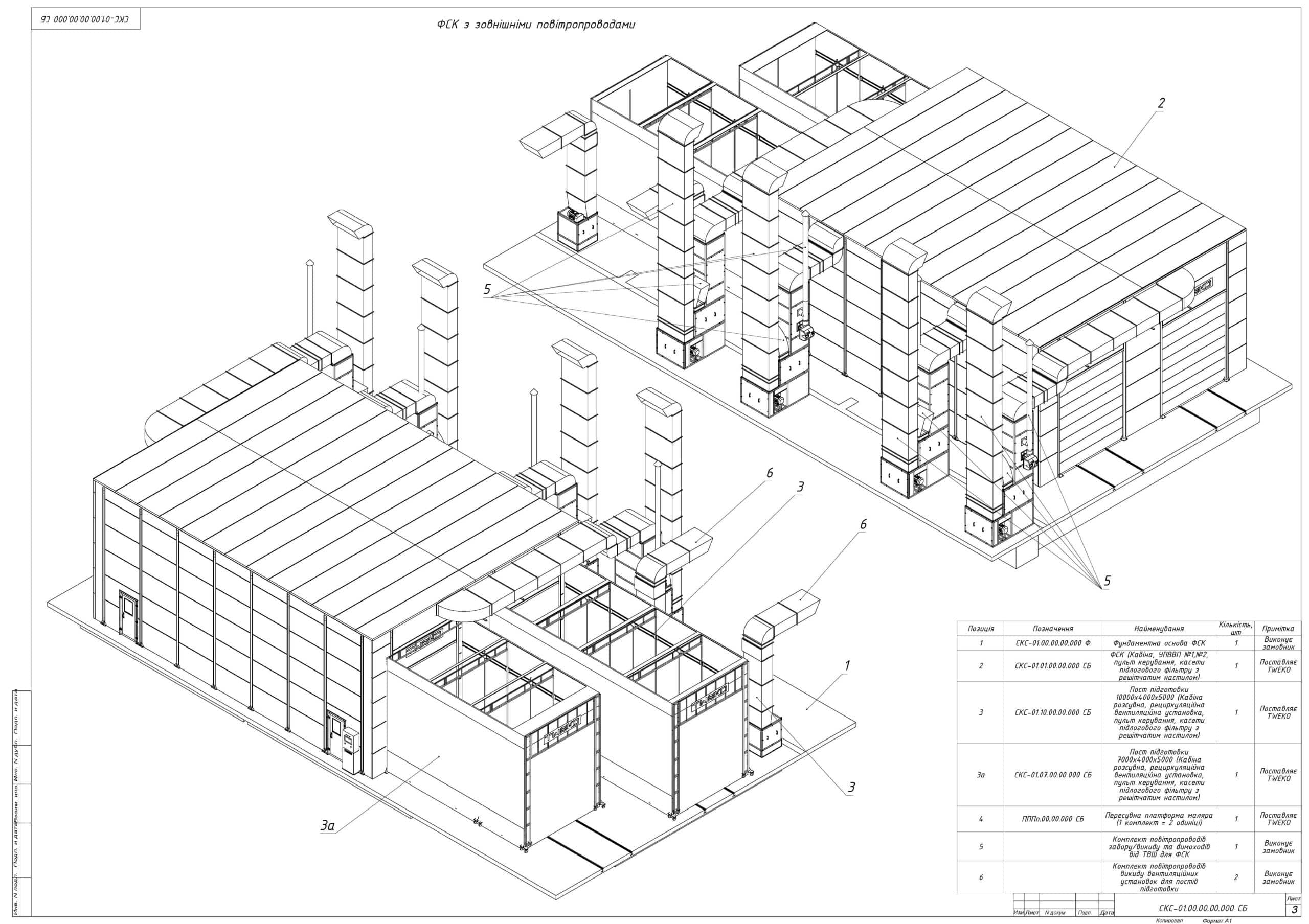
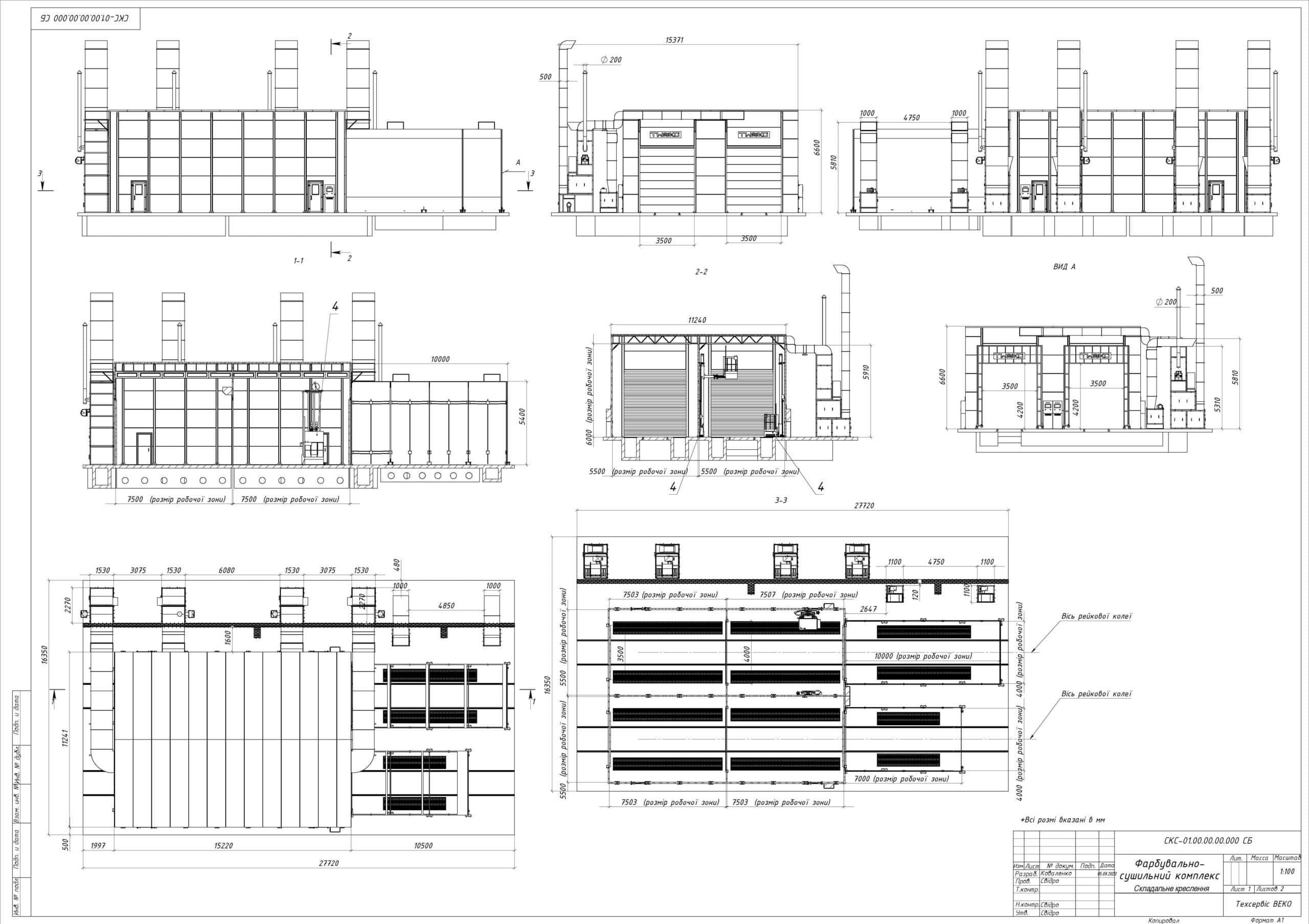
![sks-08_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-08_ikfs1.jpg)
![sks-07_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-07_ikfs1.jpg)
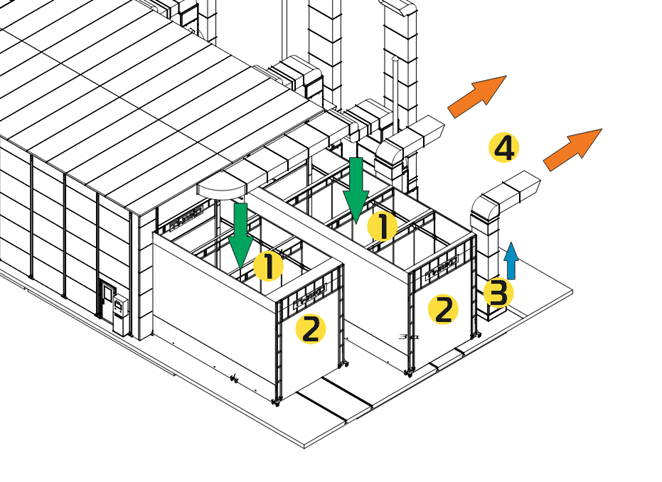
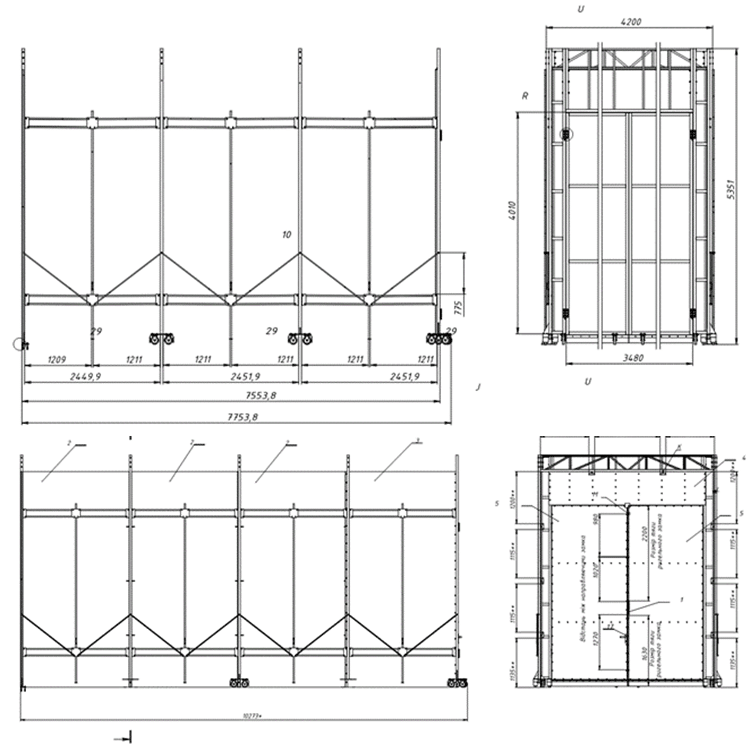
![sks-06a_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-06a_ikfs1.jpg)
![sks-06ab_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-06ab_ikfs1.jpg)
















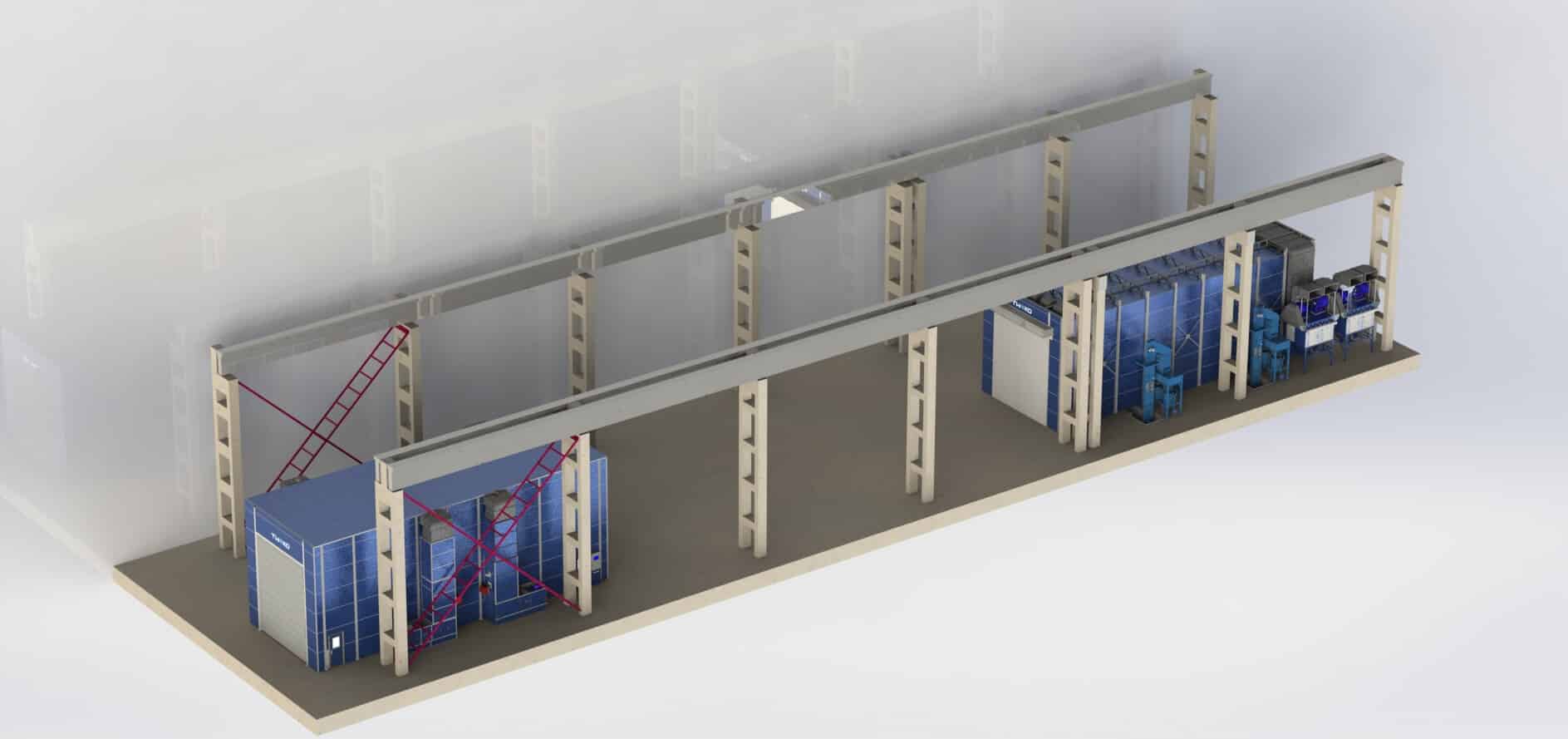
