Komplex abrazivního tryskání a lakování pro velkorozměrové výrobky v těžkém strojírenství
Tryskací kabiny Archives - Techservis WEKO s.r.o.
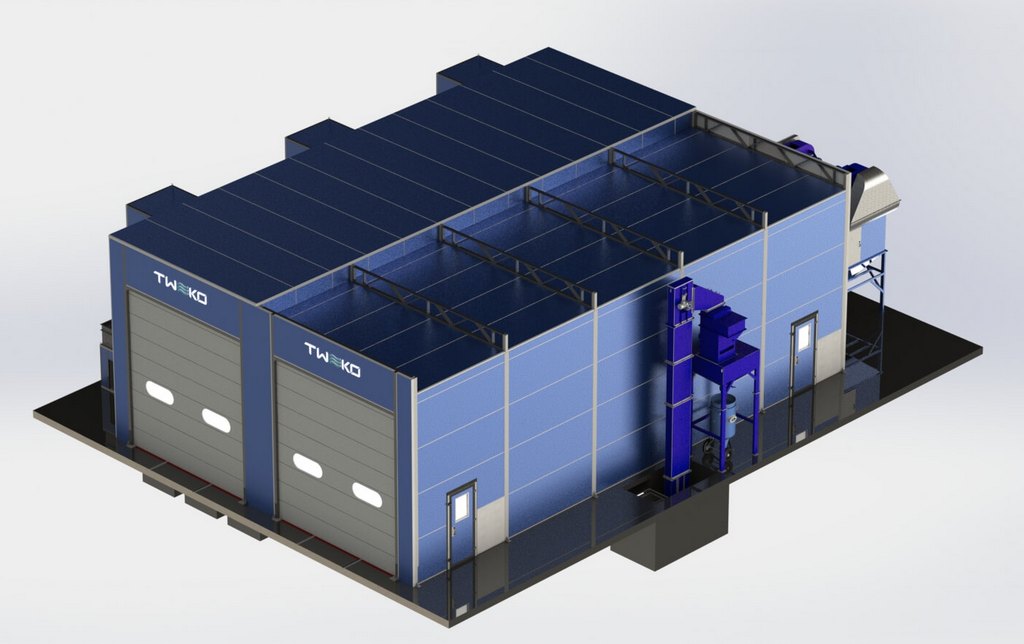
Společnost TWEKO realizovala projekt návrhu, výroby, dodávky a uvedení do provozu komplexu abrazivního tryskání a lakovací a sušicí kabiny pro strojírenský podnik. Cílem projektu bylo zavedení řízeného technologického procesu přípravy a lakování velkorozměrových výrobků, včetně čištění povrchu, nanášení nátěrových hmot a sušení. Výsledkem je integrovaný celek zajišťující stabilní procesní parametry a plynulou integraci do stávající výrobní infrastruktury.
O klientovi
Podnik těžkého strojírenství s dlouholetou praxí ve výrobě velkorozměrových ocelových konstrukcí a strojních zařízení. Technologické procesy zahrnují svařování, obrábění a přípravu povrchu před aplikací nátěrových systémů. Pro zajištění stabilní kvality povrchové úpravy velkých výrobků bylo nutné zavést řízené podmínky tryskání a lakování.
Navrhované řešení
Specialisté společnosti TWEKO realizovali integrovaný technologický celek na bázi kabiny abrazivního tryskání KASO a lakovací a sušicí kabiny řady IKFS. Řešení je přizpůsobeno pro zpracování výrobků o délce až 12 m s ohledem na specifika výroby zákazníka.
Komplex zajišťuje plynulý technologický cyklus přípravy povrchu, nanášení nátěru a sušení s jasným oddělením „špinavých“ a „čistých“ procesů. Kabiny pracují autonomně a jsou integrovány do jednotného výrobního procesu, což umožňuje udržovat stabilní parametry vzduchu v každé fázi.
Kabina abrazivního tryskání KASO-7 je vybavena samostatným odsávacím systémem s regenerací abraziva, který zahrnuje cyklónový separátor a filtrační jednotku. Pracovní prostor kabiny činí 12 000 × 4 800 × 3 580 mm. Výkon odsávacího systému dosahuje až 20 000 m³/h, přičemž účinnost filtrace je 96–99 %.
Systém zajišťuje kontinuální odsávání prachu a automatickou separaci abraziva s jeho návratem do oběhu. Cyklón odděluje těžkou frakci, zatímco filtrační jednotka čistí vzduch před jeho vypuštěním do okolí. Instalovaný výkon odsávací jednotky je až 30 kW a hladina hluku mimo kabinu nepřesahuje 70 dB.
Lakovací a sušicí kabina IKFS-14 je vybavena přívodně-odtahovou ventilací s kapacitou až 52 000 m³/h, zajištěnou dvěma přívodními jednotkami o výkonu 11 kW každá a jednou odtahovou jednotkou o výkonu 7,5 kW. Pracovní prostor činí 12 000 × 5 000 × 4 000 mm.
Systém úpravy vzduchu zahrnuje vícestupňovou suchou filtraci (předfiltr, stropní a podlahové filtry), která zajišťuje účinnost až 96,7 % a rovnoměrné proudění vzduchu. V režimu lakování je udržován přetlak 10–30 Pa, což zabraňuje vnikání prachu z okolí.
Pro sušení je použito elektrické vytápění pomocí žebrovaných topných těles (až 60 kusů) s maximální teplotou 80 °C. V tomto režimu probíhá recirkulace vzduchu ve fázích: proplach, ohřev, sušení a chlazení, což zajišťuje stabilní teplotní režim a energetickou účinnost.
Komplex je navržen s oddělením technologických zón. Kabina tryskání pracuje nezávisle na lakovací kabině a má vlastní odsávání s regenerací abraziva. Mezi kabinami je vytvořena technologická mezizóna (~6,7 m), která minimalizuje přenos prachu.
Výsledky projektu
Zajištění kontinuálního technologického procesu
Zlepšení kvality přípravy povrchu
Optimalizace spotřeby abraziva
Snížení vlivu prachu na lakování
Zlepšení pracovních podmínek
Zvýšení řízení procesu díky automatizaci
Realizované řešení umožňuje kompletní cyklus povrchové úpravy velkorozměrových výrobků typických pro těžké strojírenství — loží, rámů, skříní a dalších konstrukcí.
Řešení je integrováno do stávající výroby a lze jej využít v odvětvích strojírenství, energetiky a metalurgie.
Potřebujete řešení pro přípravu povrchu a lakování velkorozměrových výrobků? Kontaktujte specialisty TWEKO — navrhneme optimální řešení dle vašich výrobních požadavků.
Realizace průchozí průmyslové lakovny s tryskací komorou
Tryskací kabiny Archives - Techservis WEKO s.r.o.
V září 2024 se na společnost TWEKO obrátil velký strojírenský podnik s požadavkem na návrh a dodávku technologického zařízení pro zajištění kompletního cyklu přípravy povrchu, abrazivního tryskání, mytí, lakování a sušení rozměrných výrobků.
V rámci projektu společnost TWEKO vybrala optimální konfiguraci zařízení, která zahrnovala komoru pro abrazivní tryskání, lakovací a sušicí kabinu a pomocné moduly, s následnou integrací systémů, montáží a uvedením komplexu do průmyslového provozu v říjnu 2025.
O klientovi
Zákazník je ukrajinský konstrukčně-výrobní podnik strojírenského zaměření, který se specializuje na vývoj, výrobu, technickou údržbu a opravy specializované automobilové a průmyslové techniky, stejně jako na dodávky komponentů.
Podnik provádí kompletní cyklus činností, včetně projektování, výroby, technického servisu a oprav zařízení, dodávek náhradních dílů a servisní podpory.
Díky rozvinuté výrobní základně a zavádění inženýrských inovací patří společnost mezi stabilní a systémové výrobce ve svém segmentu.
Řešení
Za účelem zajištění kompletního cyklu přípravy povrchu a nanášení povlaků společnost TWEKO realizovala komplexní technologické řešení, které zahrnuje komoru pro abrazivní tryskání, průchozí lakovací a sušicí kabinu a soubor pomocných inženýrských a technologických systémů integrovaných do jednotného výrobního procesu.
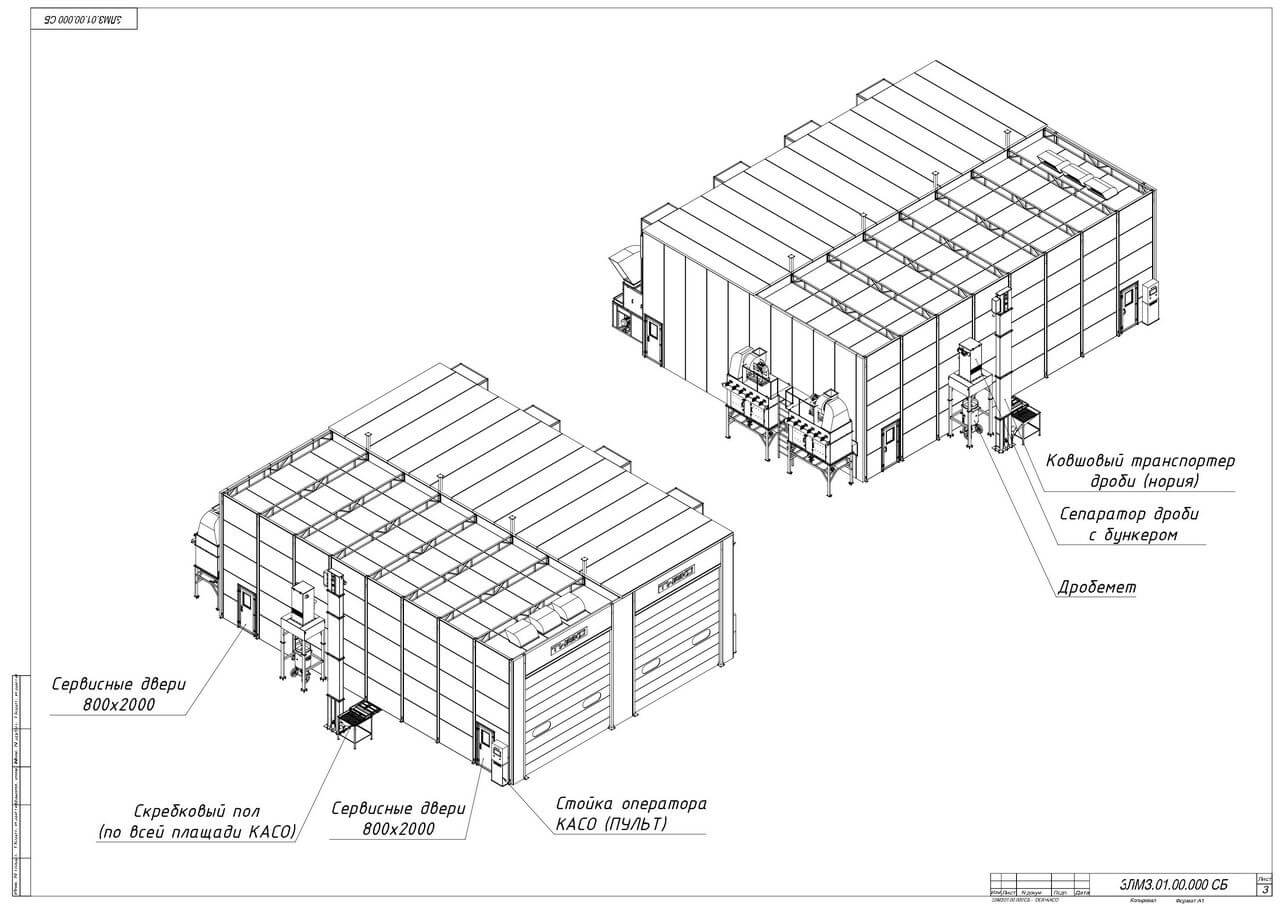
Komora pro abrazivní tryskání Pro fázi přípravy povrchu byla implementována komora pro abrazivní tryskání řady KASO výroby TWEKO — model KASO-15 v průchozím provedení s jednou pracovní zónou pro abrazivní tryskání. Komory řady KASO jsou určeny pro průmyslové čištění kovových výrobků od koroze, okují, starých nátěrů a dalších nečistot se zajištěním stabilní kvality povrchu před následnými technologickými operacemi.Uspořádání komory KASO-15 v průchozí konfiguraci umožňuje kontinuální zpracování rozměrných uzlů a agregátů a integraci zařízení do plynulé výrobní logiky s minimalizací prostojů a manuálních operací. Konstrukční řešení a inženýrské systémy komory jsou přizpůsobeny intenzivní průmyslové zátěži a splňují požadavky podniků těžkého strojírenství a sériové výroby.
Komora je vybavena:
Mechanizovaným systémem sběru a regenerace abraziva v uzavřeném cyklu, který zahrnuje škrabkovou podlahu, korečkový elevátor, separátor a zásobníkový bunker a zajišťuje automatický návrat vyčištěného abraziva zpět do pracovního procesu.
Filtračně-ventilačními jednotkami s kazetovou filtrací a pulzní regenerací filtrů, určenými k účinnému čištění zaprášeného vzduchu v pracovní zóně během abrazivního tryskání.
Ventilačním systémem s řízeným odvodem zaprášeného vzduchu, který zajišťuje dodržení přípustných hygienických a akustických parametrů v obslužném prostoru.
Automatizovaným ovládacím pultem s indikací stavu hlavních uzlů komory, kontrolou činnosti ventilačních jednotek, systémů regenerace abraziva a transportních mechanismů.
Vjezdovými a výjezdovými vraty v průchozím provedení, dimenzovanými pro zpracování rozměrných výrobků v kontinuálním režimu, a servisními dveřmi pro obsluhu s prvky vzájemného blokování.
Vnitřním oděruvzdorným ochranným obložením a systémem průmyslového osvětlení pracovní zóny, přizpůsobenými podmínkám intenzivního abrazivního provozu.
Konstrukce komory, inženýrské systémy a automatizace řízení byly realizovány s ohledem na požadavky technologického procesu a provozní podmínky podniku, což zajistilo stabilní provoz zařízení v průmyslovém režimu a jeho plnohodnotnou integraci do výrobní infrastruktury zákazníka.
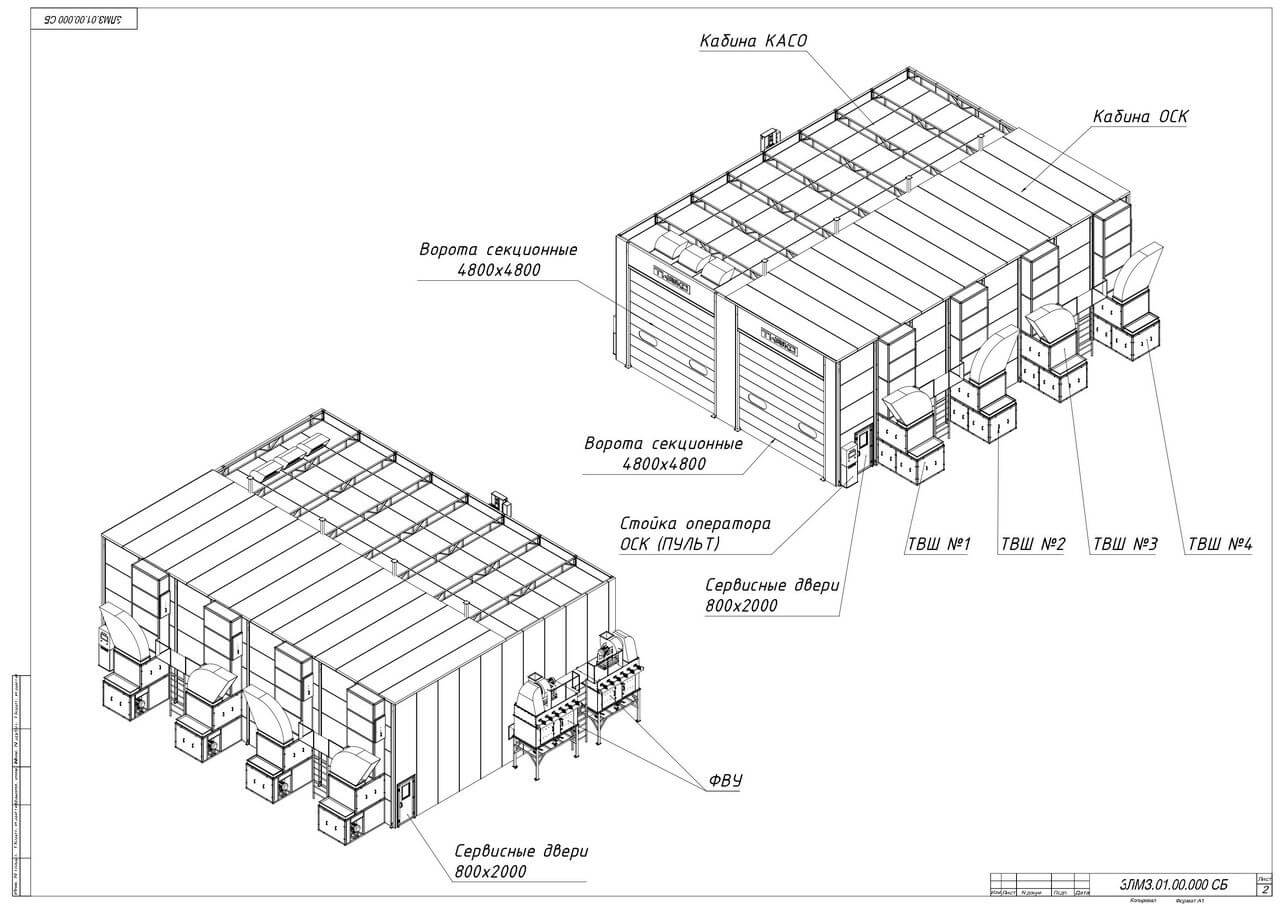
Lakovací a sušicí kabina Pro fáze nanášení nátěrových hmot a sušení výrobků byla v rámci technologického komplexu realizována lakovací a sušicí kabina řady IKFS Diagonal, model IKFS-2-15, určená pro zpracování rozměrných výrobků v podmínkách průmyslové výroby.Kabina je provedena v průchozím uspořádání se dvěma pracovními zónami a diagonální organizací proudění vzduchu, která zajišťuje rovnoměrné rozložení vzduchu při lakování, účinný odvod aerosolů nátěrových hmot a stabilní podmínky sušení v celém objemu výrobku bez ohledu na jeho rozměry a geometrickou složitost.
Kabina je vybavena:
Přívodně-odtahovou ventilací s řízenou výměnou vzduchu, která zajišťuje rovnoměrné rozložení vzduchových proudů v pracovních zónách a stabilní podmínky pro nanášení nátěrových hmot.
Systémy filtrace přiváděného a odváděného vzduchu určené k čištění pracovního prostředí a ke snížení emisí aerosolů nátěrových hmot.
Termoventilačními jednotkami integrovanými do konstrukce kabiny, které zajišťují ohřev, cirkulaci vzduchu a automatické udržování nastavených teplotních režimů během sušení.
Automatizovaným řídicím systémem s obslužným panelem, umožňujícím řízení režimů lakování, sušení, profukování a chlazení, jakož i kontrolu činnosti ventilačních a tepelných systémů.
Systémy technologických blokování a kontroly, které znemožňují provoz zařízení při nepřípustných hodnotách teploty, tlaku nebo stavu inženýrských systémů.
Vjezdovými, výjezdovými a mezizónovými vraty, dimenzovanými pro průchod rozměrných výrobků v kontinuálním režimu a zajišťujícími těsnost pracovních zón během lakování a sušení.
Konstrukce kabiny, systém výměny vzduchu a automatizace řízení byly realizovány v souladu s technickým zadáním a projektovou dokumentací, což zajistilo stabilní provoz lakovací a sušicí technologie v podmínkách průmyslového využití a její plnou integraci do jednotného technologického procesu podniku.
Všechny technologické moduly — komora pro abrazivní tryskání, lakovací a sušicí kabina a pomocné inženýrské systémy — byly sjednoceny do jednoho technologického komplexu. V rámci projektu byly provedeny instalace inženýrských sítí, elektroinstalační práce a uvedení zařízení do provozu, po kterém byl komplex předán do průmyslového provozu ve stanovených termínech.
Technické parametry technologického komplexu
*Složení a konfigurace zařízení dle projektové a provozní dokumentace
Komponenta
Komora pro abrazivní tryskání
Lakovací a sušicí kabina
Základní charakteristiky
Typ kabiny
Průchozí, jednokomorová
Průchozí, dvouzónová
Celková délka*
≈ 11,5 m
≈ 15,2 m
Rozměry
Vnitřní rozměry (pracovní zóna)
≈ 11,0 × 6,5 × 5,2 m
≈ 7,5 × 6,0 × 5,0 m (každá zóna)
Vnější rozměry
≈ 11,5 × 10,1 × 5,8 m
≈ 15,2 × 7,3 × 5,7 m
Servisní přístup
Servisní dveře
840 × 1 975 mm, 2 ks
Předvídány
Ventilace a výměna vzduchu
Typ ventilace
Filtračně-ventilační
Přívodně-odtahová
Výkon ventilace
30 000 m³/h × 2 jednotky
32 500 m³/h — přívod
25 000 m³/h — odtah
Technologické systémy
Hlavní účel
Abrazivní tryskání povrchů
Lakování a sušení výrobků
Systém ohřevu
Není předvídán
Naftové hořáky, 2 ks
Maximální teplota v kabině
—
až 60 °C
Napájení a osvětlení
Napájení zařízení
380 V / 50 Hz
380 V / 50 Hz
Napájení osvětlení
220 V / 50 Hz
220 V / 50 Hz
Maximální výkon osvětlení
až 2 kW
až 3 kW
Akustické parametry
Hladina hluku vně kabiny
až 70 dB
až 70 dB
Klíčové komponenty komory pro abrazivní tryskání (KASO) a lakovací a sušicí kabiny (IKFS)
*Složení a konfigurace zařízení dle projektové a provozní dokumentace
Komponenta
KASO
IKFS
Kabina
Ocelová kabina v průchozím provedení s jednou pracovní zónou, se vstupními a výstupními vraty, servisními dveřmi pro obsluhu, vnitřním oděruvzdorným ochranným obložením, systémem průmyslového osvětlení a těsnicími prvky přizpůsobenými podmínkám abrazivního tryskání.
Ocelová kabina v průchozím provedení se dvěma nezávislými pracovními zónami, se vstupními, výstupními a mezizónovými vraty, servisními dveřmi pro obsluhu, stropními a stěnovými osvětlovacími systémy a utěsněnou konstrukcí pro režimy lakování a sušení.
Systém zpracování materiálu
Mechanizovaný systém sběru a regenerace abraziva v uzavřeném cyklu, zahrnující škrabkovou podlahu, korečkový elevátor, separátor, zásobníkový bunker a automatický návrat vyčištěného abraziva zpět do pracovního procesu.
Systém nanášení nátěrových hmot a sušení výrobků s využitím termoventilačních jednotek, řízené výměny vzduchu a automatického udržování nastavených technologických parametrů.
Filtračně-ventilační systém
Filtračně-ventilační jednotky s kazetovou filtrací a pulzní regenerací filtrů, systémem vzduchovodů a organizovaným účinným odvodem zaprášeného vzduchu z pracovní zóny.
Přívodně-odtahová ventilace s bočními odsávacími boxy, systémy filtrace přiváděného a odváděného vzduchu a řízeným rozdělením proudění vzduchu v pracovních zónách kabiny.
Transport a pracovní zóna
Průchozí schéma zpracování rozměrných výrobků a těžkých uzlů bez nutnosti reverzních nebo mezilehlých technologických operací.
Průchozí schéma lakování a sušení rozměrných výrobků s rozdělením na dvě nezávislé pracovní zóny pro sekvenční nebo paralelní zpracování.
Systém ohřevu / sušení
Není předvídán. Kabina je určena výhradně pro abrazivní tryskání povrchů bez tepelného zpracování výrobků.
Termoventilační jednotky integrované do konstrukce kabiny, zajišťující ohřev, cirkulaci vzduchu a automatické udržování režimů sušení.
Řídicí systém
Automatizované ovládací pulty s indikací stavu hlavních uzlů, kontrolou provozu ventilace, systémů regenerace abraziva a transportních mechanismů.
Automatizovaný ovládací pult s programovatelným logickým automatem, snímači tlaku a teploty, regulátorem teploty, časovači a počítadlem provozních hodin.
Bezpečnost a provoz
Nárazuvzdorné průmyslové osvětlení, ochranné prvky vnitřního obložení, blokovací systémy, centralizovaná kontrola provozu zařízení a vzájemné technologické blokování uzlů.
Požární klapky, kontrola tlaku v pracovních zónách, systémy technologických blokování, řízení proudění vzduchu a ochrana proti provozu zařízení při nepřípustných parametrech.
Realizace projektu
Realizace projektu probíhala etapově v období od září 2024 do října 2025 za účasti inženýrských, konstrukčních, výrobních a servisních oddělení společnosti TWEKO, stejně jako stavebních a montážních dodavatelů zákazníka.
Projektování a schvalování řešení ▼
V počáteční fázi bylo zpracováno technické zadání zákazníka s ohledem na rozměry a hmotnost výrobků velkého formátu, způsob jejich manipulace uvnitř kabin a specifika výrobního areálu.
návrh dispozičního řešení komory pro abrazivní tryskání a průchozí lakovací a sušicí kabiny s rozdělením do dvou pracovních zón;
stanovení umístění termoventilačních jednotek, ventilačních a filtračních systémů;
definování požadavků na základy, montážní jámy, přístřešek a inženýrské sítě;
přípravu doporučení pro kompresorovnu (rozměry prostoru, provozní podmínky, teplotní režim).
Projektová řešení byla upřesňována ve spolupráci se zákazníkem a jeho stavební organizací.
Zpracování konstrukční dokumentace ▼
výkresy kabin KASO a IKFS;
výkresy nosných konstrukcí, vrat, příček a stropních prvků;
dokumentaci ke škrabkové podlaze, separátoru, korečkovému elevátoru a zásobníku abraziva;
schémata ventilačních systémů, bočních odsávacích boxů a vzduchovodů;
doporučení k pneumatickým rozvodům a napojení kompresorové techniky.
Dokumentace byla využita pro vlastní výrobu zařízení a koordinaci prací s dodavateli.