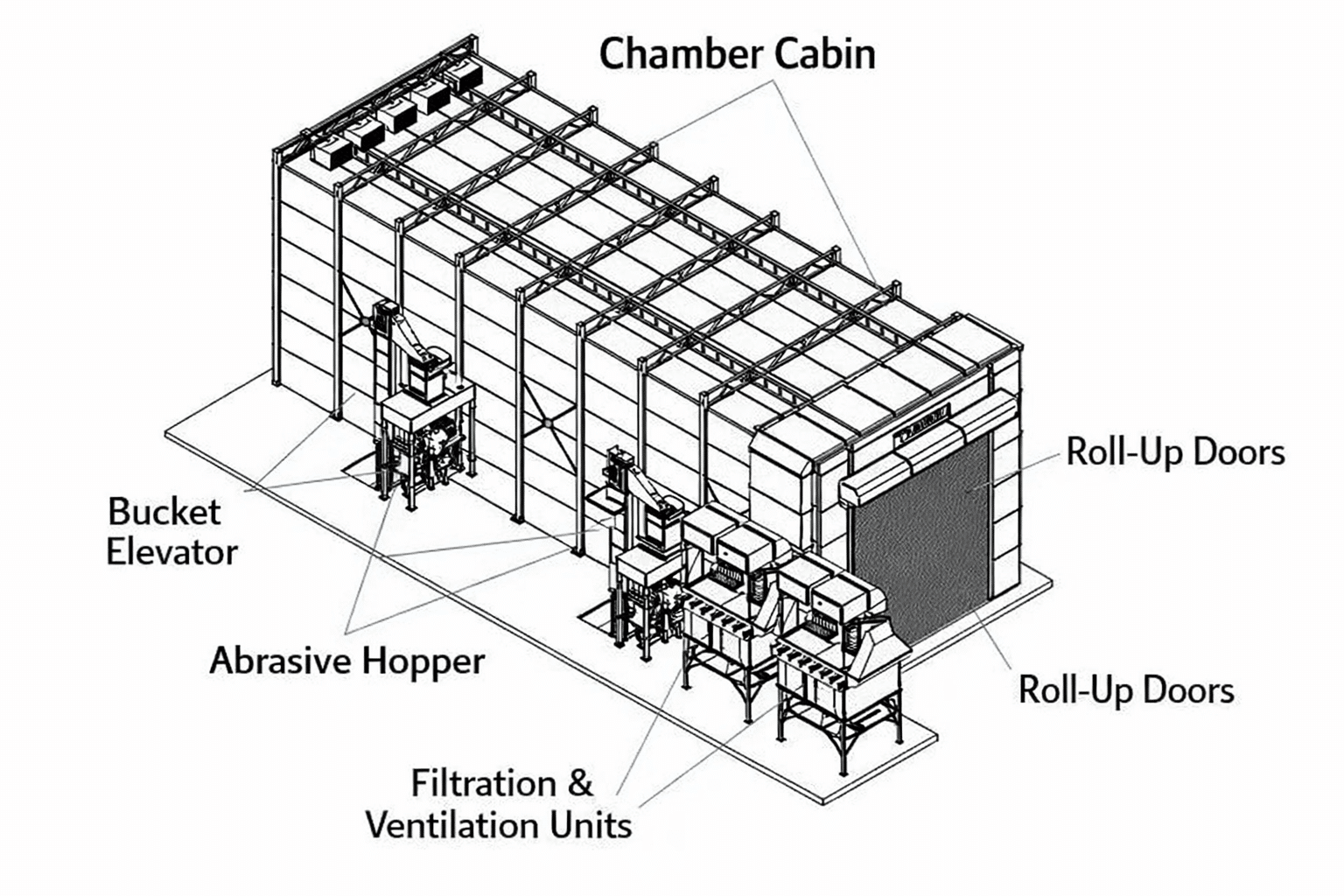
![modul-shkrebkovogo-transportera[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/modul-shkrebkovogo-transportera1.jpg)
![kovshovij-transporter-noriya[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/kovshovij-transporter-noriya1.png)
![bunker-drobu[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/bunker-drobu1.png)
![filtruvalna-ventilyaczijna-ustanovka-fvu[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/filtruvalna-ventilyaczijna-ustanovka-fvu1.png)
![avts-10-kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-10-kaso1.jpg)
![avts-11-kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-11-kaso1.jpg)
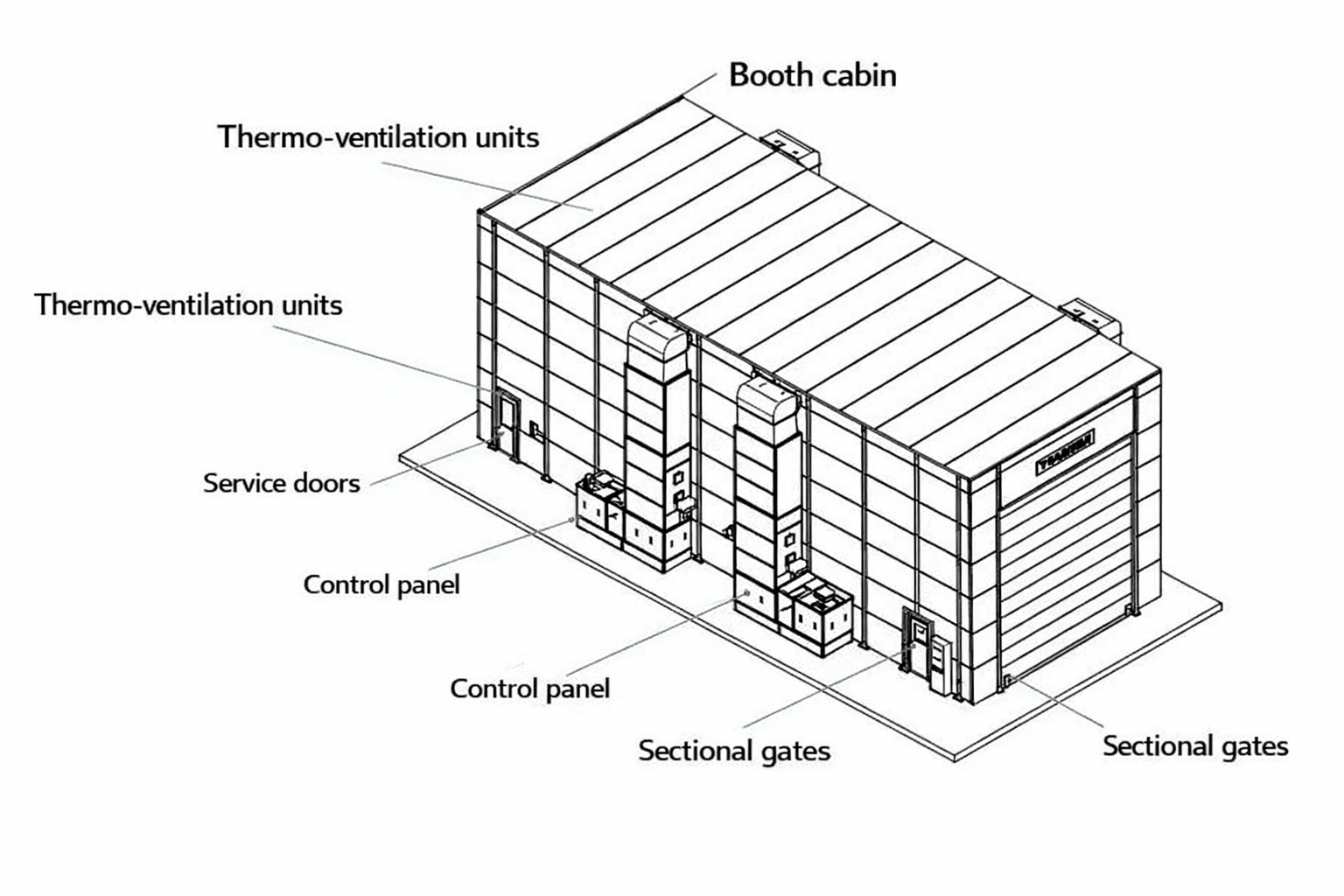
![avts-13-kfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-13-kfs1.jpg)
![avts-12-kfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-12-kfs1.jpg)
![avts-01-20[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-201.jpg)
![avts-01-10[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-101.jpg)