Výroba a příprava zařízení ▼
ocelových konstrukcí kabin;
systémů sběru a regenerace abraziva;
ventilačních a filtračních jednotek;
prvků automatizace a řízení.
Probíhala postupná kompletace a expedice zařízení v návaznosti na připravenost stavební části.
Montáž a integrace na místě ▼
montáž nosných rámů a opláštění kabin;
instalaci škrabkové podlahy, dopravníků, separátoru a zásobníku abraziva;
montáž ventilačních jednotek, vzduchovodů a filtračních systémů;
instalaci termoventilačních jednotek lakovací a sušicí kabiny;
pokládku elektrických a pneumatických rozvodů;
integraci ovládacích pultů a systémů automatizace.
Montáž byla prováděna v souladu se schválenými montážními postupy za technického dozoru.
Uvedení do provozu a zkušební provoz ▼
ověření funkce ventilačních a filtračních systémů;
nastavení automatizace a řídicích systémů;
kontrolu provozu systému sběru a regenerace abraziva;
přípravu komplexu k provozu s jednokomorovou KASO a dvouzónovou IKFS.
Komplex byl uveden do průmyslového provozu v říjnu 2025 včetně předání kompletní technické dokumentace.
Princip činnosti technologického komplexu
Technologický komplex je navržen v průchozím uspořádání a zajišťuje plynulé a navazující provádění operací přípravy povrchu, nanášení povlaků a sušení rozměrných uzlů a agregátů.
Abrazivní tryskání (KASO-15)
Výrobek je přiváděn do pracovní zóny komory pro abrazivní tryskání prostřednictvím vjezdových vrat a umístěn v pracovním prostoru kabiny. Zpracování probíhá s využitím abrazivních tryskacích zařízení s centrálním systémem přívodu a regenerace abraziva.
V průběhu tryskání:
použité abrazivo dopadá na škrabkovou podlahu;
je mechanicky dopravováno do separátoru;
prochází procesem čištění a oddělení nečistot;
je vraceno do zásobního bunkeru pro opětovné použití.
Zaprášený vzduch z pracovní zóny je odváděn prostřednictvím filtračně-ventilačních jednotek, kde je vyčištěn před vypuštěním. Činnost systému sběru abraziva, ventilace a pomocných mechanismů je koordinována pomocí ovládacích pultů.
Lakování a sušení (IKFS-2-15)
Po dokončení přípravy povrchu je výrobek přesunut do lakovací a sušicí kabiny, která je rovněž provedena v průchozím dvouzónovém uspořádání. Kabina umožňuje organizovat lakování a sušení v oddělených zónách nebo paralelní zpracování dvou výrobků.
Během lakování:
je v kabině udržována řízená výměna vzduchu;
vzduch je přiváděn přívodním ventilačním systémem a odváděn bočními odsávacími boxy;
odváděný vzduch prochází filtračním systémem.
V režimu sušení:
jsou uvedeny do provozu termoventilační jednotky;
řídicí systém zajišťuje cirkulaci vzduchu a udržování nastavených technologických parametrů;
po dokončení sušení přechází kabina do režimu profukování a chlazení.
Řízení a vzájemná spolupráce systémů
Všechny fáze provozu komplexu jsou integrovány do jednotného řídicího systému, který umožňuje:
řízení provozních režimů jednotlivých kabin;
koordinaci ventilace, regenerace abraziva a sušení;
zajištění bezpečného a stabilního provozu zařízení.
Díky průchozímu uspořádání a dvouzónové organizaci pracovních prostor se komplex přirozeně integruje do plynulé výrobní logiky a přizpůsobuje se skutečným potřebám zákazníka.
Výsledek pro zákazníka
Realizací projektu zákazník získal plnohodnotný technologický komplex integrovaný do výrobní infrastruktury podniku a přizpůsobený zpracování rozměrných výrobků a uzlů složité geometrie a velkých rozměrů.
uzavřený výrobní cyklus přípravy povrchu, lakování a sušení výrobků v rámci jednoho komplexu bez nutnosti využití externích výrobních pracovišť;
průchozí logiku zpracování s dvouzónovou organizací lakovací a sušicí části, která umožňuje flexibilní plánování výrobních operací a přizpůsobení aktuálním úkolům;
stabilní provoz zařízení v podmínkách intenzivního využití díky průmyslovému konstrukčnímu provedení, automatizovaným řídicím systémům a standardizovanému způsobu montáže;
kontrolované podmínky zpracování v každé fázi technologického procesu – od abrazivního tryskání až po lakování a sušení;
možnost dalšího rozvoje výrobního pracoviště s ohledem na navržená inženýrská řešení a rezervy pro budoucí modernizaci;
snížení technologických rizik díky použití sladěných projektových řešení a standardizovaných postupů montáže a uvádění do provozu.
Komplex byl uveden do průmyslového provozu s předáním kompletní technické dokumentace, což zákazníkovi umožnilo přejít do standardního provozního režimu bez nutnosti dodatečných úprav zařízení.
Závěr
Realizovaný projekt prokázal schopnosti společnosti TWEKO v oblasti realizace komplexních inženýrských řešení pro průmyslové podniky — od zpracování technického zadání a projektování až po výrobu, montáž a uvedení zařízení do průmyslového provozu.
V rámci projektu byl navržen a integrován technologický komplex pro abrazivní tryskání, lakování a sušení, přizpůsobený zpracování rozměrných výrobků a reálným provozním podmínkám zákazníka. Průchozí uspořádání, dvouzónová organizace pracovních prostor a koordinovaná spolupráce všech inženýrských systémů zajistily stabilní a řízený provoz celého komplexu.
Projekt byl realizován v souladu s platnými technickými požadavky, bezpečnostními normami a individuálními specifiky výrobního areálu, což potvrdilo efektivitu systematického přístupu k řešení složitých průmyslových úkolů. Dosažený výsledek vytváří spolehlivý základ pro další rozvoj výroby zákazníka a škálování technologických procesů.
Pokud váš podnik potřebuje individuální technologické řešení pro přípravu povrchu, lakování a sušení výrobků, tým společnosti TWEKO je připraven navrhnout optimální konfiguraci zařízení s ohledem na specifika výroby a reálné provozní podmínky.
Komplexní modernizace lakovací a přípravné sekce pro strojírenský podnik
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Společnost TWEKO realizovala rozsáhlý technologický komplex pro výrobní podnik specializující se na výrobu velkorozměrových kovových konstrukcí. Řešení zahrnuje dvě komory abrazivního otryskávání řady KASO a čtyři lakovací a sušicí kabiny řady IKFS, integrované do jednoho uceleného výrobního cyklu.
O zákazníkovi
Zákazníkem je strojírenský podnik zaměřený na vývoj, výrobu a servisní údržbu průmyslového zařízení. Společnost pracuje s kovovými výrobky a sestavami, u nichž je klíčová stabilní kvalita výroby, dlouhodobá životnost nátěrových povlaků a vysoká opakovatelnost technologických procesů.
Podnik dodává komplexní řešení pro průmyslové zákazníky, která zahrnují konstrukční návrh zařízení, výrobu kovových konstrukcí, montáž a uvedení inženýrských systémů do průmyslového provozu.
Hlavní zaměření činnosti směřuje k vývoji spolehlivého a efektivního technologického zařízení, které umožňuje optimalizovat výrobní procesy, zajistit vysokou kvalitu finálních výrobků a hospodárnost provozu.
Technické řešení
V rámci projektu společnost TWEKO vyvinula, vyrobila, dodala a uvedla do průmyslového provozu komplexní technologické řešení pro přípravu povrchu a finální úpravu kovových výrobků. Řešení kombinuje procesy abrazivního otryskávání, lakování a následného sušení v kontrolovaných podmínkách.
Dispozice zařízení byla navržena s ohledem na rozměry výrobků, intenzitu výrobních procesů a požadavky na stabilní kvalitu přípravy povrchu a nanášení nátěrových povlaků.
Řešení je koncipováno modulárně a zahrnuje dvě klíčové technologické sekce: komory abrazivního otryskávání řady KASO a lakovací a sušicí kabiny řady IKFS s integrovanými topně-ventilačními jednotkami. Tento přístup umožnil vytvořit řízený výrobní cyklus s předvídatelným výsledkem v každé fázi procesu.
Komory abrazivního otryskávání (KASO) Pro mechanickou přípravu povrchu kovových výrobků byly instalovány dvě průmyslové komory abrazivního otryskávání – KASO-12 a KASO-15, určené pro zpracování velkorozměrných a těžkých dílů. Komory odstraňují okuje, korozi a technologické nečistoty a vytvářejí požadovaný profil drsnosti povrchu před lakováním.Obě komory mají shodnou konstrukční a inženýrskou architekturu zahrnující systémy sběru a regenerace abraziva, ventilaci, filtraci a automatizované řízení. Hlavní rozdíl spočívá v rozměrech pracovní zóny, což umožňuje efektivní rozdělení toku výrobků podle jejich velikosti a optimalizaci vytížení zařízení.Konstrukčně jsou komory řešeny jako ocelové rámové kabiny s vnitřním otěruvzdorným obložením, navržené pro provoz při intenzivním abrazivním zatížení. Dispozice umožňuje snadný servisní přístup a bezpečné zpracování rozměrných výrobků v rámci výrobního toku.Sběr použitého abraziva z pracovní zóny zajišťuje mechanizovaná škrabková podlaha, která kontinuálně dopravuje materiál do navazujících technologických uzlů bez zásahu obsluhy.
Abrazivo je dopravováno korečkovým elevátorem do separátoru, kde dochází k oddělení prachu, jemných frakcí a cizích částic. Vyčištěné abrazivo je akumulováno v násypce a vrací se zpět do procesu, čímž je zajištěna stabilita tryskacích parametrů a hospodárná spotřeba materiálu.
Pro odvod prachu a udržení požadovaného vzduchového režimu jsou komory vybaveny průmyslovým filtračně-ventilačním systémem zajišťujícím řízenou výměnu vzduchu v zóně otryskávání.
Provoz komor je řízen z centrálního ovládacího panelu, který koordinuje činnost hlavních uzlů a umožňuje jejich integraci do celkového technologického řetězce přípravy povrchu před lakováním.
Lakovací a sušicí kabiny (IKFS) Pro nanášení nátěrových povlaků a následné zpracování výrobků byla realizována lakovací a sušicí sekce na bázi průmyslových kabin řady IKFS. Řešení je určeno pro velkorozměrové kovové konstrukce a zajišťuje stabilní podmínky lakování a sušení s předvídatelným výsledkem.Kabiny IKFS pracují v návaznosti na sekci abrazivního otryskávání a tvoří ucelený technologický celek přípravy povrchu a nanášení ochranných nátěrů. Konstrukce kabin a uspořádání inženýrských systémů jsou navrženy s důrazem na řízený vzduchový režim, rovnoměrné tepelné zatížení a vysokou kvalitu finálního povrchu.
Složení a konfigurace lakovací a sušicí sekce
V rámci projektu byly instalovány čtyři lakovací a sušicí kabiny:
dvě kabiny IKFS-12 – pro lakování a sušení výrobků standardních a středních rozměrů;
jedna kabina IKFS-15 – pro zpracování delších a masivnějších výrobků;
jedna kabina IKFS-D-12 Diagonal – pro výrobky se složitou geometrií nebo zvětšenými rozměry, využívající diagonální schéma proudění vzduchu pro rovnoměrné lakování a sušení.
Tato konfigurace umožnila vytvořit flexibilní lakovací a sušicí sekci s možností paralelního provozu, optimálního rozdělení zátěže a přizpůsobení výrobního procesu různým typům a rozměrům výrobků.
Kabiny jsou provedeny jako ocelové rámové konstrukce s tepelně a akusticky izolačním opláštěním, které vytváří uzavřený pracovní prostor s řízenými parametry mikroklimatu. To zajišťuje stabilitu procesu lakování i efektivní vytvrzování nátěrových povlaků.
Proudění vzduchu je organizováno pomocí řízeného přívodu a odtahu s vícestupňovou filtrací, což umožňuje udržovat čistotu vzduchu v lakovací zóně, minimalizovat zanášení prachem a zajistit rovnoměrné rozložení vzduchu v celém objemu kabiny.
Ohřev vzduchu zajišťují topně-ventilační jednotky s nepřímým přenosem tepla, které vylučují kontakt spalin s pracovním vzduchem. Kabiny pracují v režimech lakování, sušení a chlazení s automatickými přechody mezi jednotlivými fázemi podle nastaveného algoritmu.
Výsledek pro zákazníka
Výsledkem realizace projektu je moderní průmyslový komplex pro mechanickou přípravu povrchu a nanášení nátěrových povlaků s následným sušením v kontrolovaných podmínkách, určený pro zpracování velkorozměrových kovových výrobků.
Zákazník získal:
možnost zpracování rozměrných výrobků v kabinách různých velikostí přizpůsobených výrobnímu sortimentu;
uzavřený technologický cyklus s regenerací abraziva, který snižuje spotřebu materiálů a objem odpadu;
účinné systémy suché filtrace vzduchu v zónách otryskávání a lakování;
energeticky úsporné režimy sušení s recirkulací vzduchu a řízeným tepelným zatížením;
záruční závazky výrobce a projektovanou životnost zařízení pro dlouhodobý průmyslový provoz.
Závěr
Komplexní modernizace sekce přípravy povrchu a lakování realizovaná společností TWEKO je příkladem efektivní spolupráce mezi ukrajinským výrobcem technologického zařízení a průmyslovým podnikem strojírenského sektoru.
Díky individuálnímu přístupu – od detailního posouzení výrobních prostor a zpracování technického zadání až po výrobu zařízení, montáž a uvedení do provozu – získal zákazník moderní technologický komplex plně integrovaný do jednoho výrobního procesu.
Zařízení je přizpůsobeno intenzivnímu dvousměnnému provozu a zpracování velkorozměrových kovových konstrukcí a zajišťuje:
vysokou kvalitu přípravy povrchu a stabilní nanášení nátěrových povlaků;
zkrácení doby zpracování a optimalizaci provozních nákladů;
soulad s požadavky na bezpečnost práce, ochranu životního prostředí a hygienu provozu.
Všechny etapy projektu byly realizovány v dohodnutých termínech – od dodávky zařízení až po jeho uvedení do průmyslového provozu. V době zpracování této případové studie komplex pracuje stabilně, bez prostojů a připomínek ze strany zákazníka.
Potřebujete komplexní řešení pro přípravu povrchu, lakování a sušení velkorozměrových kovových konstrukcí?
Provázíme projekty ve všech fázích – od analýzy zadání a návrhu dispozice zařízení až po montáž, uvedení do provozu a průmyslový start.
Integrovaný komplex tryskání a lakování pro výrobce speciální techniky LLC „S-K-S“
Tryskací kabiny Archives - Techservis WEKO s.r.o.
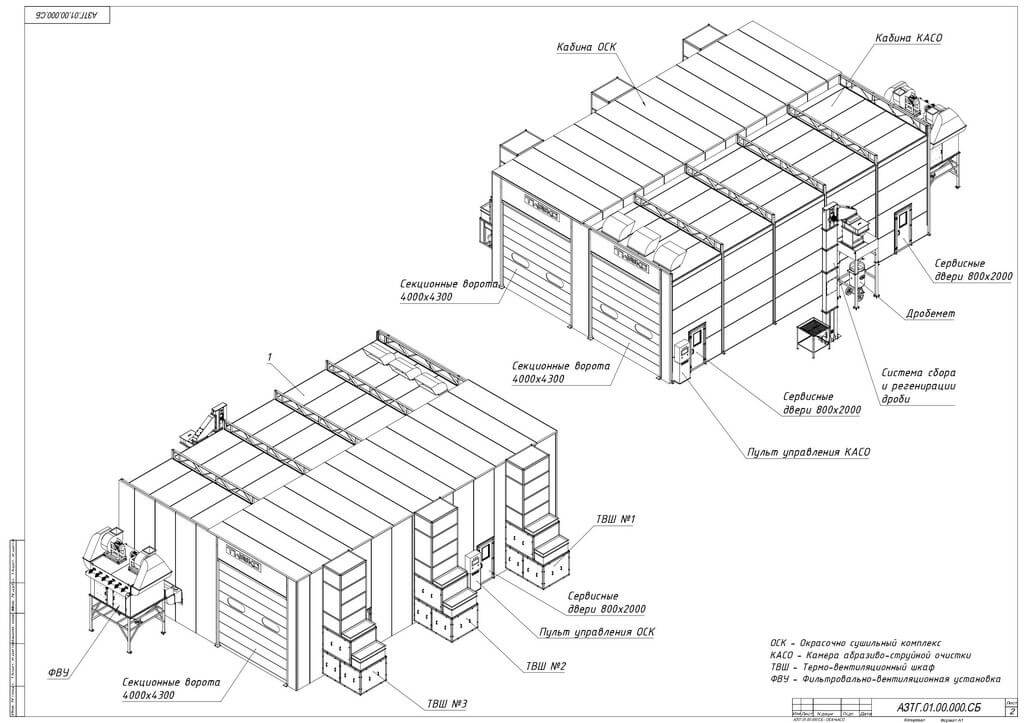
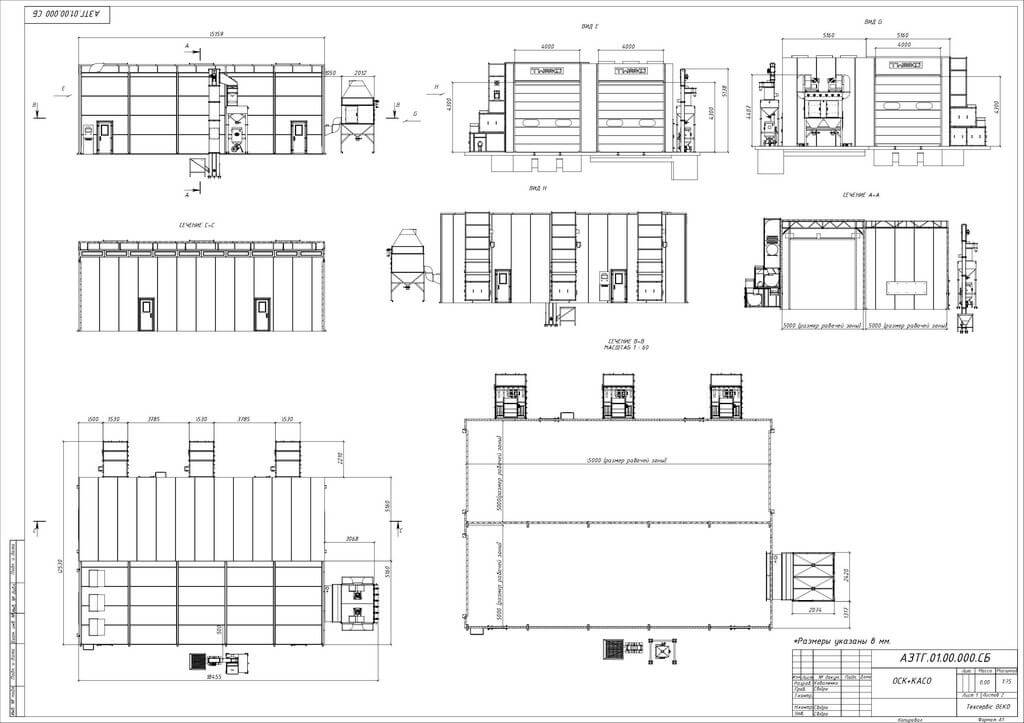
Pro LLC „Spets-Kom-Servis“ společnost TWEKO realizovala integrovaný lakovací komplex s uzavřeným cyklem, zahrnující tryskací komoru KASO, dvě lakovací a sušicí kabiny IKFS a dvě přípravné stanice APP. Řešení zajistilo kompletní cyklus přípravy povrchu, lakování a sušení velkorozměrných výrobků o délce až 15 m v rámci jediného výrobního toku a výrazně zvýšilo konzistenci kvality povlaků i průchodnost úseku.
O klientovi
LLC „Spets-Kom-Servis“ (S-K-S) je ukrajinský výrobce specializované a komerční techniky pod značkou PolyCar. Společnost zajišťuje projektování, výrobu a dovybavení vozidel na podvozcích MAN, IVECO, Volvo, Renault, Hyundai a dalších předních značek podle individuálních technických požadavků zákazníků.
Hlavní zaměření zahrnuje výrobu techniky pro komunální služby, zemědělství, infrastrukturu a státní/obranné složky. Portfolio zahrnuje speciální vozidla, mobilní komplexy a funkční nástavby vyráběné v souladu s průmyslovými normami a provozními požadavky.
Výrobní proces zahrnuje výrobu složitých kovových konstrukcí nástaveb pomocí svařování, montáže a obrábění, následnou antikorozní úpravu a nanášení vysoce kvalitních lakových povlaků. Některé výrobky dosahují délky až 15 metrů, což klade vysoké nároky na kvalitu tryskání, rovnoměrnost nanášení materiálů, stabilitu proudění vzduchu v lakovacích kabinách a přesnost teplotních režimů sušení.
Rozměry výrobků v kombinaci s rostoucími výrobními objemy vyžadovaly vytvoření jediného integrovaného technologického celku umožňujícího uzavřený cyklus přípravy povrchu a nanášení povlaků v jediném kontinuálním toku. Před realizací projektu probíhaly tyto operace na oddělených pracovištích bez plné integrace do jednoho systému, což omezovalo průchodnost a ztěžovalo udržení stabilních technologických parametrů.
Cíle projektu
Cílem projektu bylo vybudovat integrované lakovací pracoviště s úplným technologickým řetězcem – příprava povrchu, lakování a sušení velkorozměrných kovových konstrukcí – v rámci jediného výrobního toku.
Zákazník požadoval systém, který zajistí konzistentní kvalitu tryskání s uzavřenou recirkulací abraziva, rovnoměrné nanášení lakových materiálů v kontrolovaném prostředí a přesné dodržení teplotních profilů sušení.
Další cíle zahrnovaly zvýšení průchodnosti lakovacího úseku, možnost paralelního zpracování na různých etapách a minimalizaci vnitropodnikového přesunu nadměrně velkých dílů.
Rozsah zahrnoval také technickou modernizaci části stávající budovy, vypracování realizační dokumentace rekonstrukce a přípravu inženýrské infrastruktury pro bezproblémovou integraci zařízení do běžící výroby.
Řešení
Byl implementován komplexní technologický balík zahrnující tryskací komoruřady KASO od TWEKO, lakovací a sušicí kabinyřady IKFS, mobilní zvedací plošiny řady 3PtO pro bezpečný přístup k horním partiím při lakování a samostatné přípravné stanice APP. Všechny komponenty jsou propojeny do jediného sekvenčního výrobního řetězce: tryskání → příprava → lakování → sušení.
Tryskací komora
Pro etapu přípravy povrchu jsme navrhli, vyrobili a kompletně nainstalovali tryskací komoru řady KASO — model KASO-15 — určenou pro abrazivní tryskání velkorozměrných kovových konstrukcí o délce až 15 000 mm, která zajišťuje vysoce kvalitní a rovnoměrné očištění povrchu před nanesením lakových povlaků.
Vnitřní rozměry pracovní zóny: 15 000 × 5 000 × 5 000 mm. Konstrukce z sendvičových panelů tl. 80 a 60 mm. Zóny abrazivního nárazu opatřeny vnitřním otěruvzdorným obložením.
Uzavřený systém sběru a regenerace ocelové drti zahrnuje:
mechanizovanou škrabákovou podlahu 14 500 × 5 000 mm s podélnými a příčnými transportními moduly
pneumatický pohon s elektrickým řízením pro pohyb abraziva
zásobník čisté drti s návratem do pracovního cyklu
Odsávání prachu během tryskání zajišťuje filtračně-větrací jednotka FVU-30 s ohýbaným pláštěm, patronovými filtry, pulzní regenerací filtrů a sběrným košem na prach.
Řízení probíhá přes elektrický ovládací panel s automatikou včetně tlakového spínače, počítadla provozních hodin, stykačů, jističů a tepelných relé. Monitorován je provoz regeneračních mechanismů i ventilace.
Konfigurace komory je přizpůsobena integraci do stávající výrobní infrastruktury a dimenzována pro intenzivní průmyslový provoz.
Lakovací a sušicí kabiny
Pro nanášení lakových povlaků a sušení velkorozměrných výrobků byly navrženy, vyrobeny a instalovány dvě lakovací a sušicí kabiny řady IKFS — model IKFS-15.
Vnitřní rozměry pracovní zóny jedné kabiny: 15 000 × 5 500 × 6 000 mm. Konstrukce ze sendvičových panelů tl. 80 a 60 mm s tepelnou izolací. Kabiny vybaveny mobilními zvedacími plošinami pro lakýrníka, vjezdovými vraty 3 500 × 4 200 mm a personálními dveřmi. Ventilace organizována jako laminární sestupný proud: filtrovaný přívod vzduchu stropními filtry, odsávání přes dvoustupňové filtry třídy EU3 v podlaze.
Každá kabina je vybavena:
přívodní termoventilační jednotkou s výměníkem tepla a naftovým hořákem
odtahovou jednotkou s pneumaticky ovládanými výfukovými klapkami
předfiltry a filtry recirkulace
detektorem LEL (dolní mez výbušnosti)
průmyslovým LED osvětlením 4×18 W (horní rohové a nástěnné svítidla)
Ovládací panely obsahují frekvenční měniče ventilátorů, tlakové spínače, čidla pracovní a kritické teploty, termostat sušení, počítadlo provozních hodin, stykače a jističe.
Logika řízení umožňuje zónové využití prostoru s nezávislým ovládáním termoventilačních jednotek podle rozměrů výrobku.
Bezpečný přístup k horním partiím zajišťují mobilní zvedací plošiny pro lakýrníka.
Dvě nezávislé kabiny umožňují paralelní provoz a vyšší průchodnost úseku bez vzájemného ovlivňování režimů.
Přípravné stanice řady APP
Pro přípravu povrchu a lokální nanášení laků byly realizovány dvě přípravné stanice řady APP v provedeních APP-7 a APP-10.
Modulární kovová konstrukce s posuvnými závěsy na vodicích lištách; shodné šířky a výšky, variabilní délka podle rozměrů výrobků a logistiky.
APP-7: celková délka 7 753,8 mm; výška 4 200 mm; výška otvoru 4 010 mm; šířka 4 200 mm; šířka otvoru 3 480 mm
APP-10: celková délka 10 277 mm; výška 4 200 mm; výška otvoru 4 010 mm; šířka 4 200 mm; šířka otvoru 3 480 mm
Každá stanice je vybavena:
recirkulační větrací jednotkou s elektromotorem
pneumatickou klapkou pro regulaci proudění vzduchu
Filtračně-větrací jednotka FVU-30 s pulzní regenerací patronových filtrů
Filtry přívodu, stropní filtry, podlahové filtry
Filtry přívodu, předčištění a výfuku
Vytápění
Není předpokládáno
Termoventilační jednotky s naftovým hořákem (4-průchodový výměník)
Není předpokládáno
Větrání
Typ větrání
Filtračně-větrací s odsáváním
Přívodně-odtahové s možností zónového řízení termojednotek
Recirkulační větrací jednotka
Automatika a řízení
Ovládací panel
Řízení motorů, elevátoru, separátoru, FVU, indikace poruch
Automatika teploty, tlakové spínače, frekvenční měniče, zónové řízení termojednotek
Ovládací panel s automatikou a počítadlem hodin
Kontrola plynu
—
Detektor LEL (dolní mez výbušnosti)
—
Napájení
Napájení zařízení
380 V / 50 Hz
380 V / 50 Hz
380 V / 50 Hz
Osvětlení
LED T8 1200 × 4 × 18 W (horní rohové)
LED 4 × 18 W (20 horních + 12 nástěnných)
LED T8 1200 × 4 × 18 W
Realizace projektu
Realizace probíhala jako komplexní technická modernizace části stávající výrobní haly s integrací tryskací komory KASO-15, dvou lakovacích a sušicích kabin IKFS-15 a dvou přípravných stanic APP do jediného technologického toku. Práce zahrnovaly projektování, vypracování realizační dokumentace, výrobu zařízení, montáž, integraci inženýrských systémů a uvedení do provozu.
Inženýrské zpracování a dispoziční řešení▼
Na prvním stupni bylo provedeno instrumentální zaměření prostor a vypracováno dispoziční řešení lakovacího úseku s ohledem na rozměry výrobků do 15 000 mm, logistiku přesunu techniky a umístění inženýrských systémů.
určena geometrie základových jam pod mechanizovanou škrabákovou podlahu KASO-15
zpracováno umístění lakovacích a sušicích kabin a termoventilačních jednotek IKFS-15
sladěno trasování vzduchovodů, zón výfuku a recirkulace vzduchu
určeny přípojné body elektrického napájení a pneumatických systémů
Projektová řešení byla vytvářena s ohledem na integraci zařízení do stávající infrastruktury bez zastavení hlavní výroby.
Dokumentace se stala základem pro výrobu kovových konstrukcí, inženýrských uzlů a koordinaci montážních prací.
Výroba zařízení▼
výroba kovových konstrukcí kabin KASO a IKFS ze sendvičových panelů 80/60 mm
výroba uzlů systému regenerace abraziva (škrabákový dopravník, korečkový elevátor, separátor, zásobník)
kompletace FVU-30 s patronovými filtry a pulzní regenerací
výroba termoventilačních jednotek s naftovými hořáky a 4-průchodovými výměníky
výroba a kompletace mobilní zvedací plošiny lakýrníka
příprava elektrických rozvaděčů řízení a automatiky
Zařízení prošlo vnitřní kontrolou kvality před expedicí na stavbu.
Montáž a integrace na výrobním místě▼
montáž rámů a ohraničujících konstrukcí kabin
instalace mechanizované škrabákové podlahy a transportních modulů
montáž korečkového elevátoru, separátoru a zásobníku drti
instalace FVU-30 a odsávacích vzduchovodů
montáž termoventilačních jednotek IKFS a recirkulačních systémů
instalace přípravných stanic APP s recirkulačními větracími jednotkami
pokládka elektrických a pneumatických rozvodů
integrace ovládacích panelů a systémů automatiky
Montáž byla provedena s důrazem na těsnost, tuhost konstrukcí a správnou funkci vzduchových proudů.
Uvedení do provozu a zaškolení▼
kontrola funkce mechanizovaného systému regenerace abraziva
nastavení parametrů odsávání FVU-30
nastavení teplotních režimů IKFS a zónového řízení termojednotek
kontrola detektorů LEL
testování režimů lakování, sušení a recirkulace vzduchu
zaškolení obsluhy zákazníka
Po dokončení uváděcích prací byl komplex uveden do průmyslového provozu jako jediné uzavřené lakovací pracoviště s tryskací přípravou povrchu, lakováním a sušením velkorozměrné techniky.
Klíčové uzly komplexu
*Složení a konfigurace podle specifikace
Uzel / systém
Technické provedení
Pracovní kabiny
Komplex zahrnuje tryskací komoru KASO-15 (vnitřní rozměry 15 000 × 5 000 × 5 000 mm), dvě lakovací a sušicí kabiny IKFS-15 (15 000 × 5 500 × 6 000 mm) a dvě přípravné stanice APP (7 000 × 4 000 × 5 000 mm). Kabiny z sendvičových panelů 80/60 mm. Vnitřní obvod KASO s otěruvzdorným povlakem. Konstrukce APP — kovový rám s vodicími lištami a závěsy.
Vrata a přístup
KASO-15 vybavena vjezdovými vraty 3 500 × 3 500 mm a servisními dveřmi 850 × 1 900 mm. Kabiny IKFS-15 mají vrata 3 500 × 4 200 mm a dveře 800 × 1 900 mm. Konstrukce APP umožňuje otevřený frontální přístup.
Škrabáková podlaha
Mechanizovaný systém sběru abraziva 14 500 × 5 000 mm: 5 podélných modulů 14 500 × 900 × 110 mm a 1 příčný modul 4 500 × 800 × 1 500 mm. Pohon pneumatický s elektrickým řízením.
Systém regenerace abraziva
Zahrnuje korečkový elevátor, separátor drti a zásobník. Separátor mechanicky odděluje prach a nečistoty s návratem čisté drti do cyklu.
Filtračně-větrací jednotka KASO
FVU-30 s ohýbaným pláštěm, patronovými filtry, pulzní automatickou regenerací a košem na prach.
Přívodně-odtahový systém IKFS
Přívodní termoventilační jednotky s výměníkem a naftovým hořákem. 4-průchodový výměník z žáruvzdorné oceli. Klapky přívodu a recirkulace s pneumatickým pohonem. Samostatná odtahová jednotka s výfukovými klapkami.
Recirkulační větrací jednotka s elektromotorem, sada filtrů přívodu, předčištění a výfuku, pneumatická klapka.
Podlahové rošty
IKFS — dvoustupňová filtrace s podlahovými kazetami. APP — rošty s max. nosností 800 kg/kolo.
Automatika a řízení
Ovládací panely KASO, IKFS a APP se stykači, jističi a tepelnými relé. IKFS vybavena frekvenčními měniči (3 ks), tlakovým spínačem, čidly teploty, termostatem, počítadlem hodin. Zónové řízení termojednotek. IKFS s detektorem LEL.
Mobilní zvedací plošina lakýrníka
V komplexu dvě mobilní zvedací plošiny pro lakýrníka k provádění lakovacích prací s přístupem k horním partiím velkorozměrných výrobků v pracovním prostoru kabin IKFS.
Osvětlení
Svítidla LED T8 1200 × 4 × 18 W. V KASO — 20 horních rohových svítidel. V IKFS — 20 horních + 12 nástěnných. APP — horní rohová svítidla stejného typu.
Napájení
Napájení zařízení — 380 V / 50 Hz. Osvětlení — 220 V / 50 Hz.
Výsledky pro zákazníka
Zavedení integrovaného lakovacího komplexu s uzavřeným cyklem umožnilo LLC „Spets-Kom-Servis“ vytvořit plně uzavřený technologický cyklus přípravy povrchu, lakování a sušení velkorozměrných výrobků na jednom výrobním místě.
Komplex zahrnující tryskací komoru KASO-15, dvě lakovací a sušicí kabiny IKFS-15 a dvě přípravné stanice APP zajistil systémovou integraci mechaniky, větrání, tepelné techniky a automatizace do jedné výrobní infrastruktury.
Stabilita kvality povlaků
Mechanizovaný systém regenerace abraziva, efektivní odsávání FVU-30 a kontrolované parametry výměny vzduchu v IKFS-15 zajistily opakovatelnost výsledků tryskání a stabilní podmínky nanášení lakových materiálů.
rovnoměrná příprava povrchu po tryskání
kontrola teplotních režimů sušení
snížení vlivu lidského faktoru díky automatizovaným systémům
stabilní parametry vzdušného prostředí v lakovacích kabinách
Zvýšení produktivity
Přítomnost dvou autonomních kabin IKFS-15 a dvou přípravných stanic APP umožňuje paralelní zpracování několika výrobků v různých stupních připravenosti.
souběžný provoz více technologických zón
vyvedení přípravných operací mimo lakovací kabiny
kontinuální cyklus tryskání s automatickým návratem abraziva
optimalizovaná logistika přesunu výrobků v hale
Kontrola a bezpečnost
Systém automatiky zajišťuje sledování hlavních parametrů zařízení a blokuje nepřípustné provozní stavy.
monitorování teploty a tlaku vzduchu
kontrola transportních mechanismů KASO
plynová signalizace LEL v IKFS
indikace havarijních stavů
Výrobní efekt
Vytvoření jediného lakovacího pracoviště s abrazivní přípravou povrchu umožnilo podniku provádět kompletní cyklus antikorozní ochrany velkorozměrných výrobků o délce až 15 metrů v běžném průmyslovém režimu.
Komplex funguje jako celistvý technologický systém, který zajišťuje předvídatelnou kvalitu povlaků, stabilitu procesů a připravenost na sériovou výrobu specializované automobilové techniky.
Závěr
Projekt pro LLC „Spets-Kom-Servis“ se stal příkladem komplexního inženýrského přístupu k modernizaci lakovacího pracoviště pro výrobce velkorozměrné speciální techniky. Realizovaný komplex spojil abrazivní přípravu povrchu, lakování a sušení do jediného technologického celku s koordinovanými režimy mechanických, ventilačních, tepelných a automatizovaných uzlů.
Integrace KASO-15, dvou IKFS-15 a dvou stanic APP zajistila podniku plnou kontrolu nad kvalitou antikorozní ochrany a finálního povlaku, stabilitu technologických parametrů a možnost škálování výroby bez zapojení externích dodavatelů.
Komplex funguje jako infrastrukturní část výroby — nikoli samostatné kabiny, ale systémově integrované lakovací pracoviště přizpůsobené intenzivnímu provozu, velkorozměrným výrobkům a požadavkům sériové výroby speciální automobilové techniky.
Realizace tohoto projektu potvrzuje kompetenci TWEKO při vytváření kompletních technologických řešení pro strojírenské podniky a výrobce speciální techniky.
Realizujeme komplexní řešení pro vaši výrobu
TWEKO projektuje a zavádí integrované lakovací komplexy pro strojírenské podniky, výrobce kovových konstrukcí a speciální techniky. Pracujeme v plném cyklu — od předprojektových průzkumů a vypracování realizační dokumentace až po výrobu, montáž a uvedení do průmyslového provozu.
Pokud vaše firma potřebuje modernizaci úseku přípravy povrchu a lakování nebo plánuje spuštění nového výrobního komplexu — naši inženýři připraví technické řešení s ohledem na rozměry výrobků, logistiku haly a výrobní zátěž.
Technologický komplex abrazivního otryskávání a lakování pro Autostrada
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Společnost TWEKO provedla kompletní rozsah prací – od návrhu a výroby přes dodávku až po montáž – technologického komplexu pro abrazivní otryskávání, lakování a sušení kovových konstrukcí ve výrobním závodě společnosti působící v oblasti silniční a infrastrukturní výstavby.
O zákazníkovi
Společnost „VK Autostrada“ s.r.o. (Autostrada) patří mezi největší ukrajinské zhotovitele v oblasti silniční a infrastrukturní výstavby. Specializuje se na výstavbu, rekonstrukci a generální opravy dálnic, mostů, nadjezdů a složitých inženýrských staveb. Pracuje s velkorozměrnými kovovými konstrukcemi vlastní i subdodavatelské výroby.
Výrobní základna podniku zahrnuje plochy určené pro výrobu, přípravu povrchu a antikorozní ochranu velkorozměrných kovových prvků, které se používají v silničním a mostním stavitelství. Extrémní provozní podmínky – drsné klima a vysoké mechanické zatížení – kladou velmi vysoké požadavky na kvalitu přípravy povrchu a trvanlivost nátěrových systémů.
V rámci rozšiřování vlastní výrobní infrastruktury společnost Autostrada iniciovala vybudování specializované sekce pro abrazivní otryskávání a lakování, která je schopna zajistit kompletní technologický cyklus zpracování velkorozměrných výrobků při plném dodržení požadavků průmyslové bezpečnosti, ochrany zdraví při práci a stabilní kvality povlaků.
Řešení
Pro zajištění technologických operací abrazivního otryskávání, nanášení nátěrových povlaků a sušení velkorozměrných výrobků společnost TWEKO dodala a instalovala kompletní technologický komplex, který zahrnuje komoru abrazivního otryskávání řady KASO model KASO-20 a lakovací a sušicí kabinu řady IKFS model IKFS-20 KFS.000.00.00-ENERGY „D“.
Technické parametry, složení hlavních uzlů a konfigurace systémů ventilace, ohřevu, osvětlení a elektrického napájení jsou uvedeny níže v souladu s technickou dokumentací zařízení.
Komora abrazivního otryskávání řady KASO vyrobená společností TWEKO – model KASO-20 s vnitřními rozměry kabiny 20 000 × 6 500 × 7 000 mm.
Komora je navržena v průchozím provedení s vjezdovými a výjezdovými vraty na obou koncích kabiny, což umožňuje jednosměrný průchod výrobků komorou v rámci technologického procesu.Komora je dimenzována pro současnou práci dvou pracovišť abrazivního otryskávání a je vybavena ventilačním systémem na bázi filtračně-ventilačních jednotek FVU 30 000 a průmyslovým osvětlením.
Pro bezpečnou práci ve výšce jsou v pracovní zóně instalovány dvě pojízdné pracovní plošiny – jedna na každé straně zóny zpracování – což zajišťuje pohodlný a bezpečný přístup operátorů ke všem povrchům velkorozměrných výrobků.
Komora je vybavena kompletním systémem dopravy a regenerace abraziva, který zahrnuje korečkový elevátor, separátor abraziva, zásobník a mechanizovanou škrabkovou podlahu pro sběr odpadního materiálu z pracovní zóny.
Kabina je konstruována jako kovový rám obložený sendvičovými panely. Součástí konstrukce jsou servisní dveře pro personál a ovládání zařízení probíhá z centrálního ovládacího panelu.
Lakovací a sušicí kabina Lakovací a sušicí kabina řady IKFS vyrobená společností TWEKO – model IKFS-20 s vnitřními rozměry kabiny 19 000 × 6 500 × 7 000 mm a vnějšími rozměry 19 163 × 11 360 × 7 640 mm.
Kabina je navržena v průchozím provedení s sekčními vjezdovými a výjezdovými vraty na obou koncích, což umožňuje průchod výrobků během lakování a sušení.Konstrukce kabiny tvoří kovový rám obložený sendvičovými panely. Uvnitř jsou umístěny prvky průmyslového osvětlení a stropní konstrukce s filtry.
Pro práci ve výšce jsou na obou stranách pracovní zóny instalovány pojízdné pracovní plošiny, které zajišťují bezpečný a pohodlný přístup ke všem povrchům velkorozměrných výrobků.
Ventilační systém je založen na přívodních a odtahových jednotkách s výkonem 26 000 m³/h každá; konfigurace zahrnuje čtyři přívodní a čtyři odtahové jednotky, což zajišťuje potřebnou výměnu vzduchu v pracovním objemu kabiny.
Pracovní teplota uvnitř kabiny během sušení může dosáhnout 80 °C. Osvětlení je dimenzováno na příkon až 3 kW. V konstrukci kabiny jsou použity různé typy filtrů – předfiltry, stropní filtry, kartonové filtry a filtry ze skelných vláken – které zajišťují čištění vzduchu v různých fázích procesu.
Dispozice technologického zařízení.
Komplex tvoří komora abrazivního otryskávání, lakovací a sušicí kabina, ventilační jednotky a pomocné zařízení instalované v rámci jedné výrobní dispozice podle projektové dokumentace.
Rozměry pracovních zón.
Vnitřní rozměry komor KASO-20 a IKFS-20 umožňují zpracování kovových konstrukcí s významnou délkou, výškou a průřezem v souladu s limity uvedenými v technické dokumentaci.
Systém sběru a regenerace abraziva.
Komora abrazivního otryskávání je vybavena mechanizovaným systémem sběru a dopravy odpadního abraziva včetně škrabkové podlahy, korečkového elevátoru, separátoru a zásobníku.
Organizace ventilace a výměny vzduchu.
Komplex zahrnuje filtračně-ventilační jednotky a přívodně-odtahové systémy s výkony odpovídajícími hodnotám v technické dokumentaci zařízení.
Umístění tepelného zařízení.
Tepelné a ventilační moduly lakovací a sušicí kabiny jsou umístěny mimo kabinu v souladu s přijatým konstrukčním řešením.
Přístup a údržba.
Konstrukce kabin zahrnuje servisní dveře, vjezdová vrata, osvětlení a další prvky potřebné pro technologické operace a pravidelnou údržbu zařízení.
Zařízení pro práci ve výšce.
Součástí komplexu jsou pojízdné pracovní plošiny určené pro bezpečné provádění operací abrazivního otryskávání, přípravy a lakování v pracovních zónách kabin.
Řídicí systémy.
Provoz hlavních uzlů kabin a inženýrských systémů je řízen z ovládacích panelů určených konstrukcí zařízení.
Výsledkem realizace projektu je kompletní technologické vybavení umožňující vysoce kvalitní abrazivní otryskávání, lakování a sušení velkorozměrných kovových konstrukcí v rámci vlastní výrobní infrastruktury zákazníka.
Dodaný komplex je tvořen jako integrované technologické řešení zahrnující komoru abrazivního otryskávání, lakovací a sušicí kabinu, ventilační a pomocné systémy a zařízení pro práci ve výšce. Složení, parametry a konfigurace plně odpovídají projektové a provozní dokumentaci.
Závěr
Realizovaný projekt potvrzuje systematický přístup společnosti TWEKO k vytváření komplexních inženýrských řešení pro průmyslové podniky – od návrhu a výroby zařízení až po montáž a bezproblémovou integraci do výrobní infrastruktury zákazníka.
Použitá technická řešení umožnila plně přizpůsobit komplex reálným podmínkám výrobního areálu při splnění všech požadavků na průmyslovou bezpečnost, ochranu zdraví při práci a perspektivy dalšího rozvoje sekce. Koordinovaný provoz technologických a inženýrských systémů zajišťuje stabilitu procesů a předvídatelný výkon zařízení.
Pokud vaše společnost potřebuje individuální řešení pro přípravu povrchu, lakování a sušení velkorozměrných výrobků, tým TWEKO je připraven navrhnout a dodat optimální konfiguraci zařízení přizpůsobenou specifikům vaší výroby a provozním podmínkám.
Technologické vybavení pro přípravu povrchů před lakováním pro dopravní podnik
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Na začátku roku 2023 se na specialisty TWEKO obrátil dopravní podnik s požadavkem na návrh technologického řešení pro přípravu povrchů před lakováním v procesu výroby dopravních prostředků. Po analýze úkolu jsme navrhli optimální řešení, které zahrnovalo instalaci přípravny povrchů a tryskací komory, což bylo zákazníkem schváleno.
Složení projektu
V rámci spolupráce jsme vyvinuli koncepční řešení pro průmyslové čištění povrchů dopravních prostředků s ohledem na potřeby výroby dopravního podniku. Po přípravných pracích na místě zákazníka bylo instalováno:
Systém vzduchovodů přizpůsobený podmínkám výrobní haly.
Montáž provedl profesionální tým vybavený certifikovaným zařízením a nástroji, s plným dodržením norem bezpečnosti práce. Kromě hlavního vybavení jsme navrhli a nainstalovali vzduchovody optimalizované pro daný provoz. Konstrukční oddělení TWEKO vyvinulo linky vzduchovodů při zachování požadovaného průřezu a průtočné kapacity, přičemž montáž byla provedena přesně podle dokumentace a platných standardů ventilačních systémů.
Výsledky spolupráce
Projekt byl dokončen v dohodnutých termínech s plným splněním smluvních závazků. Tryskací zařízení a přípravna povrchů byly uvedeny do provozu a fungují spolehlivě, odpovídajíce stanoveným požadavkům. Zákazník, dopravní podnik, vysoce ocenil kvalitu přípravny a tryskací komory, vyzdvihl profesionalitu týmu TWEKO a doporučil nás jako spolehlivého partnera pro technologická řešení ve výrobě dopravních prostředků.
Technologická řešení pro přípravu povrchů od TWEKO
Pro dopravní podnik TWEKO realizovala komplexní řešení, které zajišťuje vysokou kvalitu přípravy povrchů před lakováním. Naše technologie zvyšují efektivitu výroby, zkracují čas přípravy a zajišťují stabilní kvalitu povlaků.
Tryskací komora KASO. Určena k čištění povrchů od rzi, okují, starých nátěrů a nečistot pomocí abrazivních materiálů (ocelové broky, elektrokorund, skleněné nebo keramické kuličky). Je vybavena automatickým systémem regenerace abraziva a ventilací s prachovým filtrem pro bezpečnou a efektivní práci. Zjistěte více.
Přípravny povrchů série APP. Přípravna APP-H-40 ze série APP Standart zajišťuje průmyslové čištění povrchů díky výkonné ventilaci a filtraci. K dispozici jsou také: APP SPodium pro čisticí práce, APP Flatfloor pro kompaktní umístění, cenově dostupné APP Light-P, APP Light-S a APP Light Flatfloor pro flexibilní integraci.
Hledáte řešení pro přípravu povrchů před lakováním ve výrobě dopravních prostředků? TWEKO nabízí tryskací komory a přípravny pro váš provoz!
Recenze na spolupráci s s.r.o. NPP „Technovagy“
Tryskací kabiny Archives - Techservis WEKO s.r.o.
V roce 2022 se závod na vážicí a dávkovací zařízení „Tekhnovagy“ v rámci plánu technické modernizace rozhodl zakoupit lakovací a sušicí kabinu a tryskací komoru pro úsek přípravy povrchu.
Zlepšit pracovní podmínky a zvýšit efektivitu úseku přípravy povrchu.
Zlepšit kvalitu nanášení nátěrů na hotové výrobky.
Snížit zdravotní a ekologická rizika.
Po důkladné analýze trhu si společnost Tekhnovagy vybrala firmu „Tekhservice VEKO a partner GmbH“ díky jejím mnohaletým zkušenostem s výrobou a implementací moderních lakovacích systémů. V rámci spolupráce byla zakoupena lakovací a sušicí kabina modelu KFS.000.00.00.ENERGY a průchozí tryskací komora s pracovní zónou 8000x5000x4000 mm.
Výsledek
Od podpisu smlouvy bylo zařízení vyrobeno včas a instalováno v souladu se všemi technickými požadavky. Montáž proběhla bez problémů a odborníci TWEKO prokázali vysokou profesionalitu a odpovědnost. Po uvedení zařízení do provozu nedošlo k žádným technickým závadám, což potvrzuje vysokou kvalitu výrobků TWEKO. Pravidelná údržba se provádí včas a zařízení je v provozu již dva roky bez jediného problému. Výrazně zlepšilo efektivitu práce úseku přípravy povrchu, kvalitu nanášení nátěrů a pracovní podmínky zaměstnanců společnosti Tekhnovagy.
Můžeme doporučit společnost Tekhservice VEKO a partner GmbH jako výrobce kvalitního zařízení a spolehlivého partnera.Jurij Mikula, hlavní inženýr, Tekhnovagy
Plánujete nákup lakovací kabiny a tryskací komory? Kontaktujte nás ještě dnes pro cenovou nabídku!
Inženýrské řešení TWEKO pro abrazivní tryskání a lakování komponentů speciální techniky TDC
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Společnost TWEKO realizovala kompletní rozsah prací zahrnující návrh, výrobu a integraci technologického pracoviště pro přípravu povrchů a lakovací-sušící zpracování výrobků speciální techniky pro servisní podnik skupiny TDC.
O klientovi
Společnost „TDC Ukrspetstechnika“ je součástí skupiny společností TDC a působí na trhu od roku 2010. Podnik se specializuje na servisní údržbu, opravy a dodávky náhradních dílů pro speciální techniku používanou v zemědělství, komunálním sektoru, stavebnictví, silničních pracích, těžebním průmyslu a v oblasti manipulační techniky.
Společnost zajišťuje profesionální opravy pohonných jednotek, převodovek a hydraulických systémů předních světových výrobců, včetně motorů WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, JCB, převodovek ZF, CARRARO, DANA-SPICER a hydraulických systémů značek DANFOSS, BOSCH REXROTH, KAWASAKI a dalších.
Rozsáhlá síť poboček ve městech Dnipro, Lvov, Oděsa, Charkov a Chmelnyckyj umožňuje operativní plnění servisních a výrobních úkolů na celém území Ukrajiny.
Zadání a volba dodavatele
V rámci rozvoje servisní infrastruktury vznikla potřeba systémově organizovat technologickou oblast pro přípravu povrchů a lakování výrobků s ohledem na reálné opravárenské procesy, logistiku pohybu dílů a integraci zařízení do stávajících výrobních prostor.
Pro řešení tohoto úkolu byla zvolena společnost TWEKO jako inženýrský dodavatel schopný zajistit komplexní zpracování řešení — od koncepčního a dispozičního návrhu až po přípravu kompletní projektové a technické dokumentace.
Řešení
Odborníci společnosti TWEKO vypracovali komplexní inženýrské řešení pro organizaci technologického pracoviště přípravy povrchů a lakování výrobků v rámci jednoho výrobního komplexu.
Konfigurace zařízení, dispoziční uspořádání prostor a vzájemná vazba inženýrských systémů byly navrženy v souladu se schválenou technologickou koncepcí a logistikou pohybu výrobků.
Komora pro abrazivní tryskání
Prvním stupněm technologické trasy je komora pro abrazivní tryskání řady KASO, model KASO-12, určená pro přípravu povrchů výrobků před následnými opravárenskými a lakovacími operacemi.
Komora se používá k odstraňování koroze, zbytků starých nátěrů a provozních nečistot z ocelových konstrukcí, rámů a komponent různých rozměrů.