![avts-01-1[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-11.jpg)
![avts-01-1-1[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-1-11.jpg)





















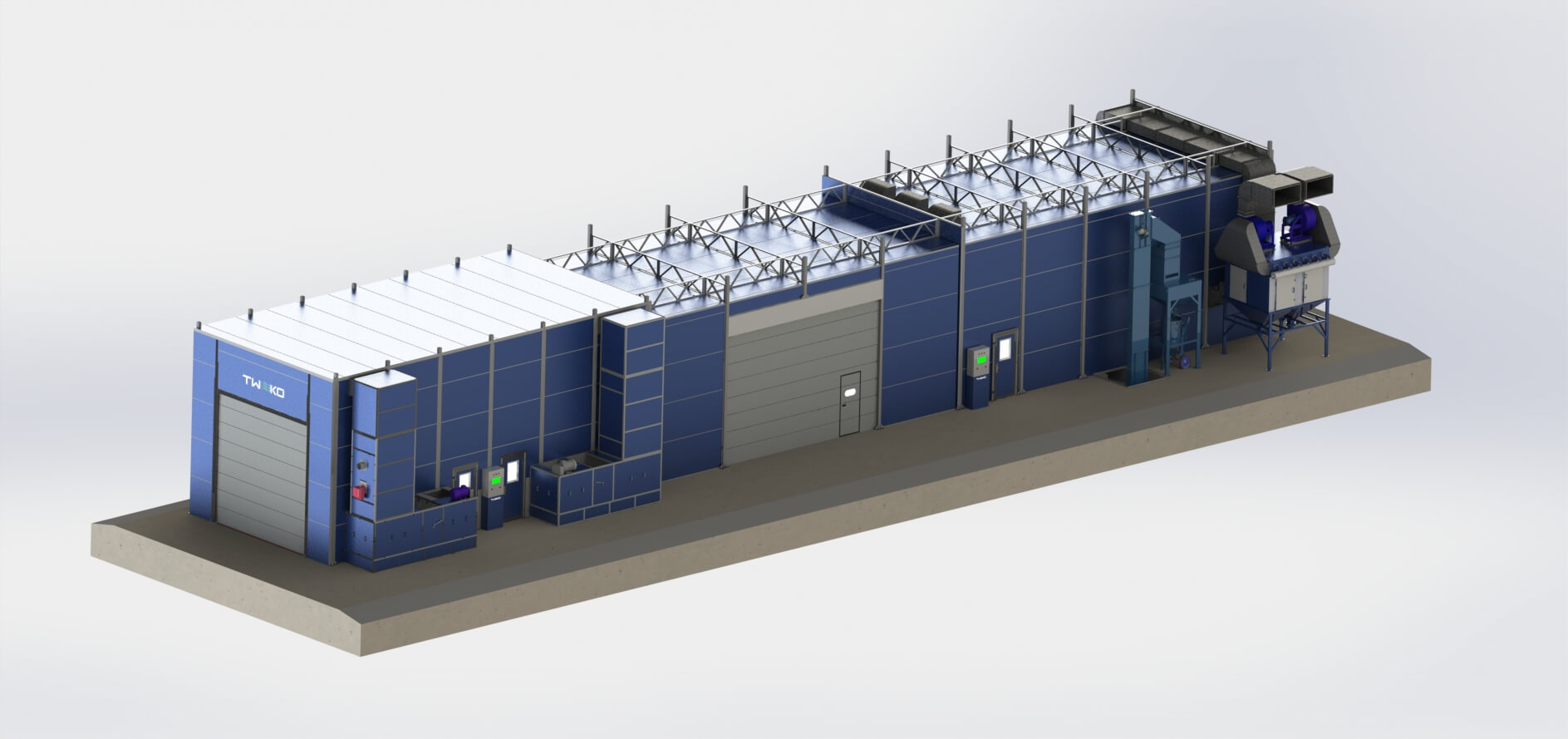
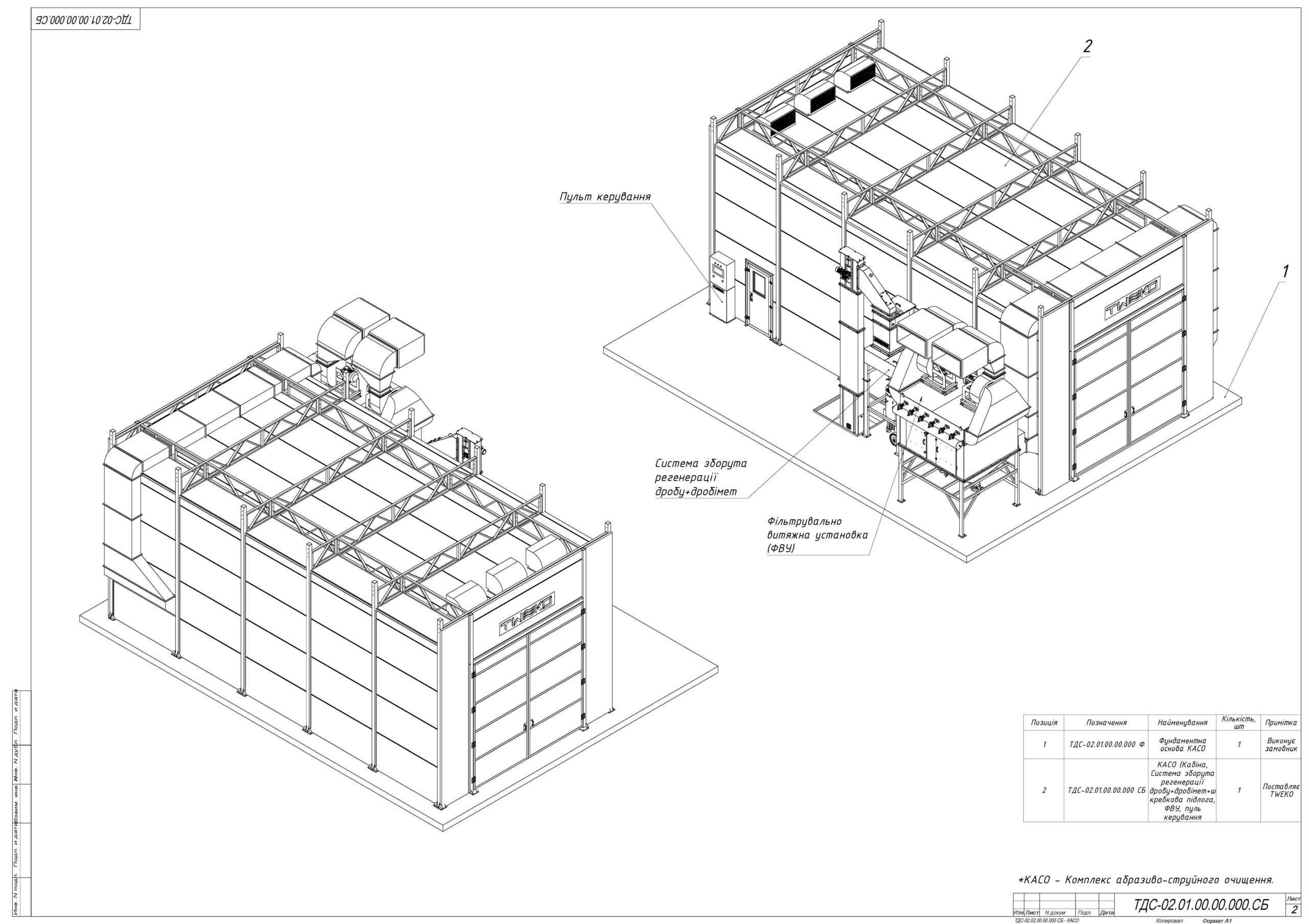
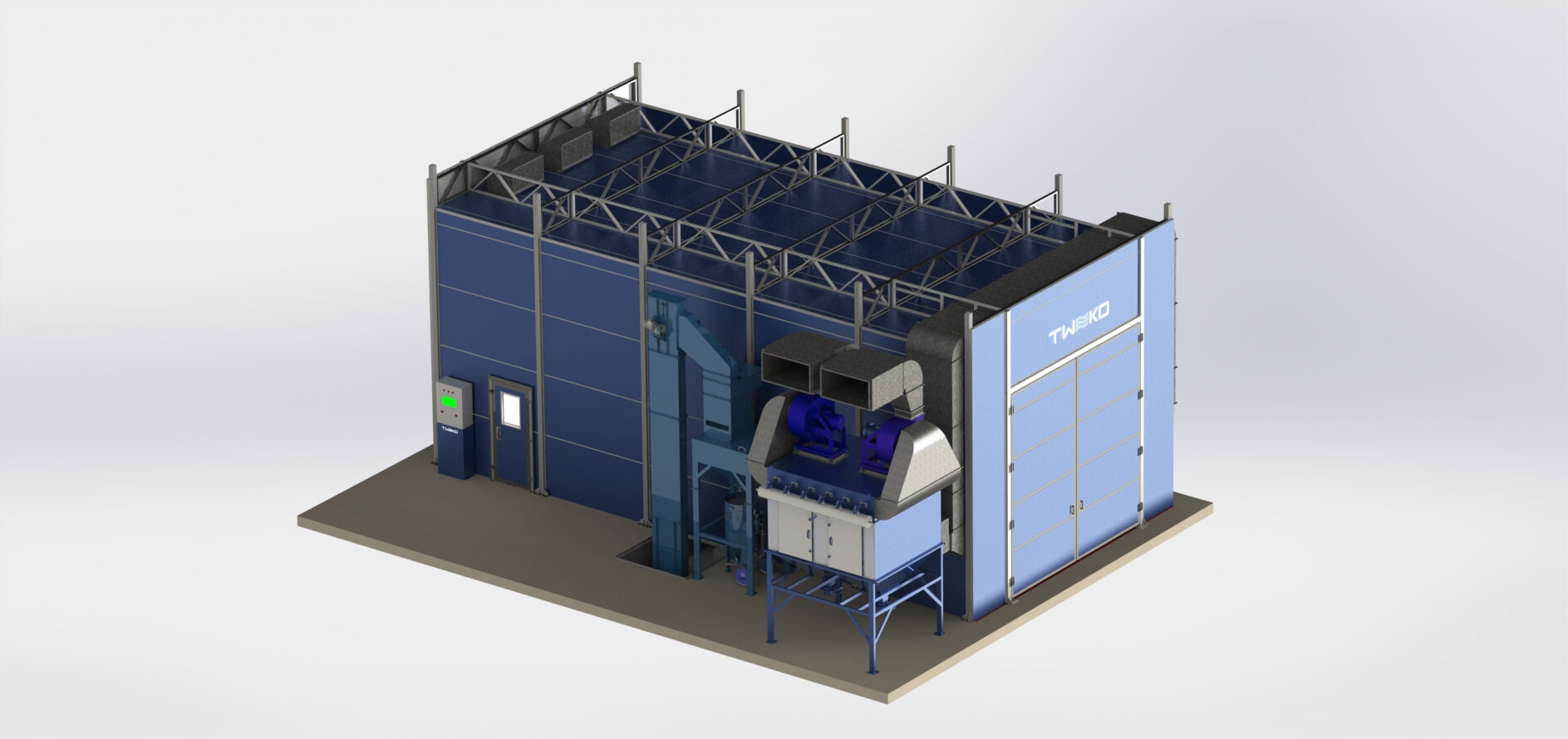
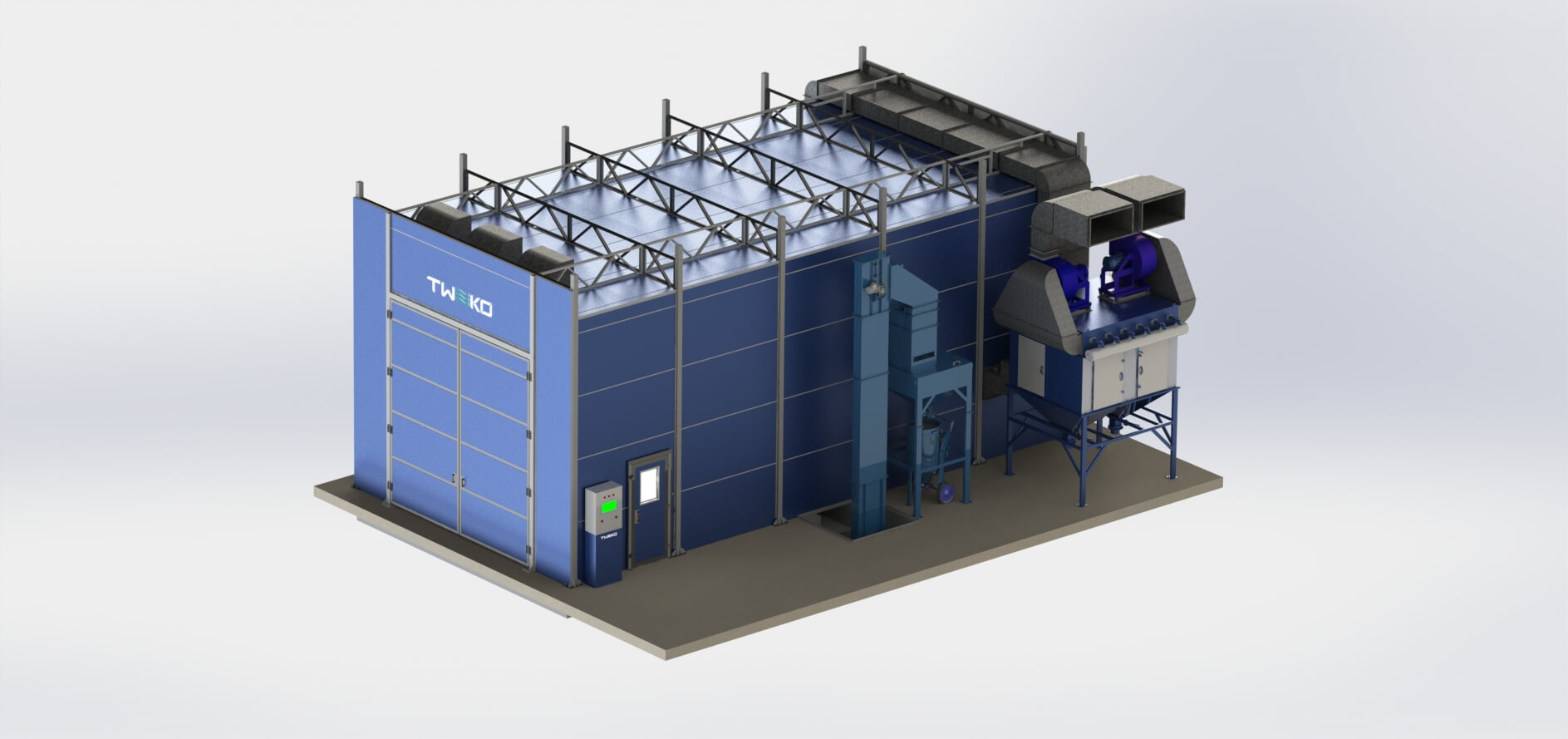
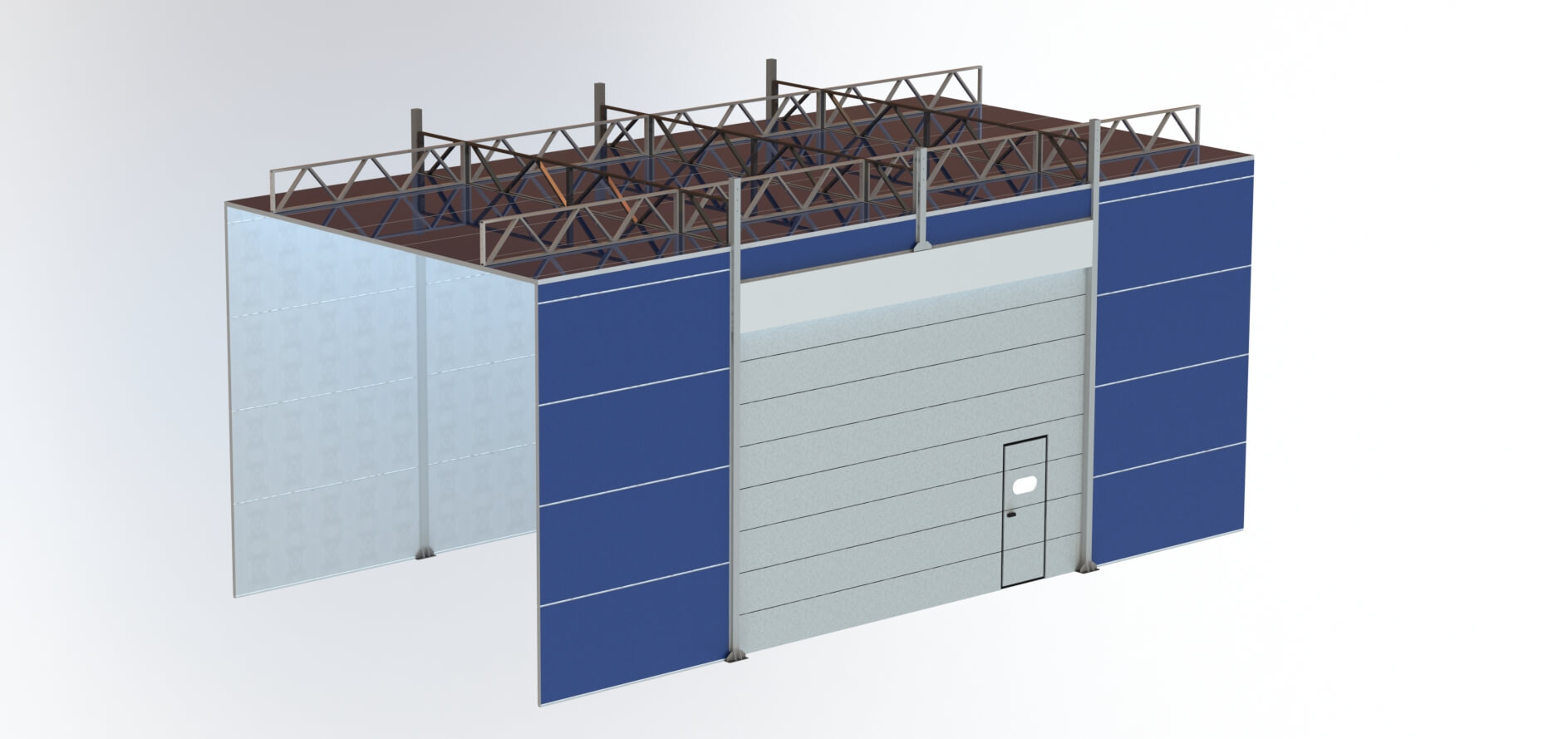
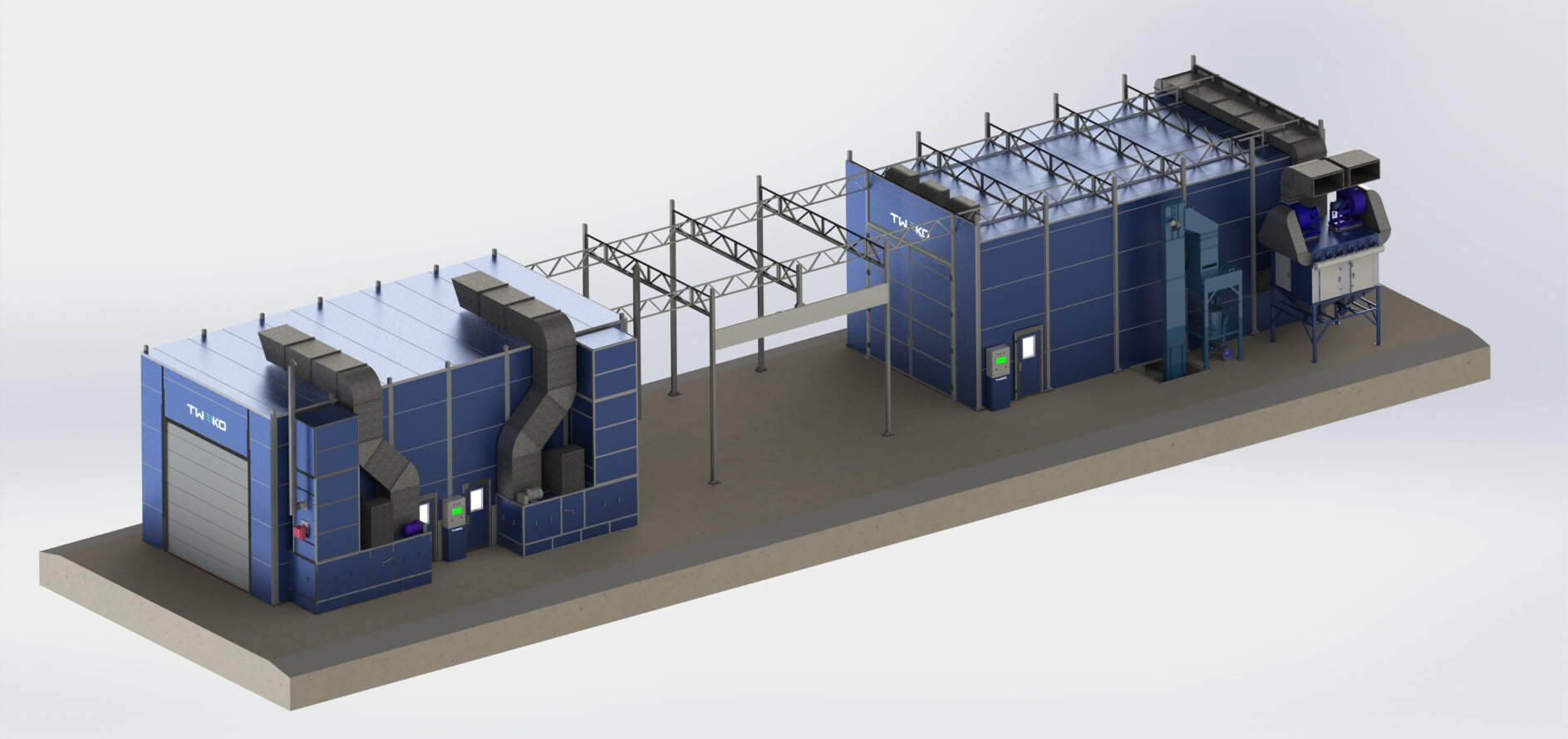
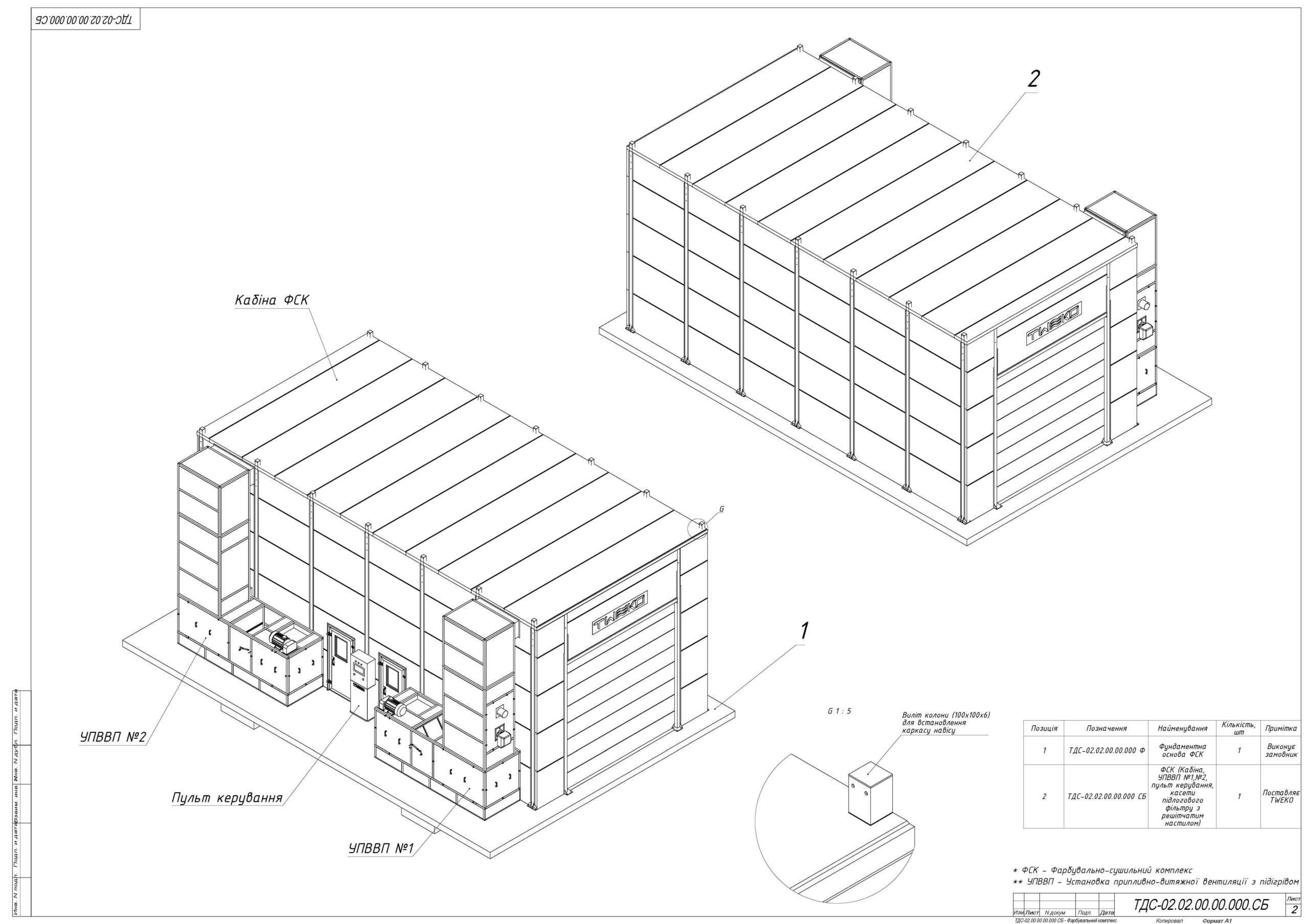
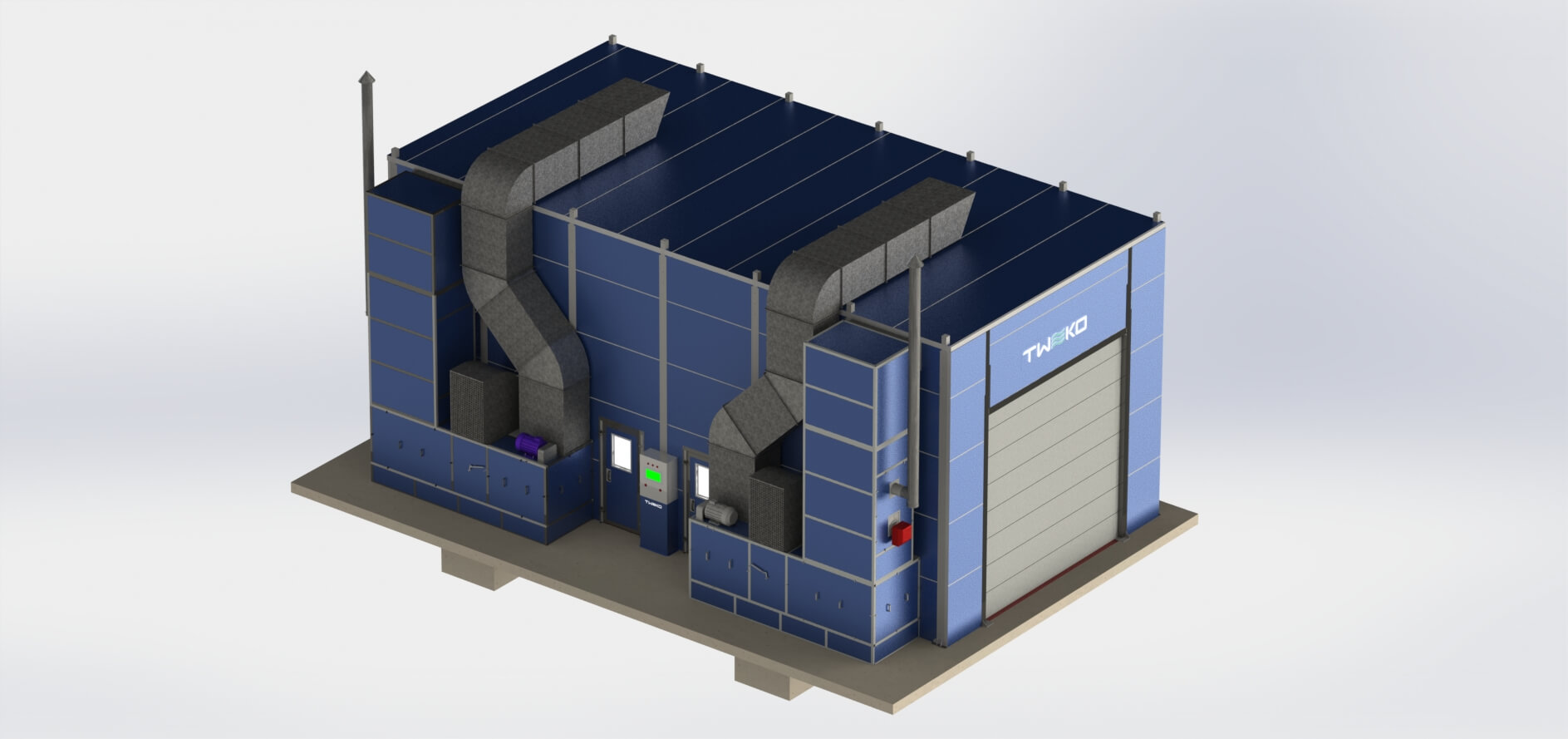
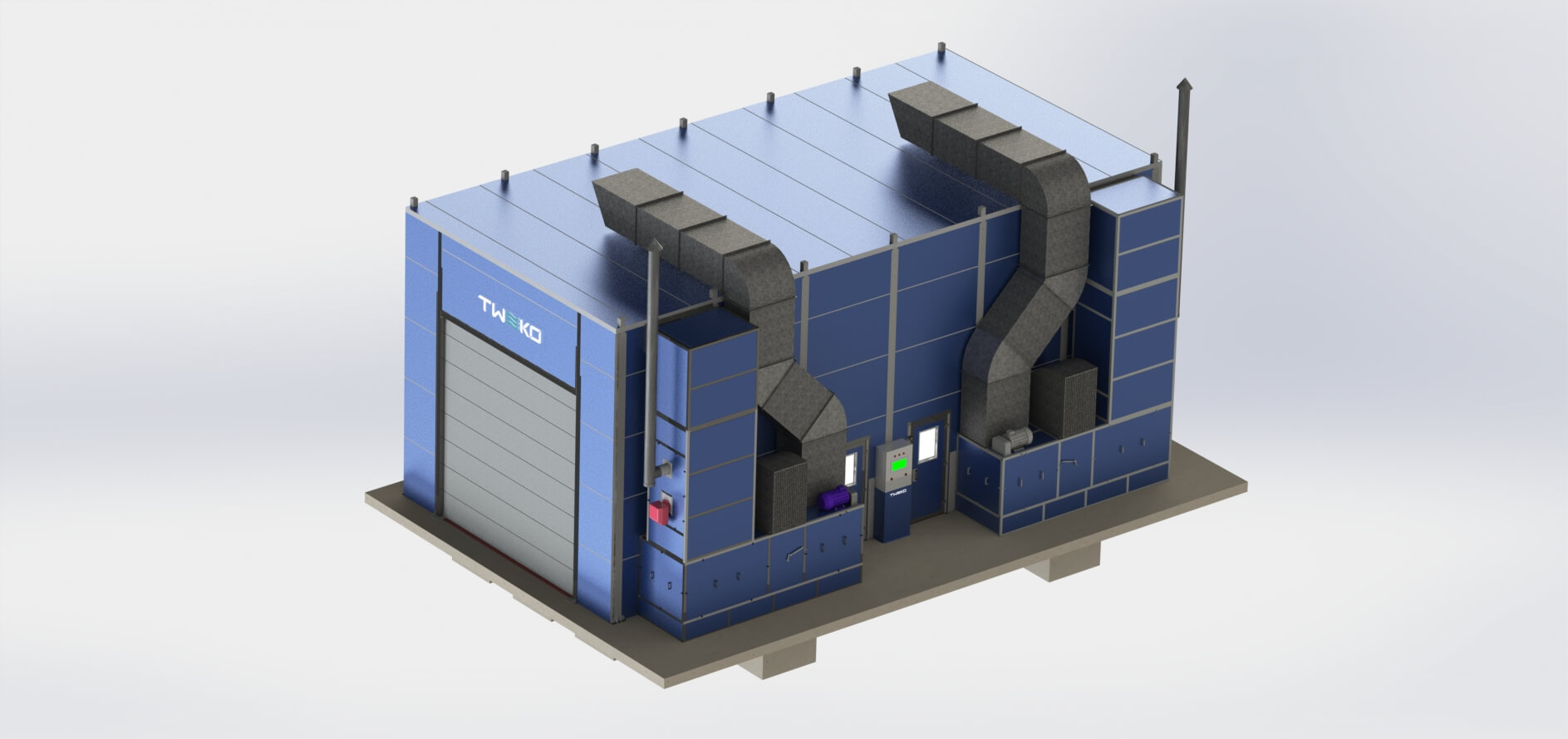













![pbk-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-071.jpeg)
![pbk-09[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-091.jpeg)
![pbk-02[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-021.jpeg)
![pbk-03[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-031.jpeg)
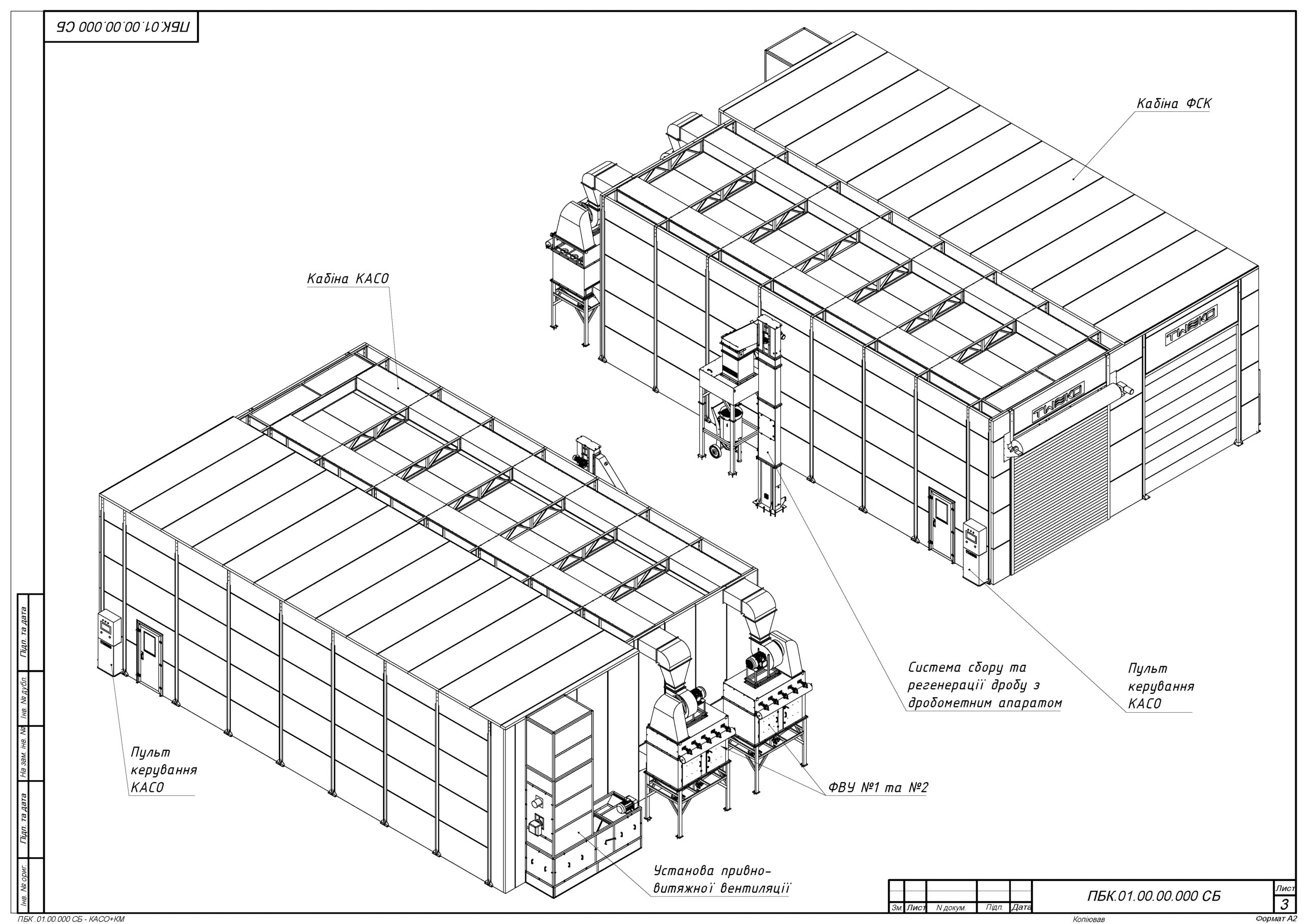








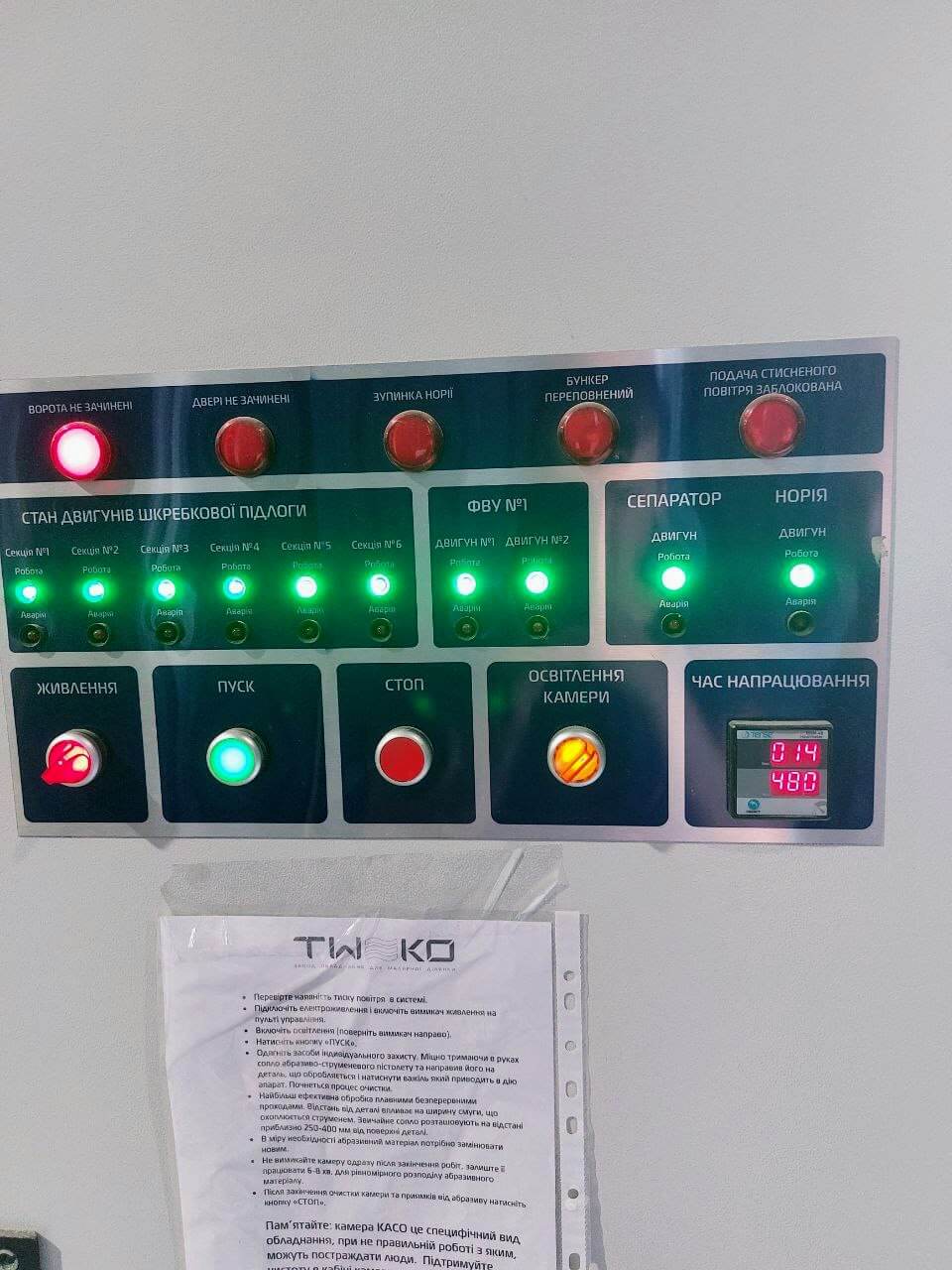






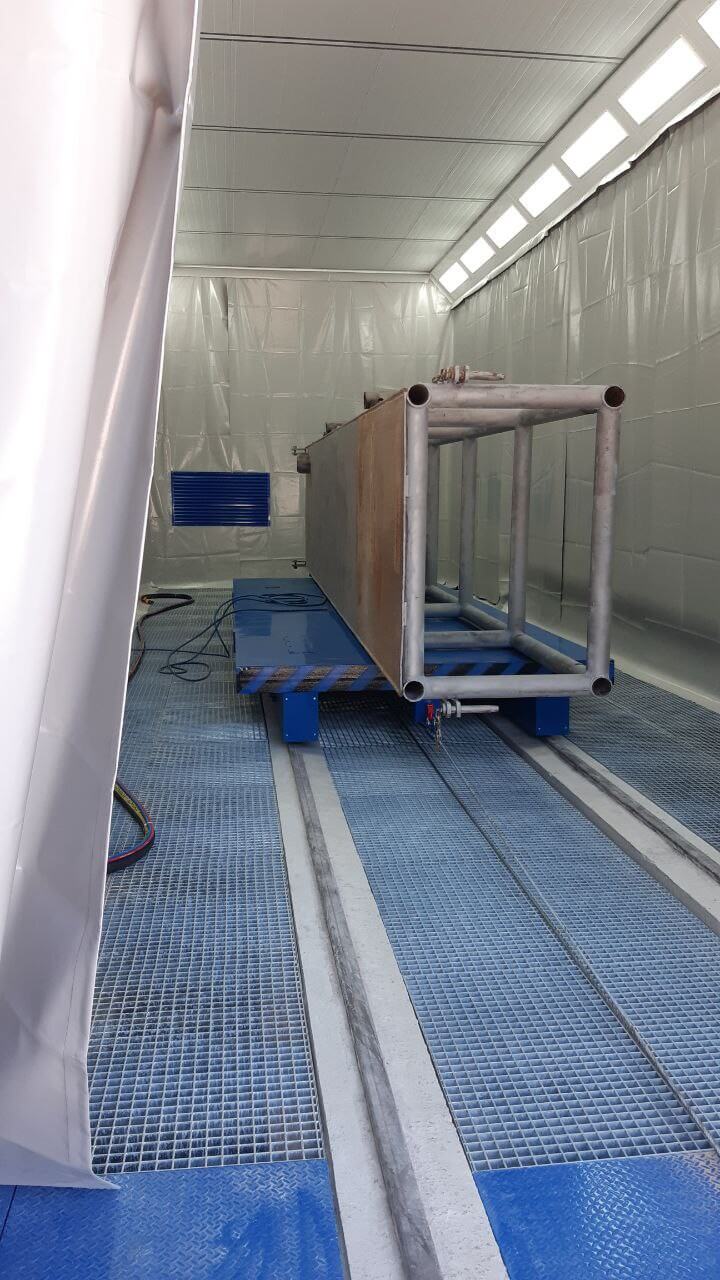




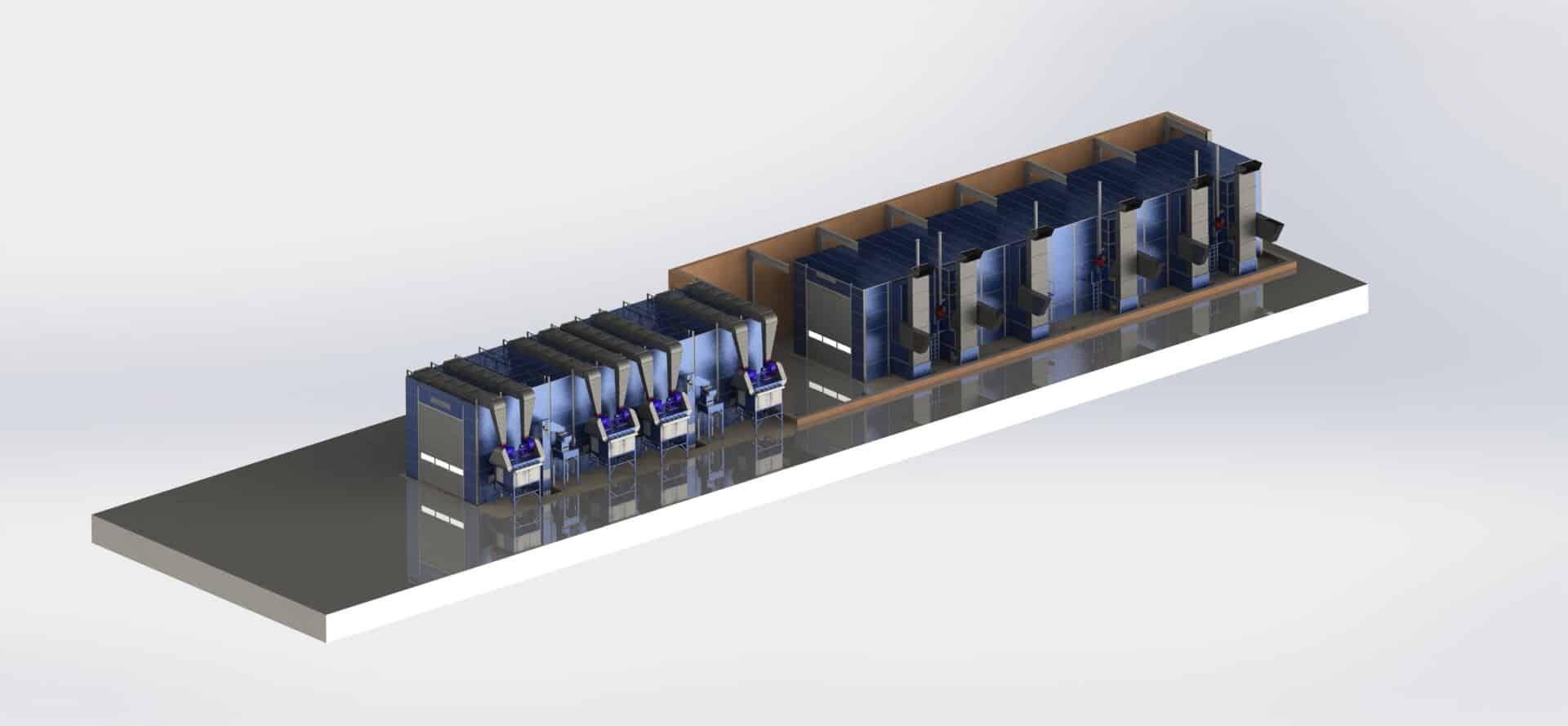
![dvm-kaso-dvm.02-2[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-dvm.02-21.jpg)