Komora je vybavena:
Mechanizovaným systémem sběru a regenerace abraziva s uzavřeným cyklem, který zahrnuje škrabkovou podlahu, korečkový elevátor, vibrační separátor a zásobní bunkr pro opakované použití abraziva.
Filtračně-ventilační jednotkou s kartušovými filtračními prvky a impulsní regenerací pro čištění zaprášeného vzduchu v pracovní zóně.
Systémem organizovaného odvodu zaprášeného vzduchu z pracovní zóny v souladu s požadavky průmyslového větrání.
Vjezdovými vraty pro nakládku výrobků a servisními dveřmi pro obsluhu s bezpečnostními blokovacími prvky.
Vnitřním otěruvzdorným ochranným opláštěním stěn a konstrukčních prvků, navrženým pro intenzivní provoz abrazivního tryskání.
Systémem průmyslového osvětlení přizpůsobeným provozu v podmínkách zvýšené prašnosti.
Automatizovaným ovládacím panelem s kontrolou provozu ventilační jednotky a systému regenerace abraziva.
Mezi komorou pro abrazivní tryskání a lakovacím a sušicím komplexem je navržena větrací přechodová komora, která zajišťuje technologické a vzduchotechnické oddělení jednotlivých fází zpracování.
Přechodová komora plní funkci mezizóny mezi procesy přípravy povrchu a lakování, přičemž omezuje přenos prachu, zbytků abraziva a produktů čištění do následujících technologických pracovišť.
Funkce větrací přechodové komory:
Snížení migrace zaprášeného vzduchu mezi komorami a lokalizace „znečištěné“ zóny v oblasti abrazivního tryskání.
Vyrovnání a stabilizace proudění vzduchu před vstupem výrobků do lakovacího a sušicího komplexu.
Vytvoření kontrolované přechodové zóny pro přesun výrobků bez narušení provozních režimů sousedních komor.
Udržení celkové technologické disciplíny a čistoty vzduchového prostředí v lakovací zóně.
Závěrečnou fází technologické trasy je lakovací a sušicí komora řady IKFS, model IKFS-Z-12, rozdělená na samostatné pracovní zóny a určená pro nanášení nátěrových hmot a následné tepelné zpracování výrobků.
Dispoziční řešení komory umožňuje organizaci lakování a sušení v kontrolovaných podmínkách výměny vzduchu, s možností sekvenčního nebo paralelního zpracování výrobků v závislosti na výrobních požadavcích.
Lakovací a sušicí komplex je vybaven:
Přívodně-odtahovým ventilačním systémem s organizovanou výměnou vzduchu, který zajišťuje rovnoměrné proudění vzduchu v pracovních zónách během lakování a účinný odvod aerosolů nátěrových hmot.
Systémy filtrace přívodního a odváděného vzduchu, určenými ke snížení koncentrace aerosolů a ochraně navazujících výrobních prostor.
Tepelně-ventilačními jednotkami integrovanými do konstrukce komory, které zajišťují ohřev, cirkulaci vzduchu a udržování nastavených sušicích režimů po dokončení lakování.
Automatizovaným řídicím systémem s ovládacím panelem obsluhy, umožňujícím nastavení a kontrolu režimů lakování, sušení, profukování a chlazení, jakož i sledování stavu inženýrských systémů.
Systémy technologických blokování a kontroly, které zabraňují provozu komory při nepřípustných hodnotách teploty, tlaku nebo stavu ventilačních a tepelných jednotek.
Vjezdovými, výjezdovými a mezizónovými vraty, zajišťujícími průchozí logiku pohybu výrobků a utěsnění pracovních zón během technologických operací.
Systémem průmyslového osvětlení pracovních zón, přizpůsobeným podmínkám lakování a dlouhodobému provozu.
Navržené řešení je koncipováno jako jednotný technologický celek s navazující průchozí logikou zpracování, který v rámci sladěného dispozičního uspořádání zařízení propojuje fáze abrazivního tryskání, přechodovou zónu a lakovací a sušicí proces.
Komplex byl navržen s ohledem na rozměry haly, logistiku pohybu výrobků a požadavky na inženýrské sítě, což umožňuje následnou realizaci projektu na pracovišti zákazníka bez nutnosti úprav základních technických řešení.
Technické specifikace komplexu
*Složení a parametry zařízení dle technické a provozní dokumentace
Technologický komplex je navržen jako průchozí systém a zajišťuje postupné provádění operací přípravy povrchu, nanášení nátěrových hmot a sušení výrobků v rámci jednoho výrobního procesu.
Zpracování je rozděleno do samostatných etap s jasnou izolací technologických zón, což umožňuje minimalizovat vzájemné ovlivňování procesů a zajistit opakovatelné podmínky v každé fázi.
V první fázi jsou výrobky dopravovány do komory pro abrazivní tryskání, kde dochází k mechanickému odstranění koroze, starých povlaků a provozních nečistot. Použité abrazivo je shromažďováno, regenerováno a vraceno zpět do pracovního procesu, zatímco prašný vzduch je čištěn ve filtračně-ventilačním systému.
Po tryskání jsou výrobky přesouvány přes ventilační přechodovou komoru (vzduchovou předsíň), která vytváří přechodovou zónu mezi etapami přípravy povrchu a lakování, omezuje přenos prachu a stabilizuje proudění vzduchu.
V závěrečné fázi probíhá v lakovacím a sušicím komplexu nanášení povlaků za kontrolovaných podmínek výměny vzduchu, následované sušením výrobků při stanovených teplotních režimech. Po ukončení sušení systém přechází do režimů profukování a chlazení.
Řízení všech etap je realizováno prostřednictvím jednotného automatizačního systému, který zajišťuje synchronní provoz zařízení a dodržení stanovené technologické posloupnosti.
Výsledek pro zákazníka
V důsledku realizace projektu získala společnost TDC ucelené inženýrské řešení pro organizaci technologické výrobní oblasti přípravy povrchu a lakovací-sušicí úpravy výrobků v rámci servisní výroby.
Navržená konfigurace komplexu zohledňuje reálné provozní podmínky, rozmanitost zpracovávaných objektů a požadavky na logické a návazné uspořádání technologických procesů.
Byl vytvořen přehledný technologický postup s logickou posloupností operací a jasným oddělením funkčních zón.
Rizika negativního vzájemného ovlivňování procesů přípravy povrchu a lakování byla snížena díky správnému zónování výrobní oblasti.
Byly vytvořeny kontrolované podmínky pro nanášení povlaků a sušení výrobků, nezbytné pro stabilní kvalitu výsledku.
Byl připraven kompletní soubor konstrukční a technické dokumentace pro následnou výrobu, montáž a provoz zařízení.
Byly položeny inženýrské základy pro další rozvoj a škálování technologické oblasti podle výrobních potřeb podniku.
Získané řešení umožňuje zákazníkovi systematicky přistupovat k organizaci procesů renovace a lakování výrobků a snižovat technologická rizika ve fázi realizace i provozu technologické oblasti.
Závěr
Projekt pro společnost TDC potvrdil schopnosti společnosti TWEKO v oblasti vývoje komplexních inženýrských řešení pro servisní a opravárenskou výrobu — od analýzy vstupních podmínek a tvorby koncepce až po přípravu kompletní projektové a technické dokumentace.
Navržené řešení kombinuje racionální uspořádání zařízení, koordinovanou logiku technologických procesů a požadavky na inženýrské systémy, čímž vytváří spolehlivý základ pro další realizaci technologické oblasti a její rozvoj v souladu s výrobními úkoly zákazníka.
Systematický přístup k projektování umožňuje minimalizovat rizika ve fázích výroby, montáže a provozu zařízení a zároveň zajišťuje předvídatelnost výsledku ještě před zahájením samotné realizace projektu.
Potřebujete individuální inženýrské řešení pro přípravu povrchu a lakování?
Tým společnosti TWEKO vyvíjí technologická řešení pro abrazivní tryskání a lakovací-sušicí procesy s ohledem na reálné provozní podmínky, výrobní logistiku a požadavky na integraci zařízení do stávajících prostor.
Modernizace lakovacího úseku pro společnost Poltavská vrtná společnost s.r.o.
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Společnost Poltavská vrtná společnost s.r.o., největší soukromá vrtná společnost na Ukrajině, oslovila TWEKO s úkolem modernizace lakovacího úseku za účelem zvýšení efektivity a bezpečnosti zpracování svařovaných ocelových konstrukcí pro vrtné vybavení. Výrobní závod v Poltavě potřeboval inovativní řešení pro nanášení ochranných nátěrů a čištění povrchů, která splňují mezinárodní standardy a ekologické normy, zejména v agresivních podmínkách (slaná voda, plynové kondenzáty).
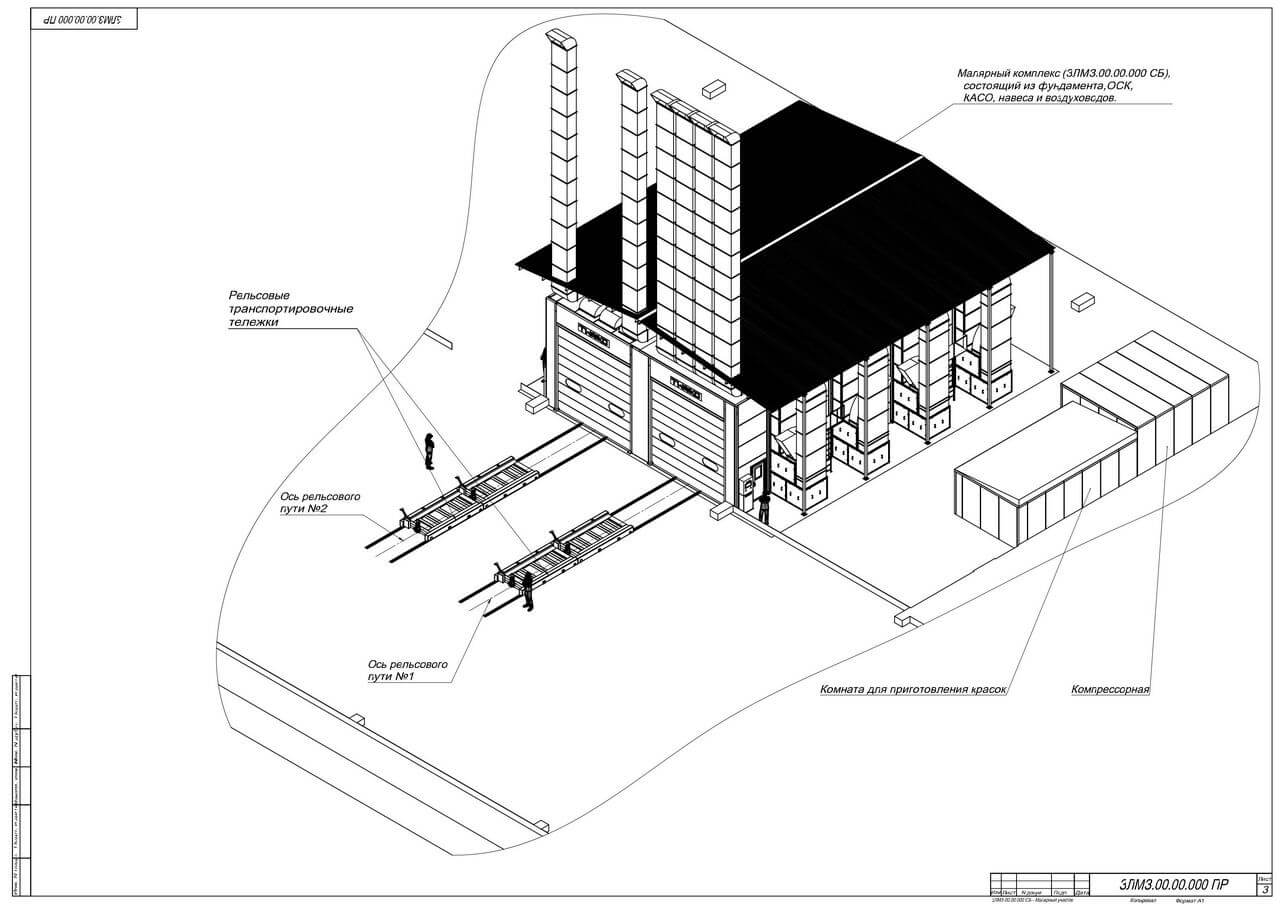
TWEKO navrhlo komplexní řešení: komoru pro abrazivní tryskání řady KASO a lakovací a sušící komoru (KFS) řady IKFS Diagonal. Navzdory logistickým obtížím během válečného stavu v letech 2022–2023 byl projekt úspěšně dokončen: doba zpracování se zkrátila, kvalita nátěrů se zlepšila a pracovní podmínky pro operátory se staly bezpečnými.
O klientovi
Poltavská vrtná společnost s.r.o. je uznávaným lídrem v ukrajinském vrtném průmyslu s dlouholetými zkušenostmi a patří mezi přední operátory v ropném a plynárenském sektoru ve východní Evropě. Specializuje se na vrtání, opravy vrtů a geologické poradenství, přičemž využívá pokročilé technologie, jako je telemetrie LWD a rotačně řízené systémy pro složité podmínky. Její produkty a služby jsou exportovány do Evropy a Asie a výrobní závod v Poltavě je vybaven moderními technologiemi a inženýrskými týmy. Pro zvýšení kvality a životnosti ocelových konstrukcí náchylných ke korozi a ropným usazeninám společnost potřebovala zařízení pro přípravu povrchů na úroveň SA 2.5 (ISO 8501-1) a nanášení ochranných nátěrů o tloušťce 75–125 µm.
Cíle projektu
Poltavská vrtná společnost s.r.o. zadala TWEKO úkol modernizovat lakovací úsek pro zpracování velkorozměrných ocelových konstrukcí vrtného vybavení (až 13 000 × 3 000 × 3 000 mm, hmotnost až 20 000 kg). Cílem bylo vytvořit slepou technologickou linku integrující čištění povrchů na SA 2.5 (ISO 8501-1), nanášení ochranných nátěrů o tloušťce 75–125 µm a sušení při teplotě až 60 °C. Podle technických specifikací musel komplex zajistit automatickou regeneraci abraziva, efektivní filtraci vzduchu, energetickou účinnost (až 50 kW pro čištění, 30 kW + dieselový hořák 310 kW pro KFS) a bezpečnost a ekologičnost výroby. Slepé uspořádání s kolejovým transportem optimalizovalo pohyb dílů v hangáru o rozměrech 40 × 10 × 6 m, minimalizovalo prostoje a zajistilo efektivní pracovní cyklus.
Řešení
TWEKO realizovalo komplexní řešení: komoru pro abrazivní tryskání KASO-15 a lakovací a sušící komoru IKFS-D (model KFS000.00.00-ENERGIE „D“) s pracovní zónou 15 000 × 5 500 × 5 000 mm. Obě systémy byly integrovány do jednotného výrobního cyklu prostřednictvím kolejových vozíků RTK-20-6 (2 kusy, nosnost 20 t, rychlost 0,5–1,5 m/min), které umožňují plynulý přesun dílů mezi komorami. Systém regenerace abraziva (KASO), diagonální ventilace (až 30 000 m³/h v IKFS-D), dieselový hořák (310 kW) a vícestupňová filtrace vytvářejí uzavřený energeticky efektivní cyklus splňující mezinárodní a ekologické standardy. Výroba zařízení proběhla v továrně TWEKO v Kyjevě, dodávka byla realizována postupně podle podmínek DDP (Incoterms 2010). Montáž začala koncem ledna 2023 po přípravě základů a komunikací zákazníkem a byla dokončena v červnu 2023 uvedením do provozu a školením obsluhy (2 operátoři na směnu, práce v OOP, 8hodinový cyklus).
Čištění ocelových konstrukcí od rzi, okují a starých nátěrů na úroveň SA 2.5 podle ISO 8501-1 (produktivita až 15 m²/h, tlak 6 bar).
Automatizovaný systém regenerace ocelových broků G25–G40 v uzavřeném cyklu (škrabkový podlahový systém, dopravník, separátor).
Ventilace s kapacitou 10 000 m³/h, provozní teplota +15…25 °C.
Integrace s kolejovým vozíkem RTK-20-6 (nosnost 20 t, rychlost 0,5–1,5 m/min).
Bezpečnost pro dva operátory: tlačítka „STOP“, ochranné bariéry, maximální spotřeba energie až 50 kW.
Lakovací a sušící komora IKFS-D (model KFS000.00.00-ENERGIE „D“):
Nanášení 1–2 vrstev ochranných nátěrů (epoxidové, epoxid-polyuretanové, suchý zbytek ≤65 %) metodou bezvzduchového stříkání, tloušťka vrstvy 75–125 µm.
Automatizované sušení při teplotě až 60 °C s italským dieselovým hořákem o výkonu 310 kW (spotřeba paliva 8,6–26 kg/h) a diagonálním proudem vzduchu až 30 000 m³/h.
Systém suché filtrace odváděného vzduchu, detektor plynů a automatický hasicí systém s povolením od regulátora.
Provozní teplota +15…25 °C, maximální spotřeba energie až 30 kW.
Bezpečná práce dvou operátorů ve společném hangáru (15 000 × 5 500 × 5 000 mm) s třílistými vraty (3 600 × 4 000 mm).
Technické specifikace
*Parametry komor pro Poltavskou vrtnou společnost s.r.o.
Parametr
KASO
KFS IKFS-D
Rozměry
Vnitřní rozměry
15 000 × 5 500 × 5 000 mm
15 000 × 5 500 × 5 000 mm
Servisní přístup
Hermetická vrata
2 sady, 3 600 × 4 000 mm
2 sady, 3 600 × 4 000 mm
Servisní dveře
Pro personál
Pro personál
Zpracování
Typ
Čištění na SA 2.5
Lakování 75–125 µm
Abrazivo/Nátěr
Ocelové broky G25–G40
Epoxidové, polyuretanové
Systémy
Regenerace
Škrabkový podlahový systém, separátor
Ventilace 30 000 m³/h
Vytápění
Vytápění
Neuplatňuje se
Hořák 310 kW, 60 °C
Ventilace
Ventilace
10 000 m³/h
30 000 m³/h
Maximální spotřeba energie
Maximální spotřeba energie
Až 50 kW
Až 30 kW
Bezpečnost
Systémy
Tlačítka „STOP“
Detektor plynů, požární systém
Komplex zkrátil dobu zpracování dílů, zlepšil kvalitu nátěrů a zajistil bezpečné pracovní podmínky, přičemž optimalizoval náklady na energii i během válečných výzev.
Klíčové komponenty komor pro abrazivní tryskání (KASO) a lakovací a sušící komory (KFS IKFS-D)
*Hlavní komponenty komor pro Poltavskou vrtnou společnost s.r.o.
Komponent
KASO (Abrazivní tryskání)
KFS (Lakovací a sušící IKFS-D)
Komora
Ocelová konstrukce s hermetickými koncovými vraty (2 sady, třílisté, 3 600 × 4 000 mm), servisními dveřmi, osvětlovacím systémem a pryžovým povlakem odolným vůči abrazivu.
Ocelová konstrukce s hermetickými koncovými vraty (2 sady, třílisté, 3 600 × 4 000 mm), servisními dveřmi, osvětlovacím systémem a chemicky odolným ochranným povlakem.
Systém regenerace
Shromažďování, čištění a opětovné použití ocelových broků G25–G40 se škrabkovým podlahovým systémem, dopravníkem, separátorem a zásobníkem.
Automatizovaný systém regenerace vzduchu s ventilátory pro diagonální proud vzduchu (až 30 000 m³/h), filtry a rekuperátorem.
Přívodní a odtahová ventilace s suchou filtrací odváděného vzduchu, kapacita až 30 000 m³/h.
Transportní systém
Integrace s kolejovým vozíkem (model RTK-20-6) s nosností 20 t a lanovým pohonem, vybaveným tlačítky „STOP“, 2 kusy, plus 4 vozíky pro lakýrníky (závěsné plošiny pro operátory v KFS během lakování).
Systém vytápění/sušení
Neuplatňuje se (pouze čištění).
Dieselový hořák (výkon až 310 kW, spotřeba 8,6–26 kg/h) pro sušení při teplotě až 60 °C.
Řídicí systém
Řídicí panel s indikátory stavu a tlačítky nouzového zastavení.
Řídicí panel s regulací lakování a sušení, detektorem plynů a tlačítky nouzového zastavení.
Realizace projektu
Návrh: Návrh komor začal analýzou technických specifikací s ohledem na rozměry (15 000 × 5 500 × 5 000 mm), produktivitu a bezpečnost, s obchodní nabídkou (slepý typ). Dokumentace (základy, elektřina, stlačený vzduch, plyn) byla přizpůsobena hangáru o rozměrech 40 000 × 10 000 × 6 000 mm a předána zákazníkovi v lednu 2023.
Výroba: Výroba komor byla dokončena v továrně TWEKO v Kyjevě s použitím odolných materiálů (korozivzdorná ocel, pneumatické válce) vhodných pro ropné a plynárenské podmínky. Válečný stav v roce 2022 zkomplikoval logistiku, ale termíny byly dodrženy, rok výroby 2023.
Dodávka: Zařízení bylo dodáváno postupně (leden–březen 2023) podle podmínek DDP (Incoterms 2010) do Poltavy v demontovaném stavu pro usnadnění přepravy, včetně 2 kolejových vozíků a 4 vozíků pro lakýrníky.
Montáž: Práce začaly koncem ledna 2023 po přípravě hangáru (základy, koleje, komunikace) zákazníkem. Pod dohledem TWEKO montáž pokračovala do konce června 2023, kdy byla dokončena uvedením do provozu a testováním hermetičnosti, spolu se školením obsluhy.
Školení: Personál absolvoval školení o provozu a bezpečnosti s důrazem na OOP (oblečení, rukavice, přilba) a kontrolu hermetičnosti před provozem podle pokynů.
Princip fungování
Komplex funguje v uzavřeném cyklu, zahrnujícím čištění a lakování povrchů podle technických specifikací. Komora KASO využívá abrazivní tryskací zařízení s ocelovými broky k odstranění nečistot na úroveň SA 2.5, zatímco IKFS-D nanáší 1–2 vrstvy nátěru metodou bezvzduchového stříkání. Díly (až 20 000 kg) jsou přesouvány kolejovým vozíkem (0,5–1,5 m/min), což umožňuje dvěma operátorům zpracovávat složité oblasti. Tlačítka „STOP“ zajišťují bezpečnost. V IKFS-D se nátěry suší při 60 °C s diagonálním proudem vzduchu 30 000 m³/h, zatímco KASO regeneruje abrazivo. Oba systémy filtrují vzduch (10 000 m³/h pro KASO, 30 000 m³/h pro IKFS-D), udržují teplotu +15–25 °C a čistotu, s jednou 8hodinovou směnou.
Údržba, bezpečnost a záruční závazky
Pro zajištění dlouhodobého, bezpečného a stabilního provozu komor společnost TWEKO vyvinula strukturované postupy:
Údržba: Denní prohlídky, kontrola regenerace abraziva (KASO) a ventilace (KFS), týdenní kontrola tlaku vzduchu (6 bar), měsíční hodnocení filtrů, čtvrtletní diagnostika dopravníků/hořáku, pololetní kontrola elektriky.
Bezpečnost: Zákaz otevírání dveří/vrat během provozu, elektrické připojení pouze při vypnutém napájení, povinné používání OOP (oblečení, rukavice, přilba). Tlačítka „STOP“, blokování a zákaz hořlavých materiálů eliminují rizika. Poruchy zastavují zařízení s oznamováním vedoucímu.
Záruka: 12 měsíců od uvedení do provozu (s montáží výrobcem) nebo 15 měsíců od předání podle faktury, za předpokladu dodržení pravidel. Opravy provádí TWEKO, dodávka dílů na náklady zákazníka.
Výsledky
Efektivita: KASO zvyšuje produktivitu čištění na 15 m²/h a IKFS-D umožňuje nanášení nátěrů a sušení při 60 °C, oba s kolejovým transportem pro velké díly, což zkracuje cyklus.
Kvalita zpracování: KASO dosahuje SA 2.5 a IKFS-D zajišťuje nátěry o tloušťce 75–125 µm, chránící před korozí.
Ekologická shoda: Filtrace (10 000 m³/h pro KASO, 30 000 m³/h pro IKFS-D) a regenerace snižují odpad, splňují normy.
Spolehlivost: Konstrukce je navržena pro dlouhodobý provoz se zárukou 12/15 měsíců.
Bezpečnost: Tlačítka „STOP“, detektor plynů a OOP chrání 2 operátory.
Závěr
Komplexní výrobní linka od TWEKO — komora pro abrazivní tryskání KASO, lakovací a sušící komora IKFS Diagonal a kolejové vozíky s tažným navijákem — se ukázala jako optimální řešení pro Poltavskou vrtnou společnost s.r.o. Zajistila vysokou produktivitu čištění a sušení, spolehlivou ochranu nátěrů, bezpečnost operátorů a ekologickou shodu díky systémům regenerace a filtrace. I za obtížných podmínek válečného stavu projekt zkrátil dobu zpracování, snížil náklady na energii a zvýšil životnost vrtných konstrukcí. To potvrdilo odbornost TWEKO při realizaci komplexních řešení podle technických specifikací a smlouvy — od návrhu po uvedení do provozu.
Hledáte řešení pro efektivní přípravu a ochranu ocelových konstrukcí?
Komory pro abrazivní tryskání a lakovací/sušící komory od TWEKO nabízejí osvědčenou kvalitu, energetickou efektivitu a přizpůsobení vašim výrobním potřebám.
Komplex čištění a nátěru pro nákladní vagóny — Akciová společnost „Dniprovagonmash“
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Akciová společnost „Dniprovagonmash“, jeden z lídrů ve výrobě nákladních vagónů ve východní Evropě, se obrátila na společnost LLC „Tekhservis VEKO and Partner GmbH“ (TWEKO) s žádostí o vývoj komplexního zařízení pro úpravu kovových povrchů. Cílem projektu bylo zajistit efektivní přípravu povrchů (odstranění rezavění, šupin a nečistot), kvalitní aplikaci nátěrových povlaku, automatizaci procesů a dodržování vysokých standardů bezpečnosti a životního prostředí. V rámci projektu byl navržen, vyroben, dodán a uveden do provozu komplex, který zahrnuje tryskací komoru řady KASO a nátěrovou a sušicí komoru řady IKFS, přizpůsobené potřebám zákazníka. Tento integrovaný systém zkrátil dobu zpracování železničních vagónů, zlepšil kvalitu přípravy povrchů a nátěrů a zajistil bezpečné pracovní podmínky navzdory výzvám způsobeným vyšší mocí v roce 2022.
O klientovi
Akciová společnost „Dniprovagonmash“ je přední ukrajinský podnik s více než 90 lety historie, který patří mezi největší výrobce nákladního železničního materiálu ve východní Evropě. Závod se specializuje na výrobu a opravy různých typů nákladních vagónů, včetně sklápěčů, plošinových vagónů, obilných násypů, cistern a dalšího železničního materiálu. Produkty společnosti se používají jak na domácím trhu, tak se exportují do zemí Evropy a Asie.
„Dniprovagonmash“ disponuje moderní výrobní základnou, vlastními konstrukčními odděleními a implementuje pokročilé technologie v oblasti strojírenství. Podnik je známý vysokými standardy kvality a spolehlivosti, spolupracuje s předními železničními dopravci a logistickými společnostmi. Pro zajištění stabilní úrovně výroby a souladu s mezinárodními standardy bezpečnosti a ochrany životního prostředí potřeboval zákazník moderní technologické zařízení pro přípravu kovových povrchů před aplikací ochranných nátěrů a následným nátěrem.
Cíle projektu
Vyvinout, vyrobit a dodat komplexní zařízení pro čištění a nátěr, které splňuje následující požadavky:
Vysokoefektivní zpracování velkých kovových výrobků k odstranění rezavění, šupin, starých nátěrů a dalších nečistot.
Automatizace sběru, dopravy a regenerace abrazivního materiálu pro tryskací komoru a automatizace nátěru a sušení s nastavitelnými teplotami a dobou výdrže pro nátěrovou a sušicí komoru.
Filtrace prašného vzduchu a nátěrové mlhy pro vytvoření bezpečných pracovních podmínek v pracovní zóně.
Dodržování technických standardů, včetně klimatického provedení UHL 4 (GOST 15150-69) a třídy zóny B-IIa podle PUE (7. vydání).
Zajištění bezpečnosti obsluhy a trvanlivosti zařízení.
Řešení
TWEKO navrhla, vyrobila a dodala integrovaný komplex pro akciovou společnost „Dniprovagonmash“, který zahrnuje tryskací komoru řady KASO (sériové číslo 176/2022) a nátěrovou a sušicí komoru řady IKFS (sériové číslo 175/2022). Oba systémy byly přizpůsobeny potřebám zákazníka s ohledem na individuální rozměry a komponenty pro zpracování velkých kovových povrchů v průmyslových podmínkách.
Tryskací komora KASO zajišťuje automatizovanou regeneraci abrazivního materiálu, efektivní systém filtrace vzduchu a bezpečnou provozuschopnost. Konstrukce odpovídá klimatickému provedení UHL 4 (GOST 15150-69) a třídě zóny B-IIa podle PUE (vyd. 7).
Nátěrová a sušicí komora IKFS zahrnuje automatizovaný ventilační systém s recirkulací vzduchu, „suchou“ filtraci a výměník tepla pro sušení, rovněž splňující uvedené standardy.
Tento komplex zajišťuje kompletní zpracovatelský cyklus: čištění povrchů od nečistot a aplikaci ochranných nátěrů s následným sušením.
Klíčové komponenty komplexu
Komplex zahrnuje komponenty obou komor integrované pro kontinuální proces čištění a nátěru:
*Komponenty tryskací čištěcí komory a nátěrové-sušicí komory pro akciovou společnost „Dniprovagonmash“
Komponenta
Účel
Tryskací komora
Kovový rám obložený sendvičovými panely tloušťky 80 mm s polyuretanovým ochranným povlakem odolným proti abrazivnímu působení. Hmotnost ≈19 000 kg, vnitřní rozměry 25 000 × 7 000 × 7 000 mm. Konstrukce obsahuje dvě servisní dveře (840 × 1975 mm) a roleta brány (4500 × 5000 mm) pro pohodlný přístup k velkým výrobkům. Komora odpovídá klimatickému provedení UHL 4 (GOST 15150-69) a třídě zóny B-IIa podle PUE (vyd. 7). Vyrobena na bázi tryskací komory řady KASO, která zajišťuje bezpečné a efektivní čištění s regenerací trysku v uzavřeném cyklu.
Sestává z kabiny a ventilační jednotky. Kabina je rámová konstrukce z profilovaných trubek, obložená tepelně izolačními sendvičovými panely s galvanickým povlakem (zinek 275 mg/m², odolnost do 180 °C). Hmotnost ≈35 000 kg, vnitřní rozměry 34 220 × 7 000 × 6 050 mm. Vyposażena sekčními bránami (5500 × 4500 mm). Konstrukce odpovídá klimatickému provedení UHL 4 (GOST 15150-69) a třídě zóny B-IIa podle PUE (vyd. 7). Vyrobena na bázi technologií nátěrové a sušicí komory řady IKFS, přizpůsobené pro efektivní aplikaci nátěrových povlaků a sušení.
Zajišťuje rovnoměrné a bezpečné osvětlení pracovní zóny. Tryskací komora má 144 LED svítidel T8 (1200 mm, 18 W, 6500 K, IP65), vytvářející osvětlení přes 700 lx; nátěrová a sušicí komora používá 304 výbušných LED svítidel (1200 mm, 18 W, 6500 K, IP65) s stropními a nástěnnými jednotkami, zajišťujícími nejméně 600–800 lx v nátěrové zóně. Odpovídá bezpečnostním požadavkům pro zónu B-IIa podle PUE (vyd. 7).
Tříkoodinátový zvedák pro personál a nástroje řady 3PtO poskytuje obsluhám bezpečný přístup k velkým výrobkům pro tryskové čištění v čištěcí komoře a pro aplikaci nátěrových povlaků ve výšce v nátěrové komoře. Nosnost až 500 kg, vybavena pneumatickým systémem s vodícími lištami a brzdovým systémem.
Systém dopravy vzduchu v KASO a KFS zahrnuje vzduchová potrubí různých konfigurací (DVM.02.00.00.101–107 a DVM.01.00.00.101–204, tloušťka plechu 0,7–1,0 mm) pro zajištění efektivního proudění vzduchu ve filtračních-ventilačních jednotkách a ventilační skupině. Celkový počet — 204 kusů (96 pro KASO a 108 pro KFS).
Tryskací komora KASO a nátěrová a sušicí komora IKFS byly navrženy v souladu s technickým zadáním akciové společnosti „Dniprovagonmash“ s ohledem na požadavky na rozměry zpracovávaných výrobků, výkon, energetickou účinnost a bezpečnost. Konstrukce byly realizovány podle klimatického provedení UHL 4 (GOST 15150-69) a požadavků na výbušné zóny třídy B-IIa podle PUE.
Kompletní souprava projektové dokumentace pro obě komory byla vypracována specialisty TWEKO a předána zákazníkovi v papírové i elektronické formě v květnu 2022.
Výroba
Výroba byla dokončena na výrobních závodech TWEKO v únoru 2022:
Komora KASO — sériové číslo 176/2022;
Komora IKFS — sériové číslo 175/2022.
Pro obě komory byly použity komponenty od předních výrobců (ventilátory „Provent“, elektromotory AIR 160 S4, AIR 132M6, AIR 132S6, DS80M4, M90S-4, kazetové a stropní filtry „TechnoFilter“, pneumatické prvky Camozzi, frekvenční měniče INVT apod.), což zajistilo spolehlivost a dlouhou životnost uzlů ventilačních systémů, regenerace filtrů, dopravy abraziva (KASO) a provozních režimů vytápění a sušení (IKFS).
Kvůli vojenským akcím od 24.02.2022 došlo k dočasným přerušením logistiky a částečnému nedostatku některých komponentů, což ovlivnilo dodací lhůty některých položek.
Dodávka
Dodávka zařízení probíhala po etapách v souladu s договором: poprvé v období únor–květen 2022. Velké prvky (rámy, ventilační moduly, sekce TĚNů, škrabací dopravníky, výkovkové elevátory) byly transportovány rozložené; vykládka byla prováděna jeřábem nebo nakladačem s textilními popruhy, drobné komponenty ručně. Zákazník připravil suché a větrané skladovací prostory na svém území.
Další prvky, zejména zvedací a pohybové platformy pro obsluhu, byly expedovány v září 2022.
Montáž
Montážní práce probíhaly po etapách na území zákazníka po dokončení přípravných prací s základy, elektrickým napájením a sítěmi stlačeného vzduchu.
Všechny práce byly prováděny pod dohledem technických specialistů TWEKO s dodržováním požadavků na připojení elektrického napájení (380 V/50 Hz pro hlavní zařízení, 220 V/50 Hz pro osvětlení), uzemnění, stejně jako připojení a nastavení přívodu stlačeného vzduchu (6 bar pro KASO).
Po montáži byly provedeny komplexní štarťové a nastavovací práce: regulace ventilačních režimů, kontrola hermetičnosti kabin, nastavení systémů regenerace filtrů, testování automatických zámků a bezpečnostních signalizací.
Školení a uvedení do provozu
Personál zákazníka absolvoval školení na obsluhu a údržbu obou komor. Školící program zahrnoval:
provozní postupy a denní údržbu;
bezpečnostní pravidla a použití OOPP (pro KASO — ochranný oděv, rukavice, helma s nuceným přívodem vzduchu; pro KFS — ochranné oblečení, rukavice a respirátor při práci s nátěrovými látkami);
Po školení byly provedeny závěrečné zkoušky a oba systémy byly předány zákazníkovi do provozu.
Podmínky vyšší moci
Realizace projektu byla komplikováná vojenskou agresi Ruska proti Ukrajině, která od 24. února 2022 vedla k vyhlášení válečného stavu (potvrzeno TPP Ukrajiny 28.02.2022). To způsobilo zpoždění v logistice, zdražení komponentů a dočasný nedostatek některých zdrojů. Navzdory těmto okolnostem TWEKO zajistila postupné dodávky komponentů, včasné dokončení montáže a plné splnění smluvních závazků vůči akciové společnosti „Dniprovagonmash“.
Princip činnosti
Komplex funguje na integrovaném cyklu čištění a nátěru kovových povrchů v průmyslových podmínkách, zajišťujícím kontinuální přípravu a zpracování výrobků při dodržování požadavků na bezpečnost a environmentální standardy.
Tryskací komora KASO: Operátor pomocí tryskací pistole zpracovává kovové díly ocelovým nebo litinovým tryskem, efektivně odstraňujíc rez, šupiny, zbytky starých povlaků, olej a další nečistoty z povrchů v rámci vnitřního prostoru komory. Proces probíhá za podmínek klimatického provedení UHL 4 (GOST 15150-69), s zajištěním zóny třídy B-IIa (PUE, 7. vydání). Čtyři zvedací a pohybové platformy řady 3PtO, vybavené pneumatickým systémem s vodícími lištami, brzdami a regulací výšky, zajišťují bezpečný přístup ke všem částem výrobků, umožňující pohyb ve třech směrech. Použitý abraziv je sbírán škrabacím dopravníkem, který jej transportuje k výkovkovému elevátoru. Elevátor zvedá abraziv k separátoru, kde prach a nečistoty se oddělují perforovaným sítem s vibračními motory, poté vyčištěný abraziv se akumuluje v kuželovitém zásobníku objemu až 2 m³ pro opakované použití. Prašný vzduch je odváděn čtyřmi filtračně-ventilačními jednotkami (FVU) s výkonem 30 000 m³/h každá, vybavenými kazetovými filtry, které se regenerují impulsním foukáním stlačeným vzduchem (tlak 6 bar, třída ne nižší než 9 podle GOST 17433-80, s vysoušením na tečku rosy -30 °C při vnější montáži). Proces je řízen centrálním ovládacím panelem, vybaveným přepínači napájení, tlačítky „START“ a „STOP“, indikátory provozu FVU, pohonů dopravníků, signalizačními lampami přetížení motorů a přeplnění zásobníku, stejně jako motohodinoměrem a čidly tlaku ve hlavní trubce stlačeného vzduchu, což zajišťuje kontinuální monitorování a rychlou reakci na poruchy.
Nátěrová a sušicí komora KFS: Po čištění jsou výrobky přesunuty do nátěrové komory, kde se nátěrové povlaky aplikují metodou pneumatického ručního stříkání za podmínek klimatického provedení UHL 4 (GOST 15150-69) a zóny třídy B-IIa (PUE, 7. vydání). Vzduch vstupuje přes sací ventil, prochází předčištěcím filtrem (účinnost ≈89 %), výměníkem tepla s trubkovými ohřívači řady TOE a stropním filtrem (akryl, účinnost ≈96,7 %, odolný vůči teplotám až 100–120 °C), čímž se zajišťuje čisté prostředí s udržovaným přetlakem 30–50 Pa. Ventilace je zajištěna šesti přívodními a šesti odtahovými ventilačními jednotkami (výkon ≈18 000 m³/h každá), vybavenými motory (7,5 kW, 1000 ot/min) pro přívod a (5,5 kW, 1000 ot/min) pro odtah, splňujícími požadavky na výbušnou zónu třídy 2/22 (PUE) a DSTU B A.3.2-12:2009. V sušicím režimu komora pracuje ve třífázovém cyklu: vyfukování k odstranění zbytků barvy, sušení s recirkulací přes výměník tepla (maximální teplota ≈90 °C, zajištěná 198 TĚNy) a chlazení, s automatickým vypnutím LED svítidel (18 W, 6500 K) k ochraně před přehřátím. Dodatečnou filtraci výfukového vzduchu zajišťuje podlahový filtr (labyrintový/kartonový/sklovláknitý, účinnost ≈93 %) a výstupní filtr (sklovláknitý TPS-50, účinnost ≈75 %). Pro pohodlný přístup k velkým výrobkům během aplikace povlaků se používají zvedací a pohybové platformy řady 3PtO. Proces je řízen ovládacím panelem s dvoukanálovým termoregulátorem (LU-1 pro nátěr, LU-2 pro sušení), časovačem výdrže (rozsah 0–99 minut), potenciometrem pro regulaci frekvenčního měniče ventilátorů, indikátorem tlaku, světelnými indikátory provozu uzlů, systémem blokování ventilace a ohřívačů při spuštění detektoru plynu (rozsah 5–50 % LEL) a tlačítky „START“/„STOP“ s nouzovým vypnutím, což zaručuje bezpečnost a přesnost operací.
Tento integrovaný přístup minimalizuje ztráty materiálu, udržuje vysokou kvalitu zpracování a zajišťuje bezpečné pracovní podmínky v souladu s normami požární bezpečnosti a environmentálními standardy.
Technické specifikace tryskacích a nátěrových sušicích komor
*Rozměry a parametry tryskacích čištěcích komor (KASO) a nátěrových sušicích (IKFS) pro akciovou společnost „Dniprovagonmash“
Kategorie / parametr
Čištěcí komora
Nátěrová komora
Rozměry a konstrukce
Vnitřní rozměry (D׊×V), mm
25 000 × 7 000 × 7 000
34 220 × 7 000 × 6 050
Vnější rozměry (D׊×V), mm
25 760 × 9 265 × 7 400
34 430 × 11 851 × 9 016
Hmotnost, kg
≈19 000
≈35 000
Brány
Rolové, 4 500 × 5 000 mm
Sekční, 5 500 × 4 500 mm
Servisní dveře
2 ks, 840 × 1 975 mm
–
Rám / obložení
Kovový rám, sendvičové panely 80 mm s vnitřním povlakem odolným proti abrazivu
Kovový rám, tepelně izolační sendvičové panely, stropní a podlahové filtry
Impulsní foukání stlačeným vzduchem přes akumulátor a solenoidové ventily
–
Záruka / životnost
Životnost
Záruka 12 měsíců; prostředky na generální opravu 5 let; normativní doba provozu 10 let
Údržba, bezpečnostní postupy a záruční závazky
Společnost LLC „Tekhservis VEKO and Partner GmbH“ vyvinula postupy pro nepřetržitý provoz komplexu.
Údržba: Pro KASO — denní inspekce, vyprazdňování separátoru a FVU, týdenní kontrola ventilů, měsíční kontrola filtrů, čtvrtletní kontrola dopravníků a ventilátorů, půlroční kontrola elektrických obvodů. Pro IKFS — denní inspekce filtrů, týdenní kontrola ventilátorů, měsíční výměna filtrů, čtvrtletní kontrola výměníku tepla, půlroční kontrola kontaktů.
Bezpečnostní postupy: Zakázáno otevírat dveře/brány během provozu, používat rozpouštědla (KASO) nebo pracovat bez uzemnění (IKFS). Povinné OOPP. KASO vybavena koncovými spínači, IKFS — detektorem plynu.
Záruka: 12 měsíců od uvedení do provozu (za předpokladu montáže pod dohledem výrobce) nebo 15 měsíců od data předání. Nezahrnuje porušení instrukcí. Opravy — zástupci LLC „Tekhservis VEKO“, doprava — na účet výrobce.
Výsledky
Účinnost: Komplex zvýšil produktivitu díky automatizovanému čištění (KASO) a nátěru/sušení (IKFS), zkracuje dobu zpracování.
Kvalita zpracování: KASO zajišťuje důkladné čištění, IKFS — rovnoměrnou aplikaci a sušení povlaků, zlepšuje antikorozní ochranu.
Environmentální bezpečnost: Filtrace prachu (KASO) a nátěrové mlhy (IKFS) odpovídá environmentálním standardům.
Spolehlivost: Životnost 10 let s prostředky na generální opravu 5 let pro obě komory.
Bezpečnost: Bezpečnostní automatizace (KASO) a detektor plynu (IKFS) minimalizují rizika.
Komplexní komory KASO a IKFS pro železniční dopravu od TWEKO
Komplex abrazivního čištění, nátěru a sušení představuje integrované řešení pro čištění kovových povrchů od rezavění a aplikaci ochranných nátěrových povlaků. KASO využívá technologii tryskacího čištění s regenerací abraziva, zatímco IKFS zajišťuje pneumatický nátěr a sušení s recirkulací vzduchu. Oba systémy mají efektivní filtraci, osvětlení (více než 700 lux) a automatizované ovládání. Vyvíjeny individuálně podle technických specifikací. Komplex od LLC „Tekhservis VEKO and Partner GmbH“ se stal klíčovým řešením pro akciovou společnost „Dniprovagonmash“, zajistil vysokou produktivitu, kvalitu čištění a nátěru, bezpečnost a soulad s environmentálními normami. Zařízení odpovídá moderním standardům a podporuje výrobu nákladních vagónů, zkracuje čas a náklady.
Potřebujete komplexní řešení pro čištění a nátěr? Vyberte KASO a IKFS od TWEKO!
Lakovna Zaporizhzhya Foundry and Mechanical Plant
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Malířská část Zaporizhzhia Livarno-Mechanického Zavodu V roce 2018 obdržel oddělení prodeje naší společnosti požadavek na lakovací kabina a komoru pro abrazivní čištění od zástupců společnosti TOV “ZLMZ”. Během jednoletých jednání jsme společně s ZLMZ vytvořili technický úkol a podrobný plán pro výstavbu malířského oddělení jako celku. Pro realizaci tohoto projektu bylo nejprve nutné provést práce na návrhu nové malířské části na podniku, schválit projekt s místními úřady, provést hodnocení vlivu na životní prostředí a přitom dodržovat nejpřísnější pravidla týkající se bezpečnosti práce a požární ochrany.
Dalším krokem po návrhu bylo provedení stavebních a montážních prací – bylo nutné demontovat betonový základ do hloubky 1,5 metru a poté vybudovat základovou desku pro instalaci zařízení s vestavěnými technologickými příkopy pro ventilaci a provoz zařízení, kolejovou cestou pro dopravu výrobků do pracovních zón kamer.
Lakovna je energeticky velmi náročná provozní část. Pro dosažení vysoké produktivity a zajištění bezpečných pracovních podmínek je nutné vytvářet v lakovací komoře obrovský průtok vzduchu – až 100 000 m3/rok. Při tom se vzduch v režimu lakování ohřívá na 35 °C a v režimu sušení na +80 °C. Taková lakovací box s elektrickým ohřevem vzduchu spotřebuje až 500 kWh/h elektrické energie. Kabina pro otryskávání abrazivem spotřebuje až 12 m3/min, 8 atm stlačeného vzduchu a 50 kWh elektrické energie za hodinu. Celková spotřeba energie lakovnou dosahuje 700 kWh/h. Pro zajištění takového objemu energie bylo nutné vybudovat samostatné vedení vysokého napětí z trafostanice o délce 240 metrů. To bylo také součástí prací, které naše společnost provedla v rámci realizace tohoto projektu.
Lakovací a sušicí box a kabiny pro otryskávání abrazivem jsou umístěny mimo hlavní výrobní prostory a jsou k nim připojeny čelní stěnou s vraty. Obě komory mají vnitřní rozměry 16180 x 6000 x 5500 mm a v kombinaci s kolejovými vozíky umožňují efektivní zpracování výrobků s rozměry až 15 x 4 x 5 metrů a hmotností až 20 tun! Obě komory vynikají energetickou účinností, protože jsou hermeticky uzavřené a vyrobeny ze sendvičových panelů s nehořlavou výplní z minerální vlny o tloušťce 100 mm. Lakovací komora má tři řady hermetických energeticky účinných LED svítidel, které zajišťují osvětlení uvnitř kabiny minimálně 800 luxů, což umožňuje optimální nanášení nátěrových hmot na různé typy výrobků.
Sada zvedacích a pojezdových plošin zabudovaných v lakovací komoře umožňuje operátorům rychlý pohyb uvnitř komory a zpracování výrobků vysokých až 6 metrů. Plošiny se pohybují ve třech směrech – po celé délce podél stěn komory, po celé výšce komory a také od stěny do vzdálenosti až 1500 mm. Plošiny jsou poháněny stlačeným vzduchem, což je činí nevýbušné a umožňuje jejich použití v prostředí lakovací komory.
Kabina pro otryskávání abrazivem (KAŠO) má systém pro automatický sběr a regeneraci abrazivního materiálu a odpadu. Systém sběru a přepravy tvoří podlahová škrabka s pěti podélnými a jednou příčnou linií, které synchronizovanými posuvnými pohyby dopravují abrazivo do jímky elevátoru. Elevátor poté zvedne abrazivo do výšky až 7 metrů, odkud je dopraveno do bubnového separátoru. V separátoru se abrazivo prosévá a čistí od velkých nečistot a jemný prach se odvádí potrubím pro odvod prachu do filtrační jednotky. Po projití separátorem se abrazivo automaticky plní do zásobníku, do kterého je integrován tryskací aparát. Komora pro otryskávání abrazivem tak zajišťuje plně automatický sběr, regeneraci a opětovné použití abrazivního materiálu – uzavřený cyklus. Za zajištění bezpečných a komfortních pracovních podmínek v KAŠO zodpovídá systém odsávání prachu, který tvoří dvě vysoce účinné filtračně-ventilační jednotky FVU-18. Tyto jednotky rychle odvádějí znečištěnou plynnou směs z komory, filtrují ji a vypouštějí do atmosféry.
Kompresorová stanice je tvořena vysoce výkonným šroubovým kompresorem Remeza ВК120 s výkonem až 16 000 litrů za minutu při tlaku 8 atmosfér. Součástí stanice je také efektivní sušička vzduchu s mrazicím cyklem a 4 tlakové nádoby na stlačený vzduch o objemu 1 000 litrů každá.
Dodané vybavení:
Bezvzduchové stříkací zařízení Wiwa Airless 140032 RS / F Phoe,
Tryskací zařízení CLEMCO SCWB – 2452, 200 l s kompletní sadou ochranného oblečení a osobních ochranných pomůcek pro obsluhu.
Lakovna je vybavena systémem automatického hašení práškem, požární signalizací a napojením na místní hasičský sbor, čímž je zajištěna maximální úroveň požární bezpečnosti.
Výroba zařízení pravděpodobně nebyla nejsložitější částí realizace tohoto projektu. Mnohem náročnější bylo správně zadat technické specifikace, provést projektování a konstrukční vývoj, koordinovat všechny procesy a fáze realizace: výstavbu, pokládku inženýrských sítí a požární bezpečnost. Při tom bylo nutné dodržovat nejpřísnější pravidla BOZP platná v podnicích TOZ ZLMZ a PJSC Zaporizhstal a v celém holdingu Metinvest. Dále bylo nutné najít spolehlivé dodavatele, koordinovat a organizovat jejich práci a vše naplánovat a dodržet harmonogram.
Tento projekt poskytl naší společnosti neocenitelné zkušenosti s realizací komplexního a náročného objektu, a to pro jeden z největších podniků na Ukrajině – holding Metinvest! Realizace takového projektu znovu potvrzuje schopnosti naší společnosti vytvářet a implementovat ty nejsložitější technologické komplexy pro lakovny pro jakéhokoli, i toho nejnáročnějšího zákazníka.
Chcete si koupit lakovací a sušicí komplex? Zjistěte cenu ještě dnes!
Farbařské a tryskací kabiny pro Azovtechgas
Tryskací kabiny Archives - Techservis WEKO s.r.o.
Koncem února 2020 jsme obdrželi žádost o komplexní vybavení zahrnující farbařskou a tryskací kabinu pro kovové konstrukce. Výrobní základna objednatele se nachází v Mariupolu v Doněcké oblasti. Díky šťastné náhodě byli naši specialisté nedaleko, ve městě Záporoží, a rychle zareagovali na obdrženou žádost a vyrazili k objednateli na místo.
Objednatelem byla společnost s ručením omezeným „Azovtechgas“, která se zabývá dodávkou technických plynů, plynových směsí a svařovacího zařízení a také prováděním stavebních a montážních prací v různých oblastech průmyslové výstavby. Maximální rozměr výrobků, které se budou v kabinách zpracovávat, je 12x3x3m. Tryskací a farbařské kabiny umožní zvýšit kvalitu lakování všech kovových výrobků vyráběných společností.
Lakovací kabina má dva hlavní pracovní režimy – malování a sušení, s teplotními režimy 18-24°C a 20-70°C. Kabina je průchozí, s vnitřními rozměry 15x5x5m a dvěma sadami sekčních vrat s automatickým pohonem na koncových stěnách. Vzduch je ohříván pomocí tří výkonných plynových hořáků, každý o výkonu až 350 kW, a výměníků tepla z nerezové oceli, které byly speciálně navrženy a vyrobeny naší společností pro farbařské kabiny. Osvětlení v kabině zajišťují dva boční a dva stropní řady vysoce účinných čtyřlampových LED svítidel, přičemž úroveň osvětlení uvnitř kabiny není menší než 900 luxů.