![dvm-ikfs-dvm-10[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-101.jpg)
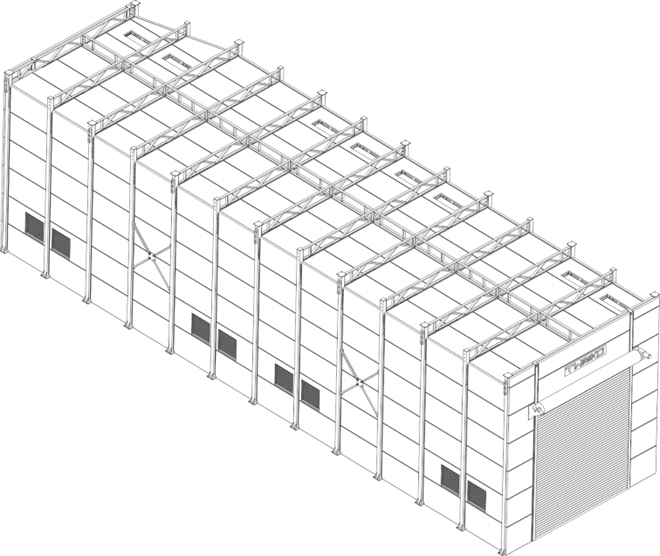
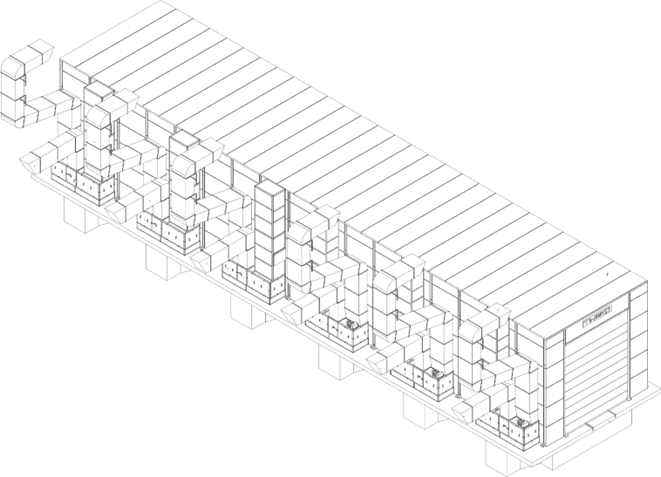
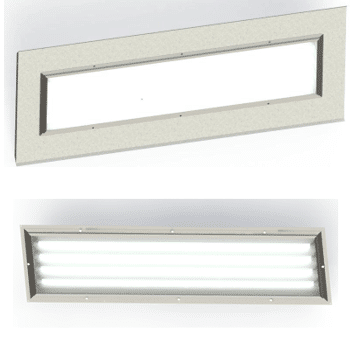
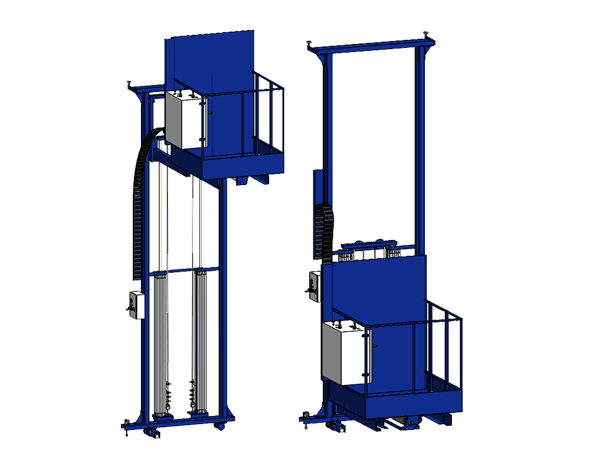
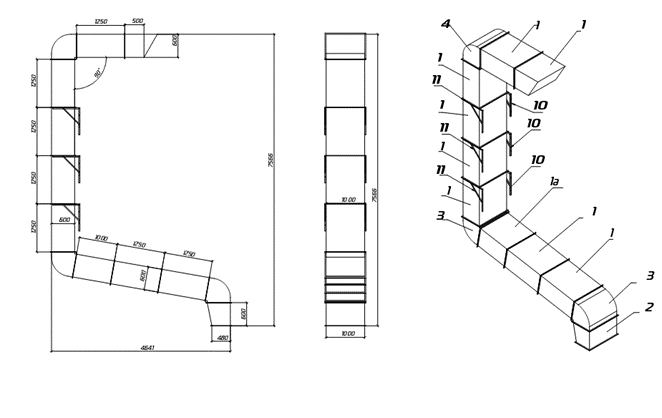
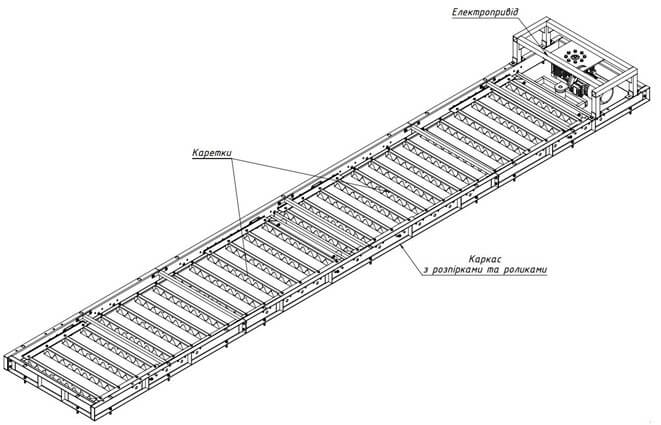
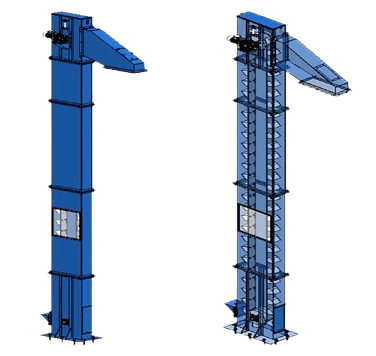
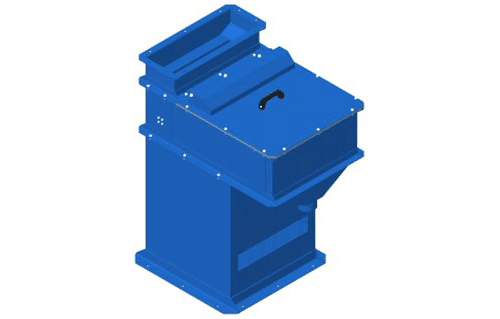


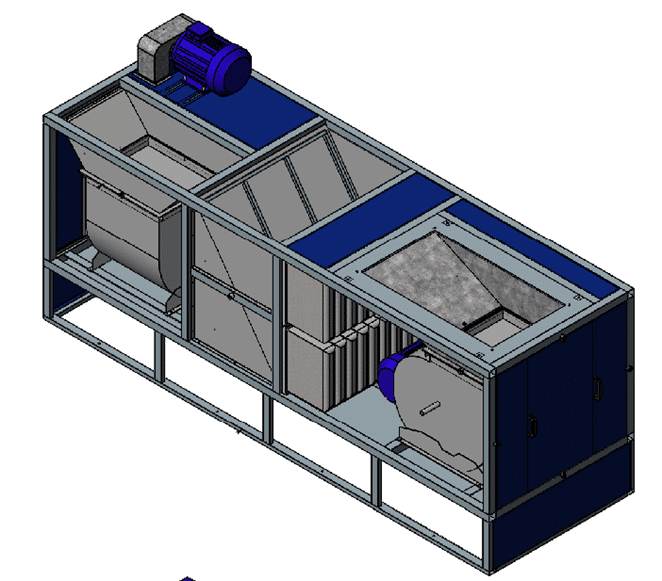
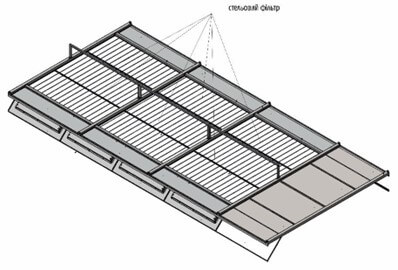