Azovtechgas
Hlavní zvláštností této kabiny je její možnost zónového provozu. Tři samostatné termoventilační skříně ve spojení se speciálně vyvinutým automatizačním a kontrolním systémem umožňují zapínat a provozovat každou zónu nezávisle na ostatních. Kabina má tedy tři zóny o rozměrech 5x5x5m, a při lakování menších výrobků mohou operátoři kabiny používat pouze jednu nebo dvě zóny. Systémy automatizace a kontroly v tomto provedení jsou třikrát větší, dražší a složitější než obvykle, ale díky tomu se provozní náklady na elektřinu a zemní plyn výrazně snižují.
Tryskaci kabina má vnitřní rozměry obdobné jako farbařská kabina – 15x5x5m. Kabina má hermetickou komoru, která je vytvořena jako montovaná ocelová konstrukce se sendvičovými panely. Komora je z vnitřní strany pokryta elastickým měkkým materiálem, který chrání ocelové konstrukce kabiny před poškozením odrážejícím se abrazivem. Kabina je osvětlena dvěma řadami stropních čtyřlampových LED svítidel, umístěných pod úhlem 45°, chráněných proti možným mechanickým poškozením odraženým abrazivem. Kabina rychle a efektivně čistí znečištěný vzduch, který vzniká při čištění, pomocí filtrační a ventilační jednotky FVU-30. FVU-30 je jedním z modelů filtračních a ventilačních jednotek vyvinutých naší společností, s kapacitou 30000 m³/h, 30 válcovými prachovými filtry a systémem automatického čištění filtrů.
Tryskací box je vybavena systémy automatického sběru a regenerace abrazivního materiálu, odstraňování prachu a nečistot. V základech kabiny jsou vytvořeny speciální jímky, zakryté ocelovými mřížemi. Do těchto jímek se při čištění sype abrazivo a nečistoty. V průběhu práce jsou automaticky shromažďovány a vedeny do jímky korečkového dopravníku. Korečkový dopravník je poháněn spolehlivými elektromotory, které zajišťují dlouhou a nepřetržitou práci celého systému. Poté se abrazivo dostane do jímky korečkového dopravníku a je vedeno k regeneračnímu zařízení – vibračnímu separátoru. Vibrační separátor automaticky rozděluje materiál na tři části: nečistoty a znečištění se odvádějí do sběrné nádoby, prach se odvádí do filtrační a ventilační jednotky a abrazivo, vhodné pro opětovné použití, se automaticky vrací zpět do tryskacího zařízení. Tím se v tryskací kabině vytváří uzavřený cyklus pohybu abraziva, přičemž sběr a regenerace abraziva se provádí v plně automatickém režimu. Všechny části a uzly tryskací kabiny – FVU, škrabací podlaha, korečkový dopravník, vibrační separátor – jsou vyvinuty naší společností speciálně pro použití v tryskacích kabinách, vyrábějí se na naší výrobní základně v Kyjevě a mají zvýšenou úroveň spolehlivosti a efektivní ochranu proti poškození.
Plánujete koupit Lakovací a tryskací box? Zjistěte cenu, kontaktujte nás ještě dnes!


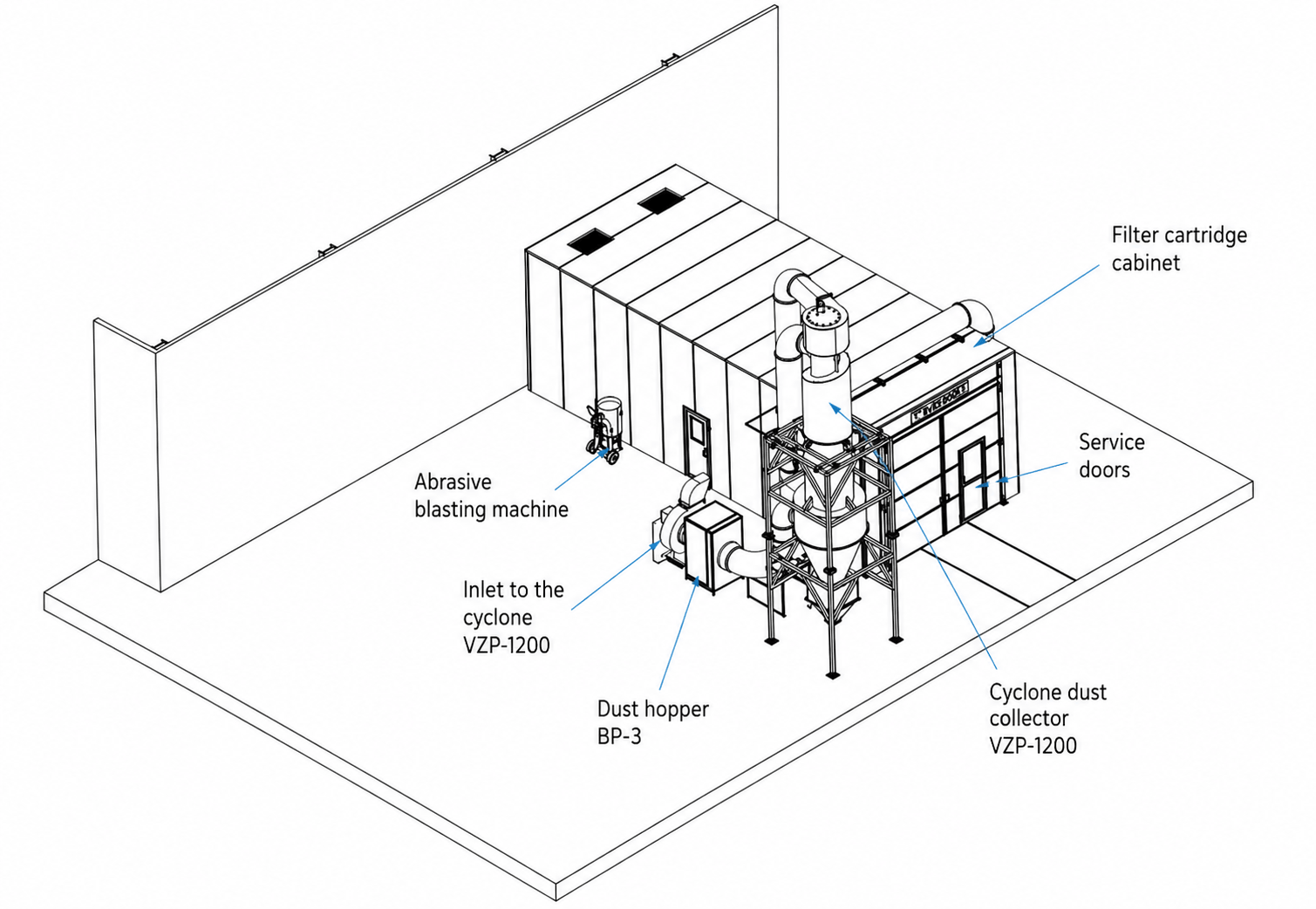
![kaso_2026-04-10_13-52-12_2[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/kaso_2026-04-10_13-52-12_21.jpg)
![kaso_2026-04-10_13-52-12[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/kaso_2026-04-10_13-52-121.jpg)
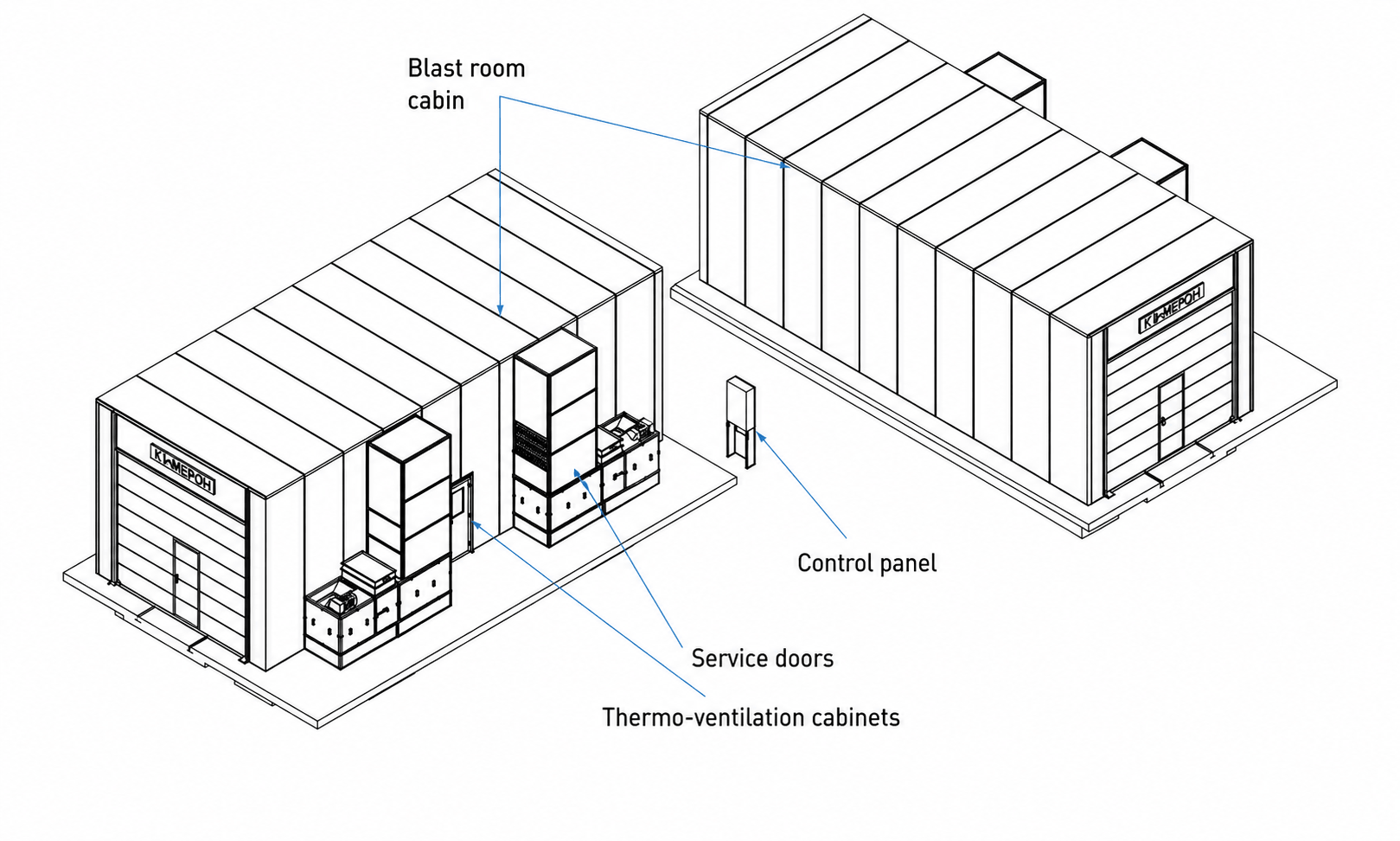
![ikfs_2026-04-10_13-52-13[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/ikfs_2026-04-10_13-52-131.jpg)
![ikfs_2026-04-10_13-52-12[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/04/ikfs_2026-04-10_13-52-121.jpg)
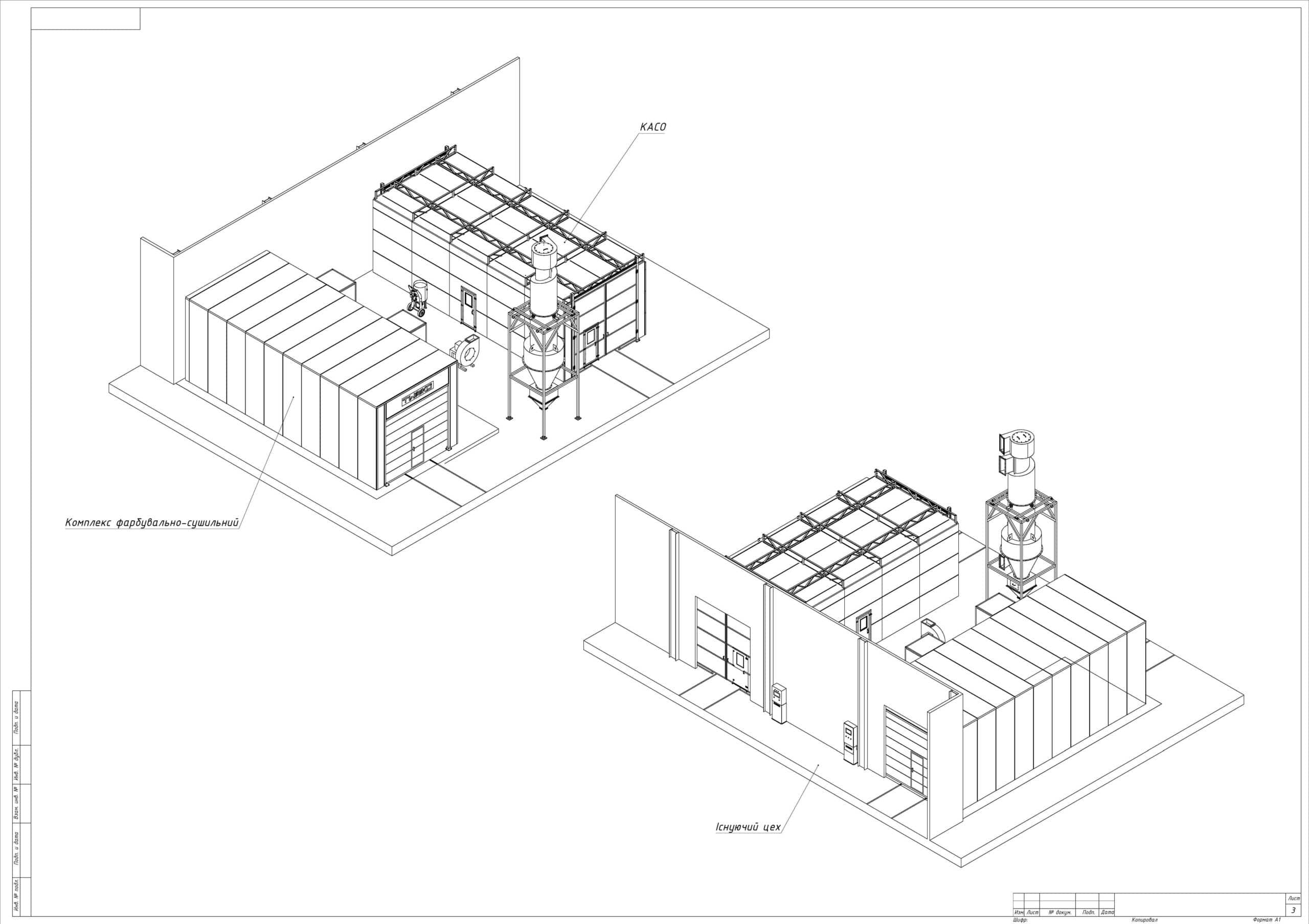
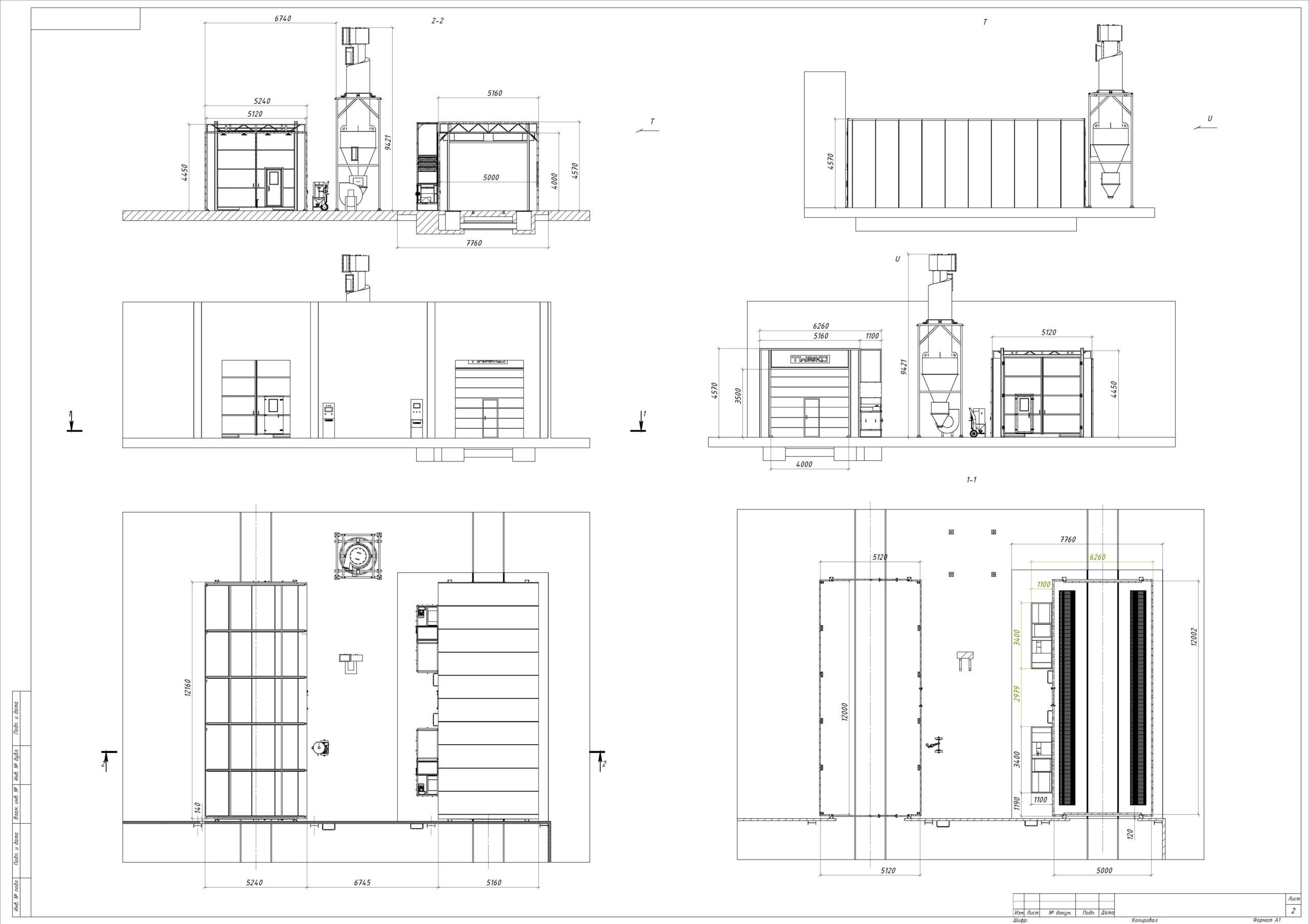






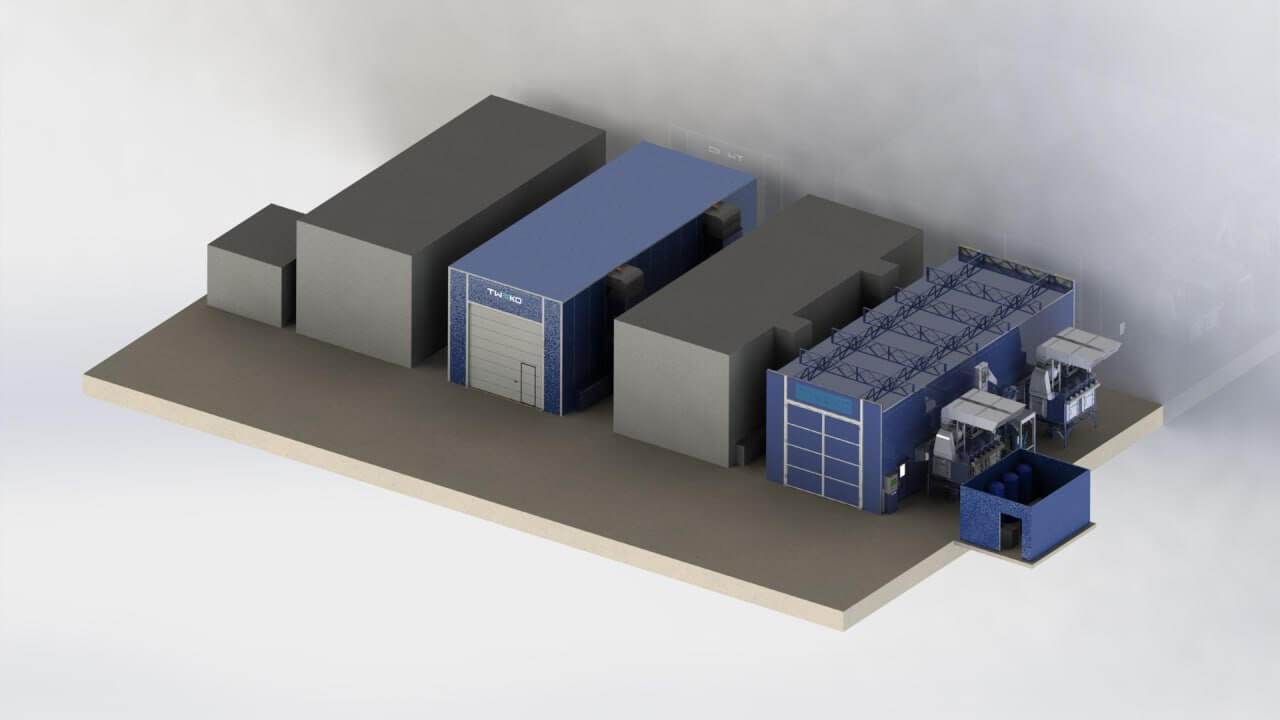
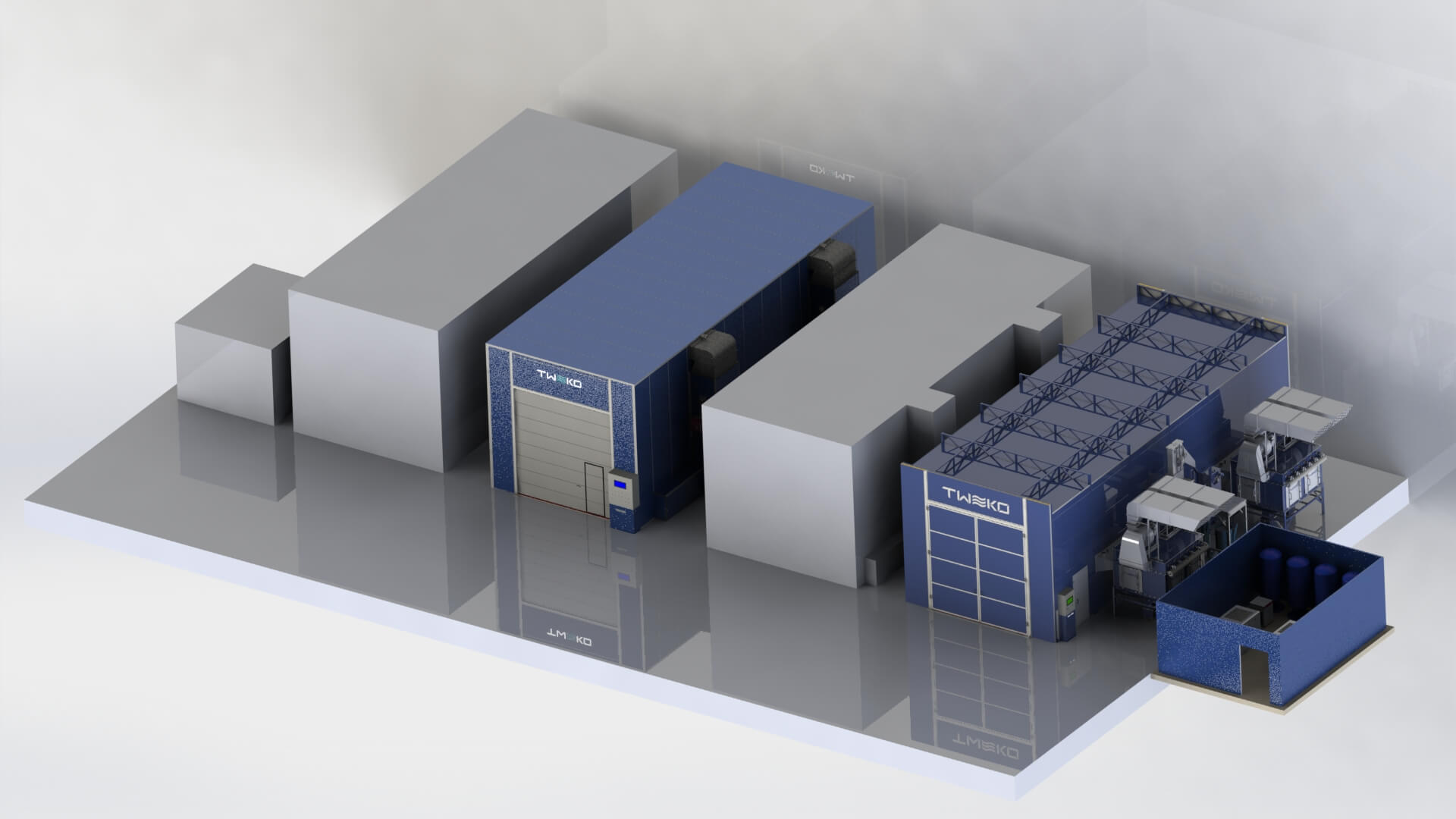

![ubr-03.-v-04[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-041.jpg)
![ubr-03.-v-01[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-011.jpg)
![ubr-03.-v-08[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-081.jpg)
![ubr-03.-v-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-03.-v-071.jpg)

![ubr-02-04[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-041.jpg)
![ubr-02-01[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-011.jpg)
![ubr-02-06[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-061.jpg)
![ubr-02-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/12/ubr-02-071.jpg)
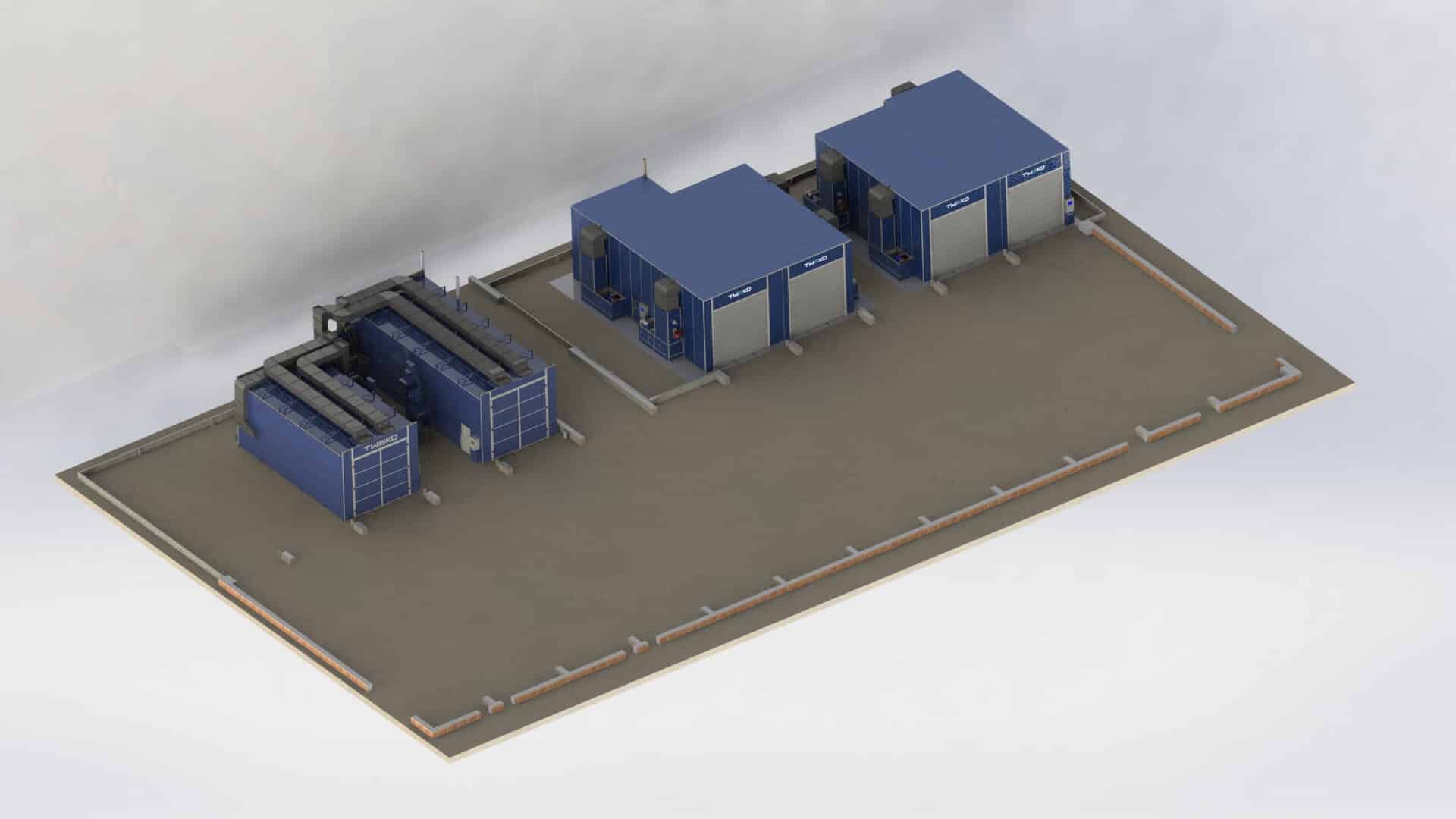
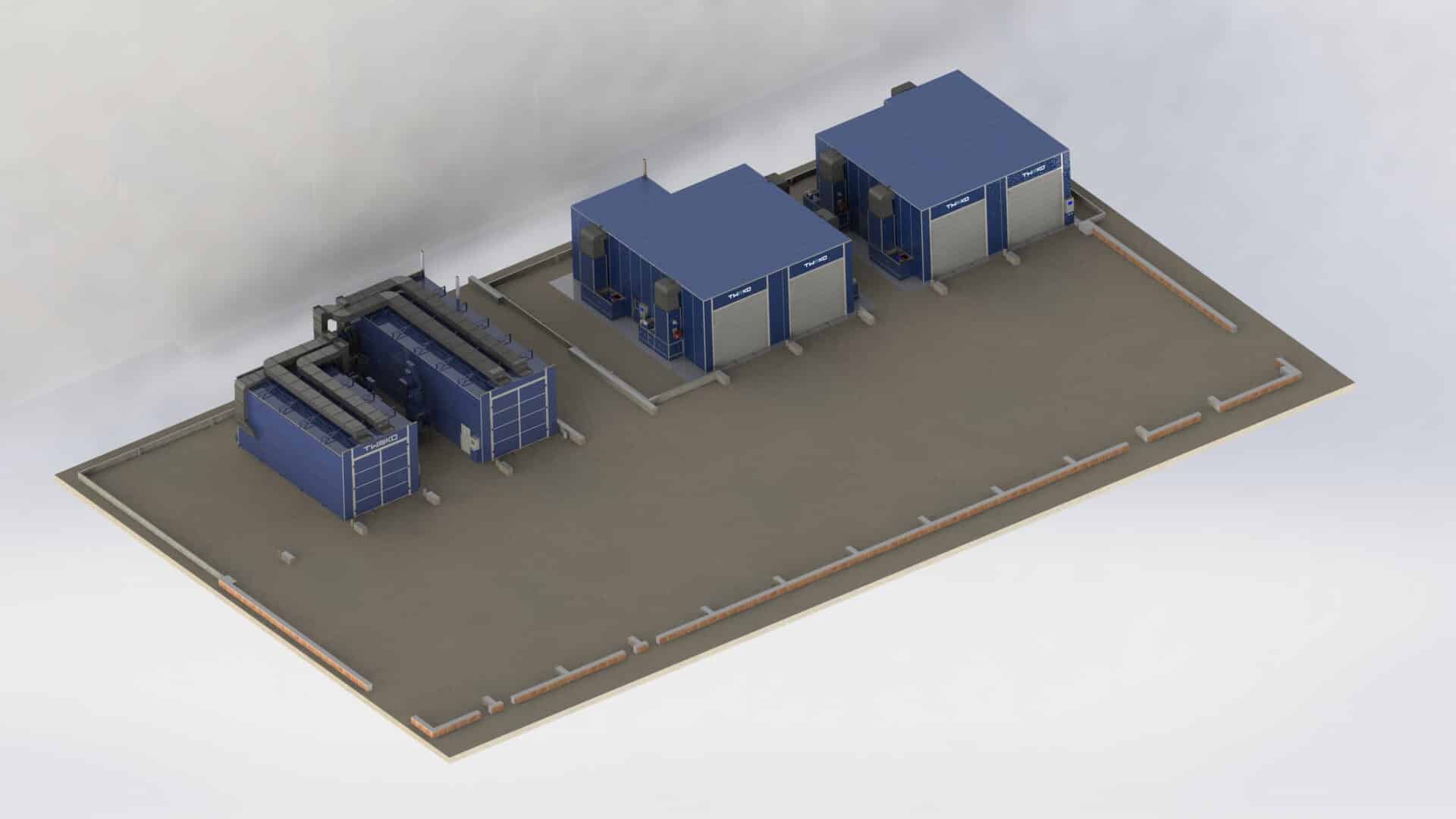
 Konstrukčně jsou komory řešeny jako ocelové rámové kabiny s vnitřním otěruvzdorným obložením, navržené pro provoz při intenzivním abrazivním zatížení. Dispozice umožňuje snadný servisní přístup a bezpečné zpracování rozměrných výrobků v rámci výrobního toku.Sběr použitého abraziva z pracovní zóny zajišťuje mechanizovaná škrabková podlaha, která kontinuálně dopravuje materiál do navazujících technologických uzlů bez zásahu obsluhy.
Konstrukčně jsou komory řešeny jako ocelové rámové kabiny s vnitřním otěruvzdorným obložením, navržené pro provoz při intenzivním abrazivním zatížení. Dispozice umožňuje snadný servisní přístup a bezpečné zpracování rozměrných výrobků v rámci výrobního toku.Sběr použitého abraziva z pracovní zóny zajišťuje mechanizovaná škrabková podlaha, která kontinuálně dopravuje materiál do navazujících technologických uzlů bez zásahu obsluhy.





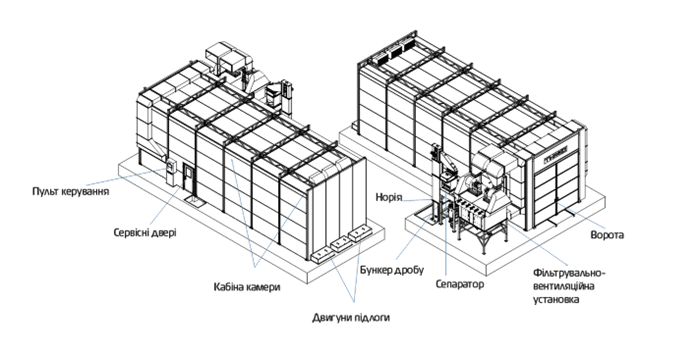
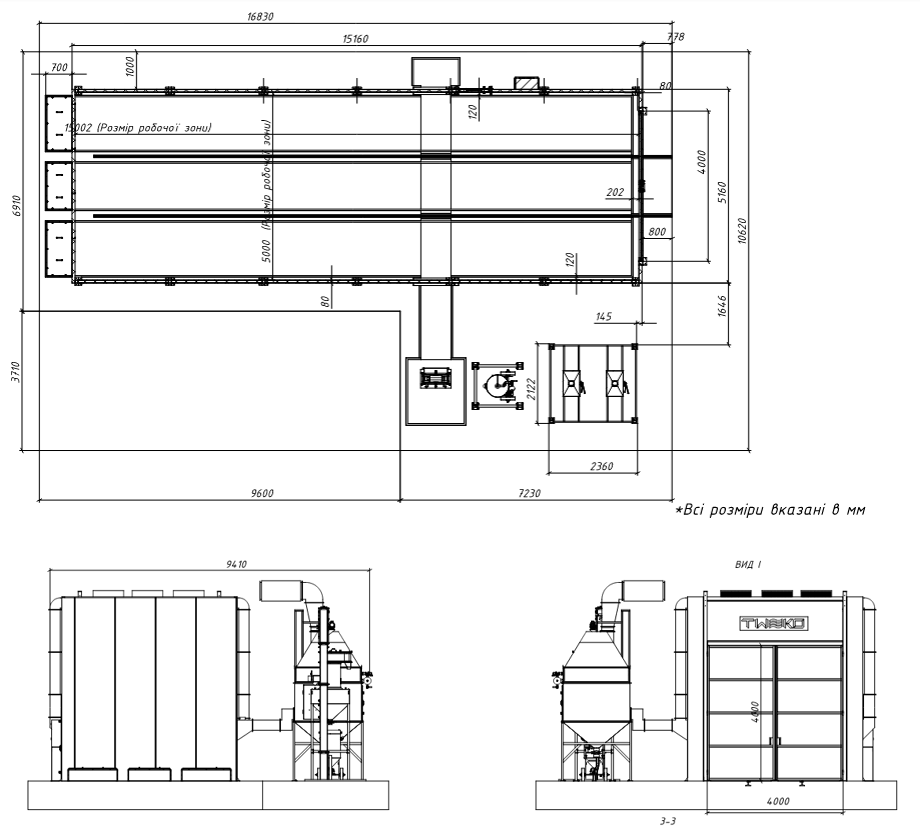
![sks-14_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-14_kaso1.jpg)
![sks-15_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-15_kaso1.jpg)
![sks-16_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-16_kaso1.jpg)
![sks-18_kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-18_kaso1.jpg)

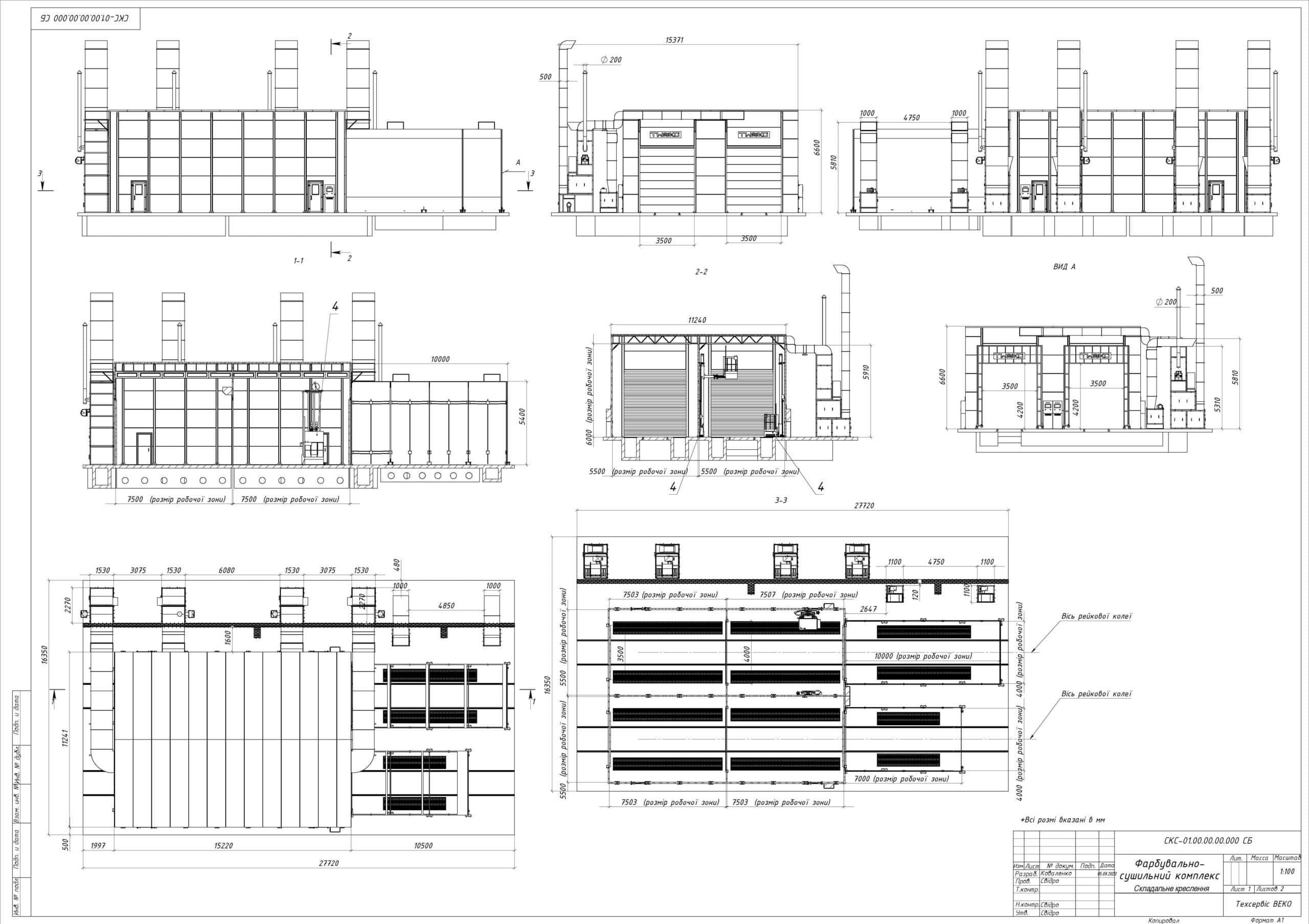
![sks-08_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-08_ikfs1.jpg)
![sks-07_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-07_ikfs1.jpg)
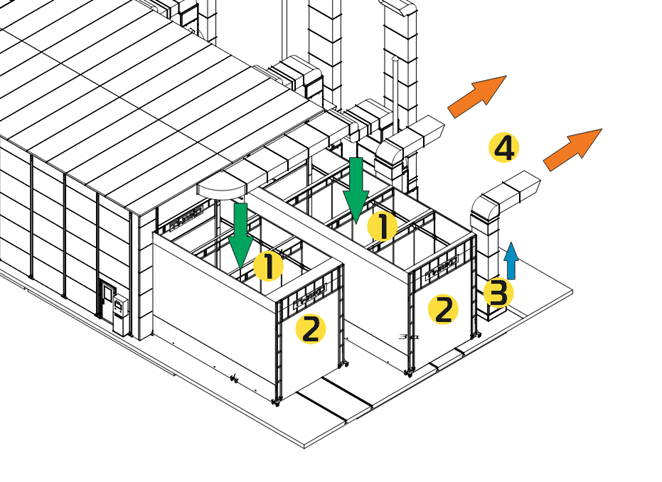
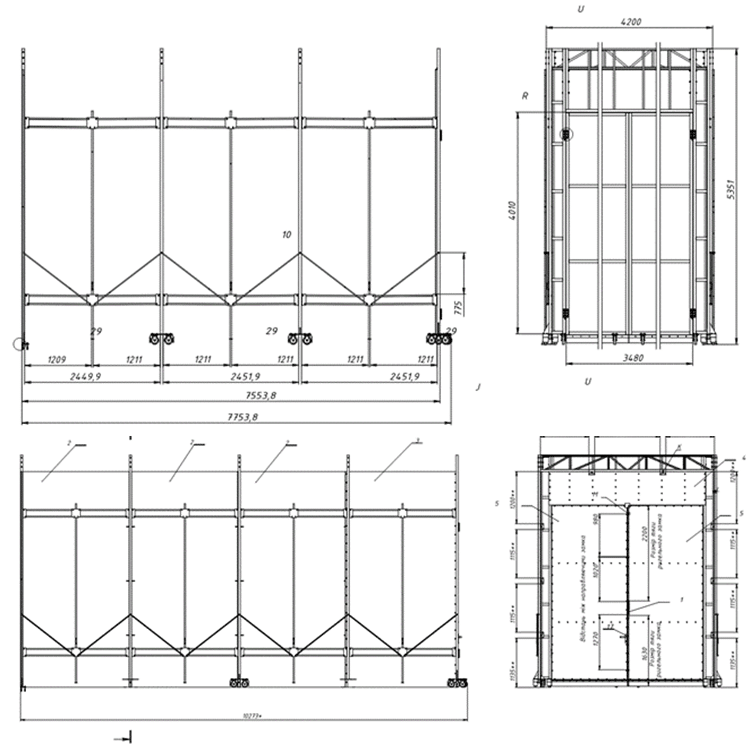
![sks-06a_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-06a_ikfs1.jpg)
![sks-06ab_ikfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/04/sks-06ab_ikfs1.jpg)
















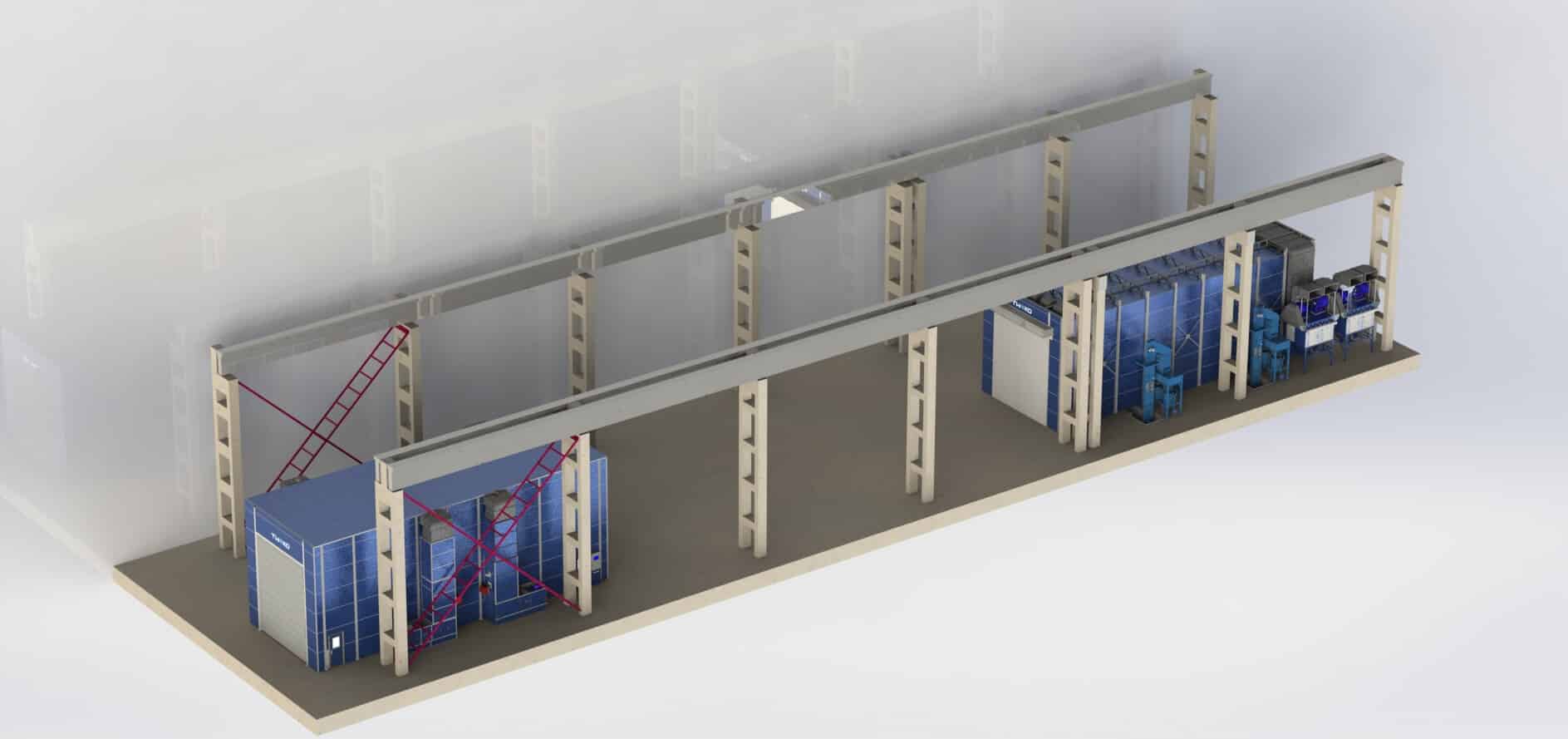
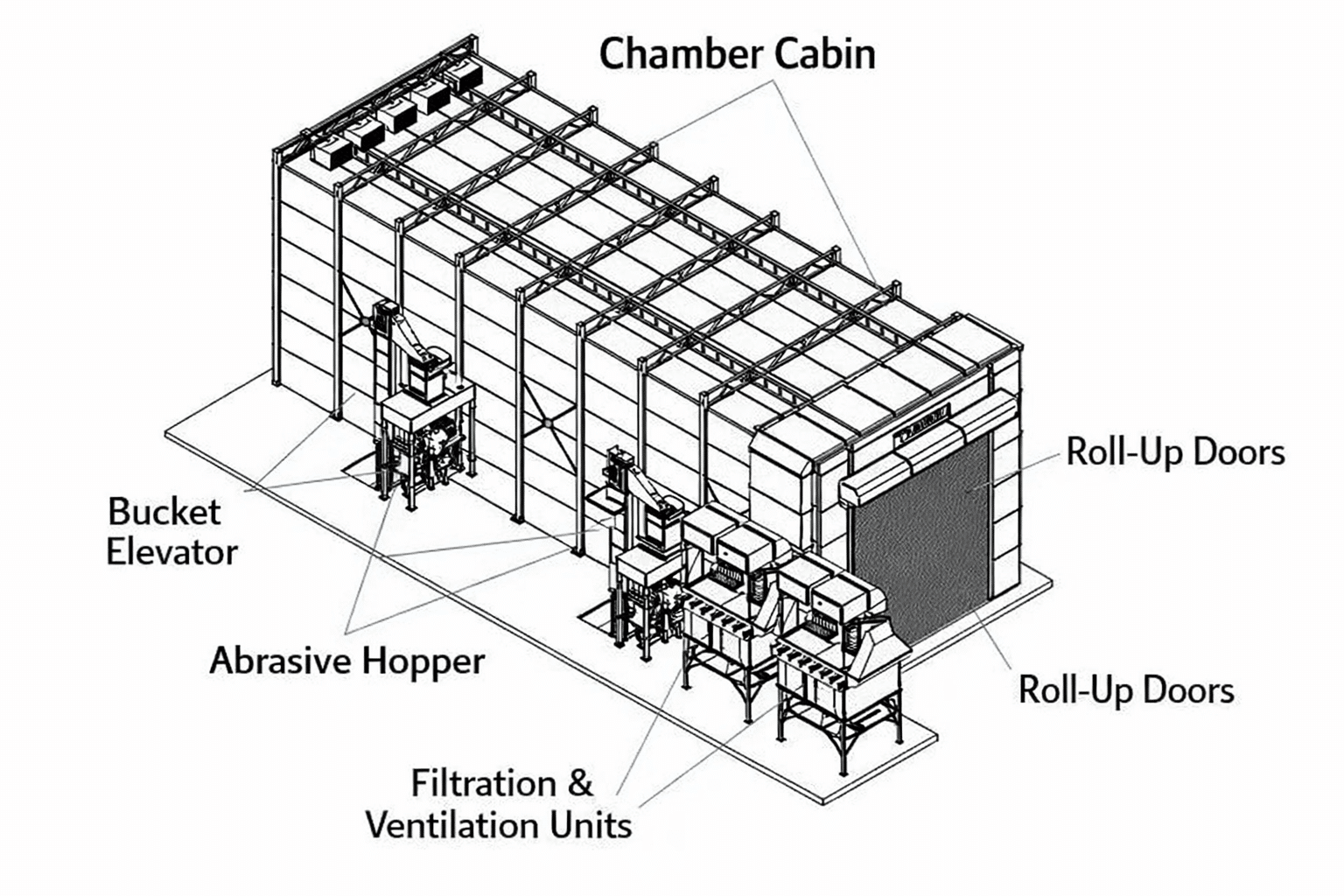