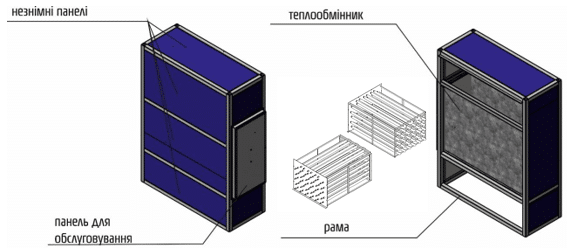
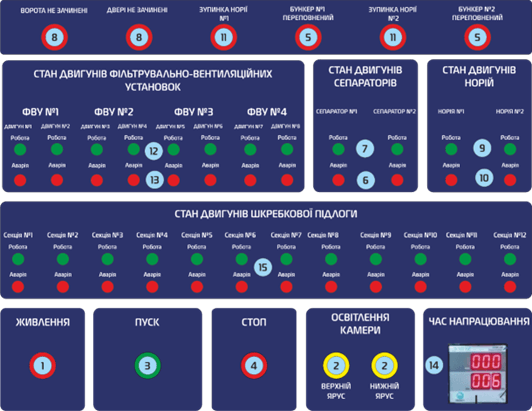






![dvm-kaso-photo_2_2024-06-27_17-49-41[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-photo_2_2024-06-27_17-49-411.jpg)
![photo_2024-09-23_14-40-46[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/photo_2024-09-23_14-40-461.jpg)
![video_2024-09-23_14-41-24-frame-at-0m8s[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/video_2024-09-23_14-41-24-frame-at-0m8s1.jpg)
![dvm-ikfs-dvm-kfs-photo_3_2024-06-27_17-50-44[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-kfs-photo_3_2024-06-27_17-50-441.jpg)
![video_2024-09-23_14-41-24-frame-at-0m15s[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/video_2024-09-23_14-41-24-frame-at-0m15s1.jpg)
![dvm-kaso-photo_2_2024-06-27_17-52-02[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-photo_2_2024-06-27_17-52-021.jpg)
![dvm-ikfs-dvm-pult-keruvannya-kfs-trashed-1689761863-img_20230619_103941670[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-pult-keruvannya-kfs-trashed-1689761863-img_20230619_1039416701.jpg)