![modul-shkrebkovogo-transportera[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/modul-shkrebkovogo-transportera1.jpg)
![kovshovij-transporter-noriya[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/kovshovij-transporter-noriya1.png)
![bunker-drobu[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/bunker-drobu1.png)
![filtruvalna-ventilyaczijna-ustanovka-fvu[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/filtruvalna-ventilyaczijna-ustanovka-fvu1.png)
![avts-10-kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-10-kaso1.jpg)
![avts-11-kaso[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-11-kaso1.jpg)
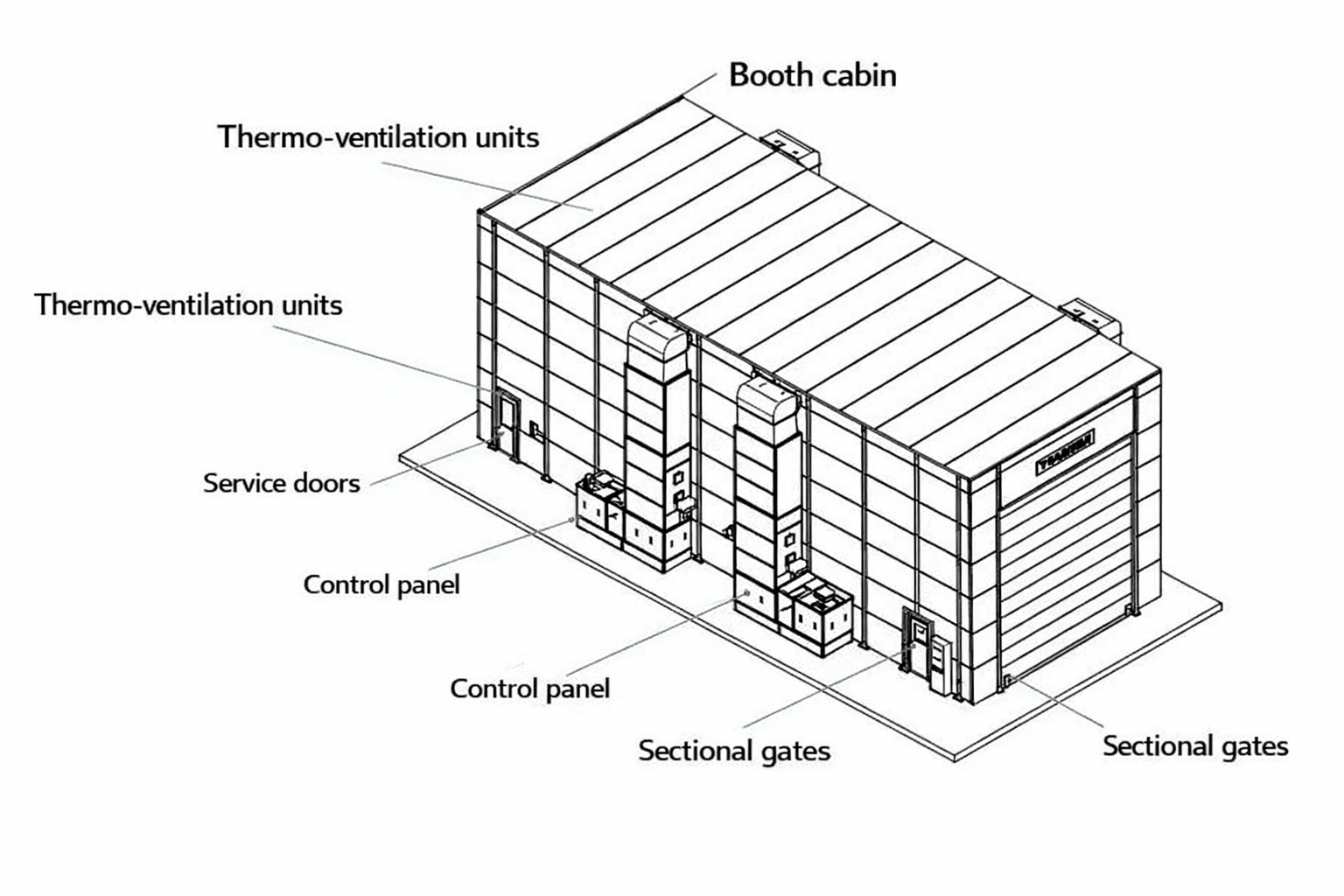
![avts-13-kfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-13-kfs1.jpg)
![avts-12-kfs[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-12-kfs1.jpg)
![avts-01-20[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-201.jpg)
![avts-01-10[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-101.jpg)
![avts-01-1[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-11.jpg)
![avts-01-1-1[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/avts-01-1-11.jpg)







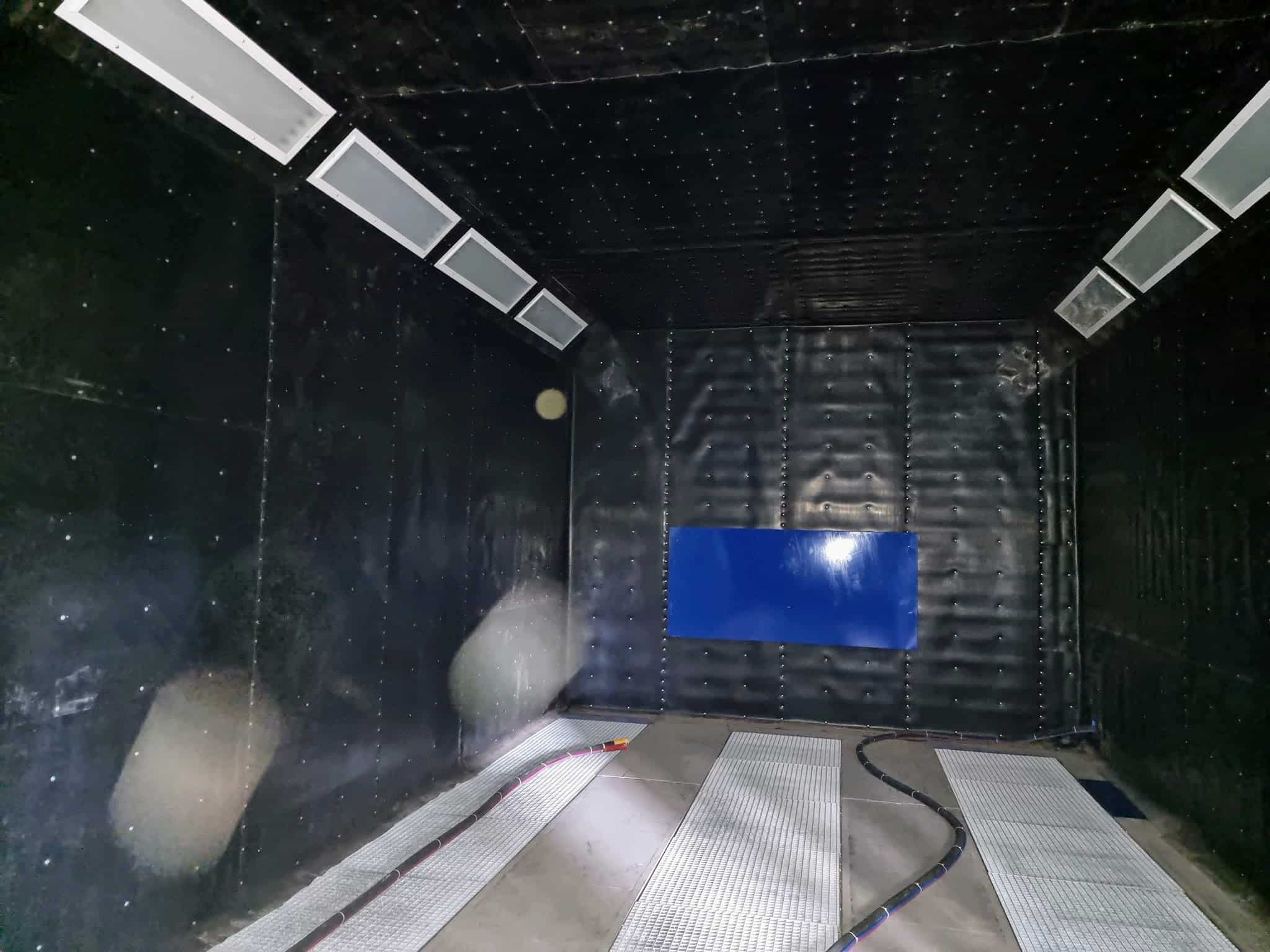














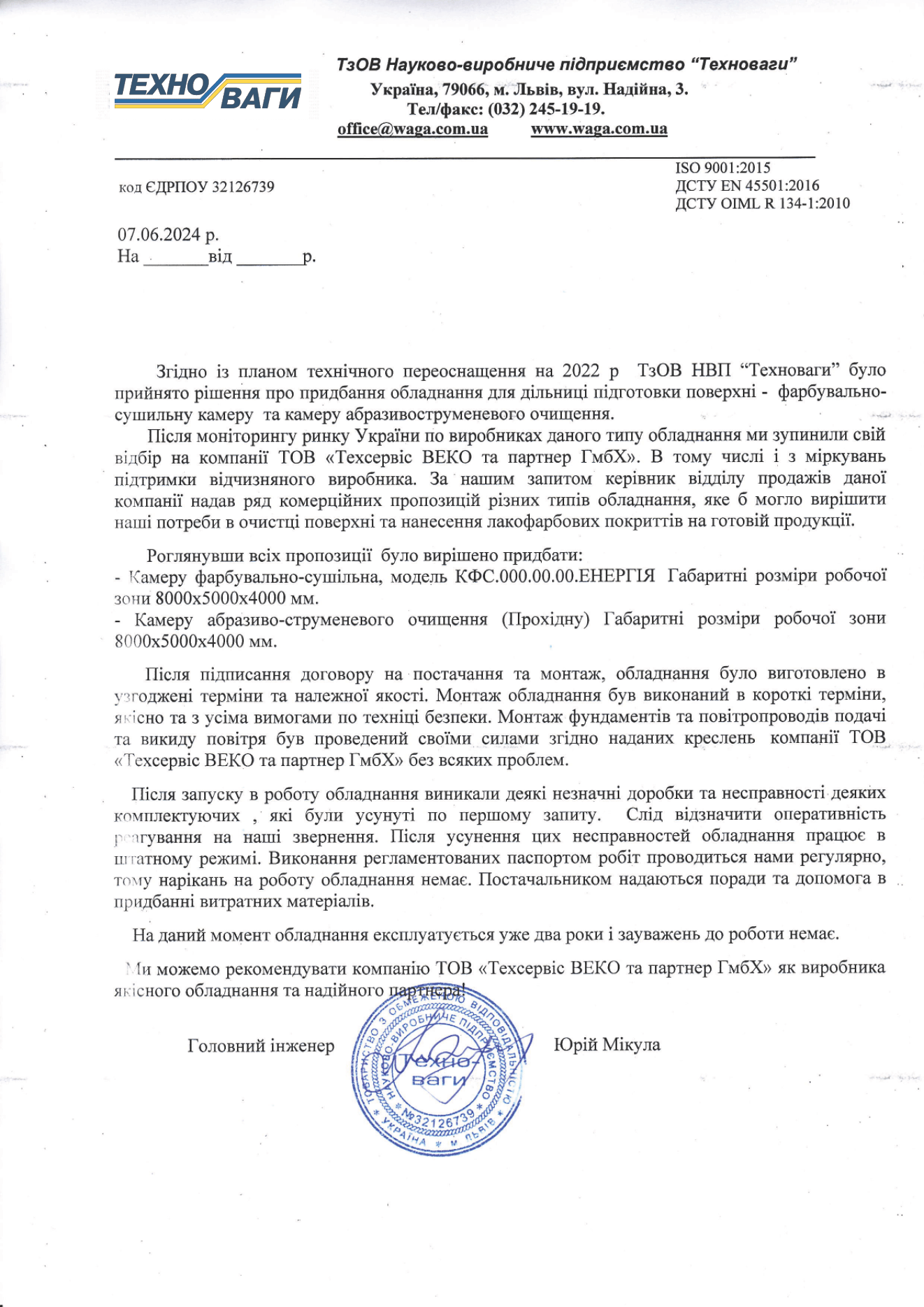

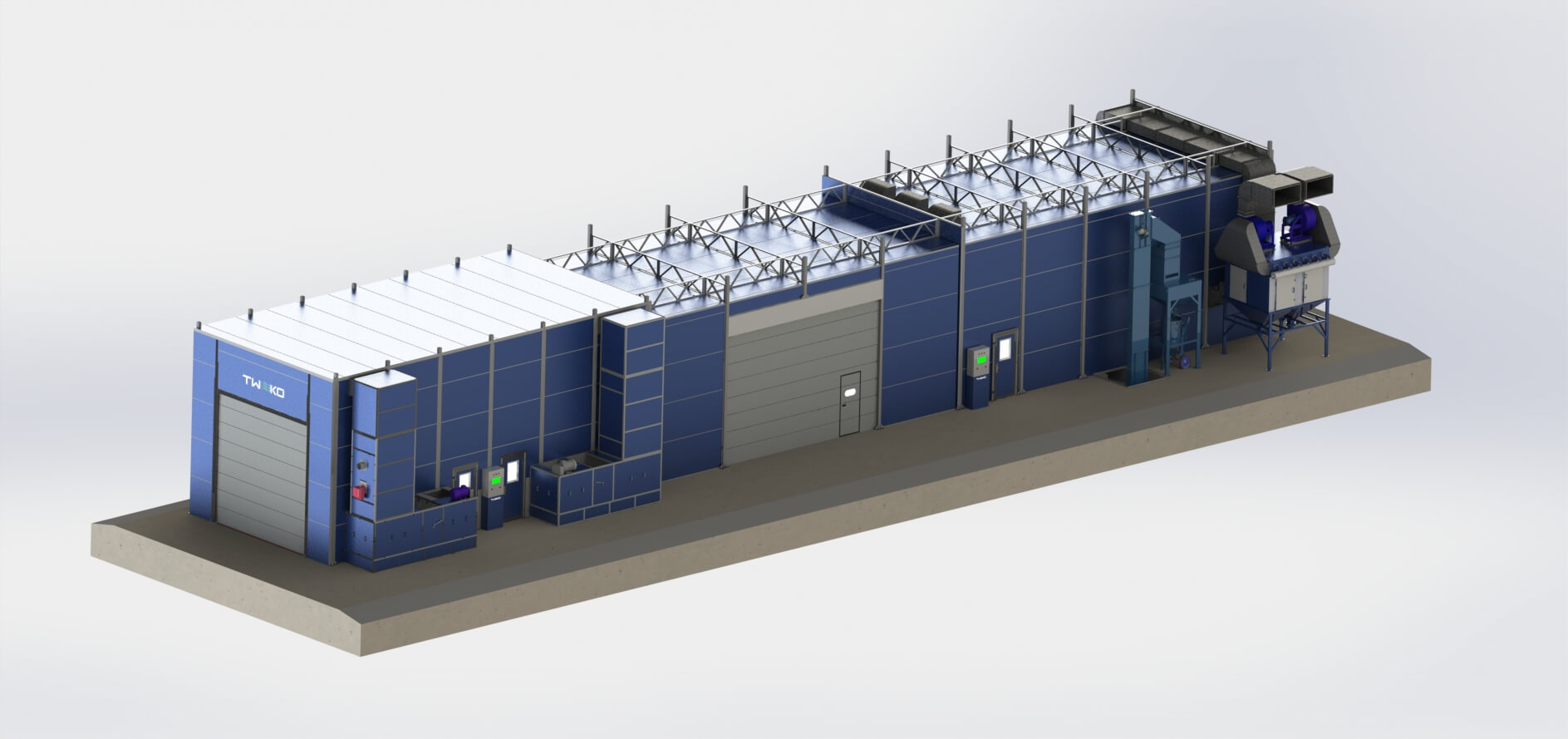
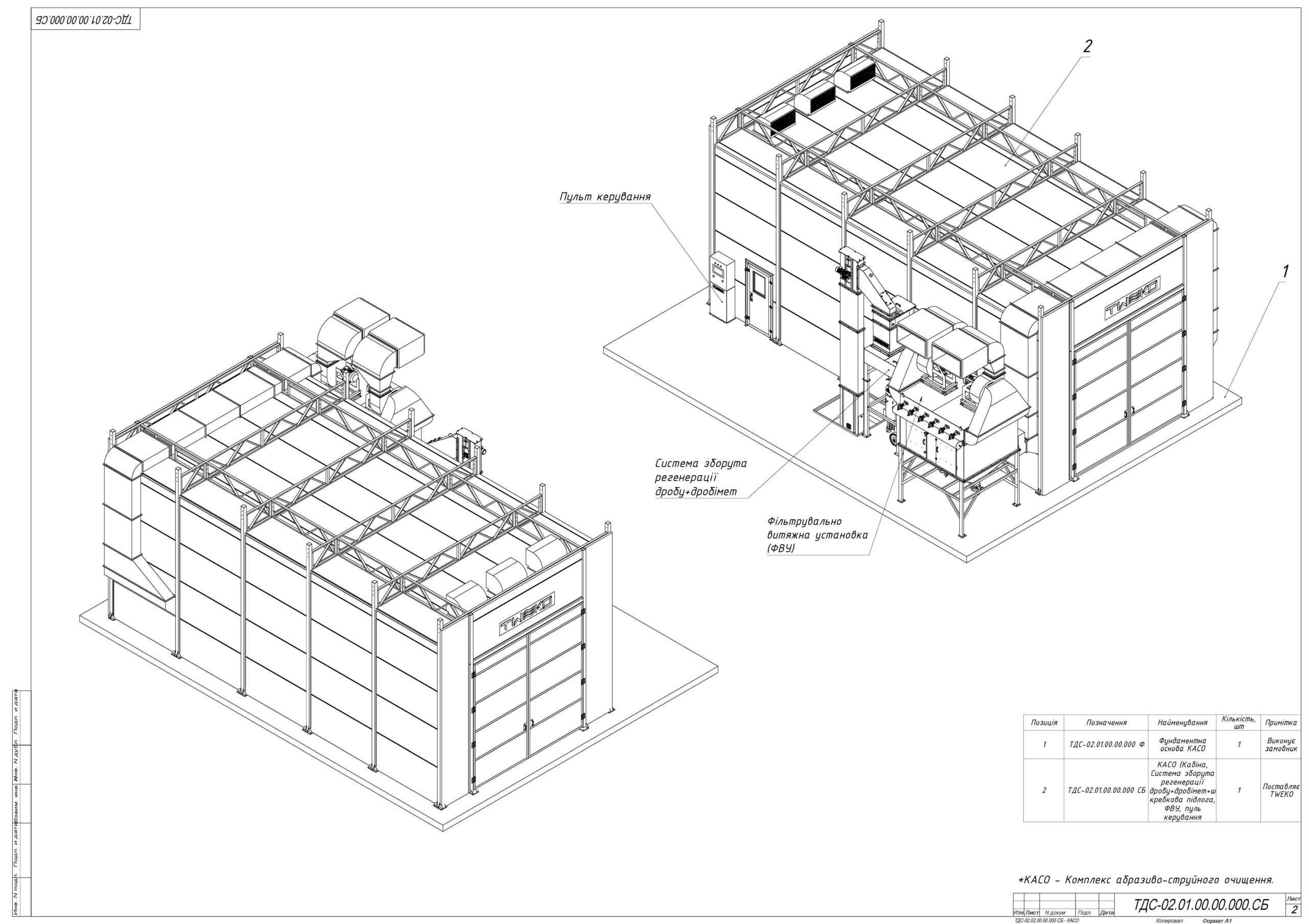
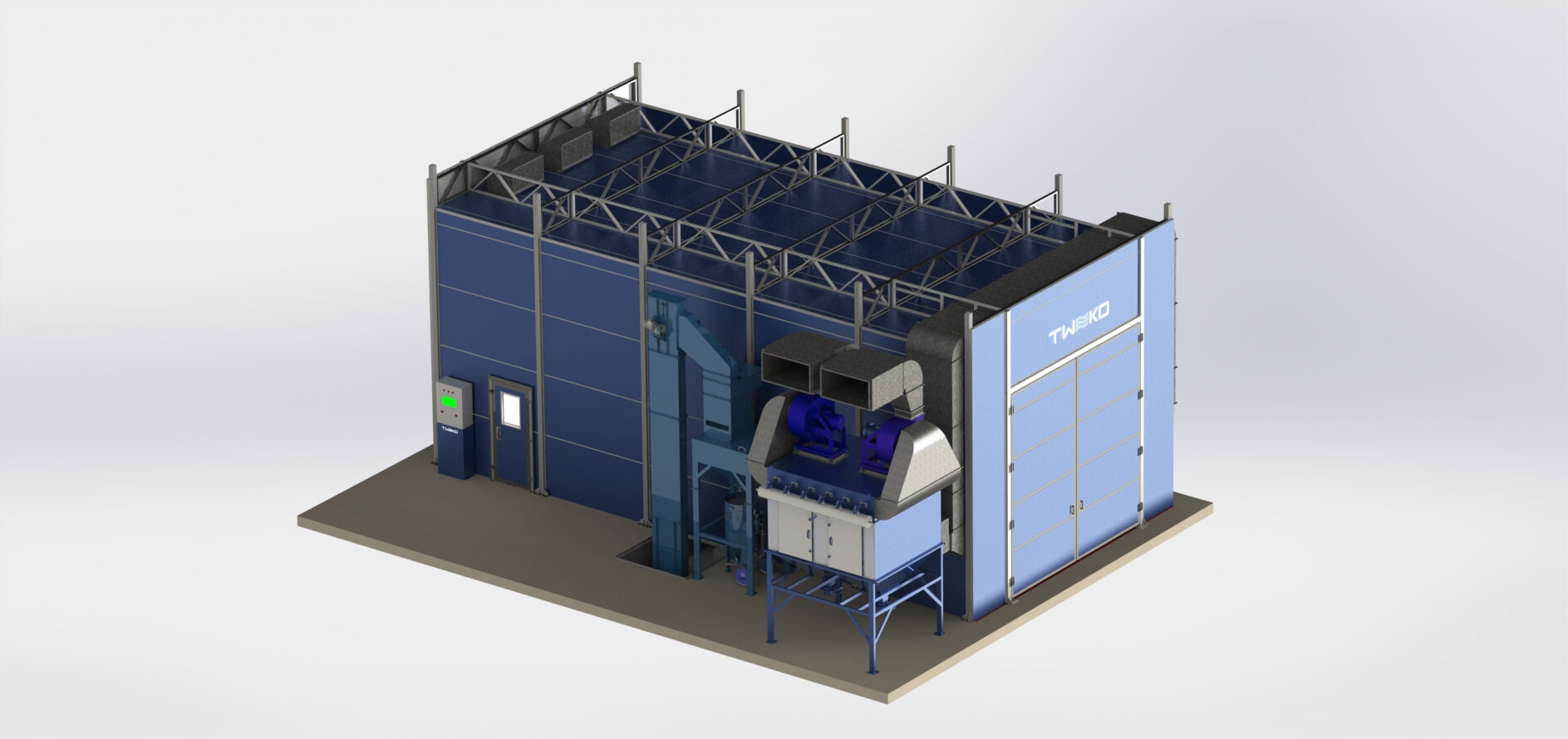
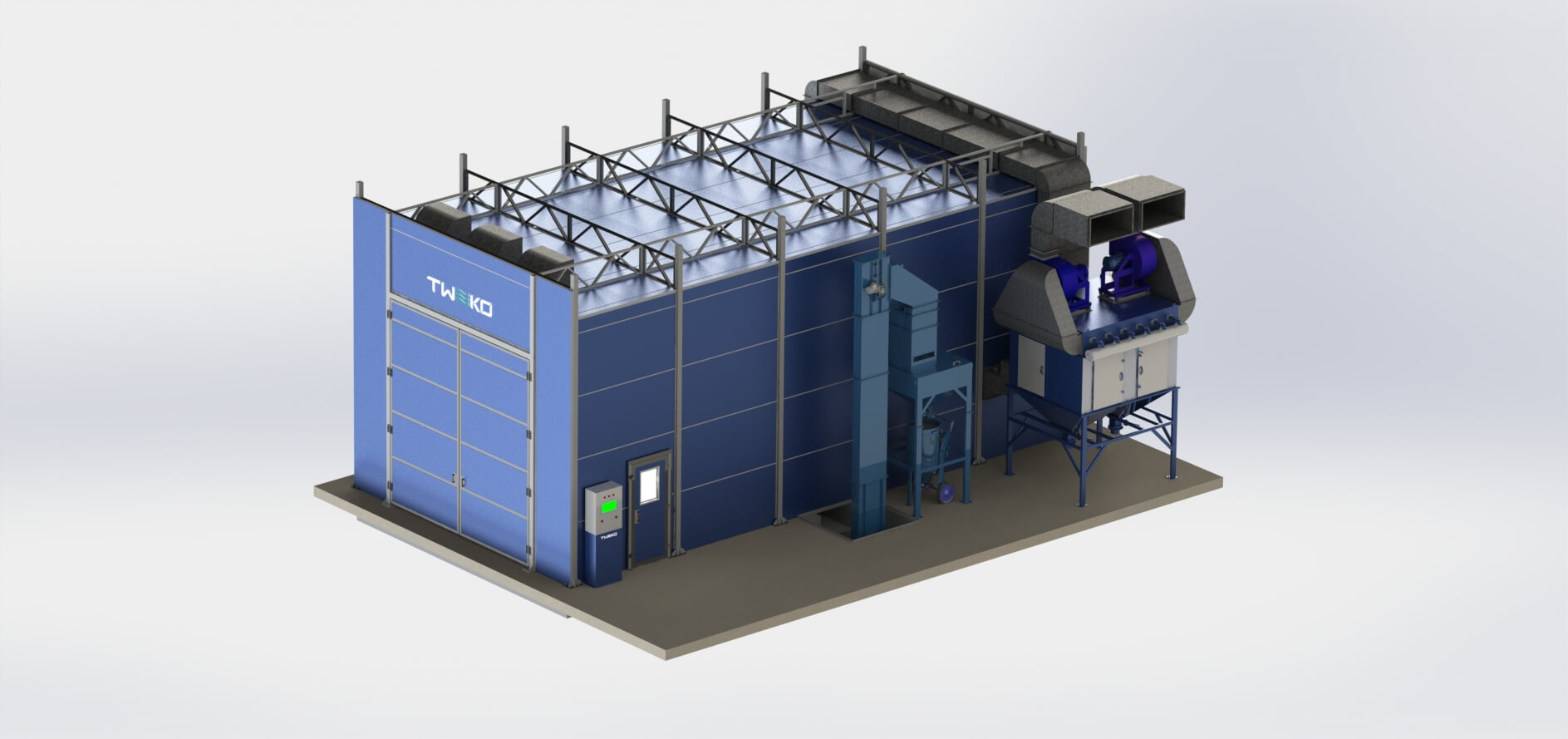
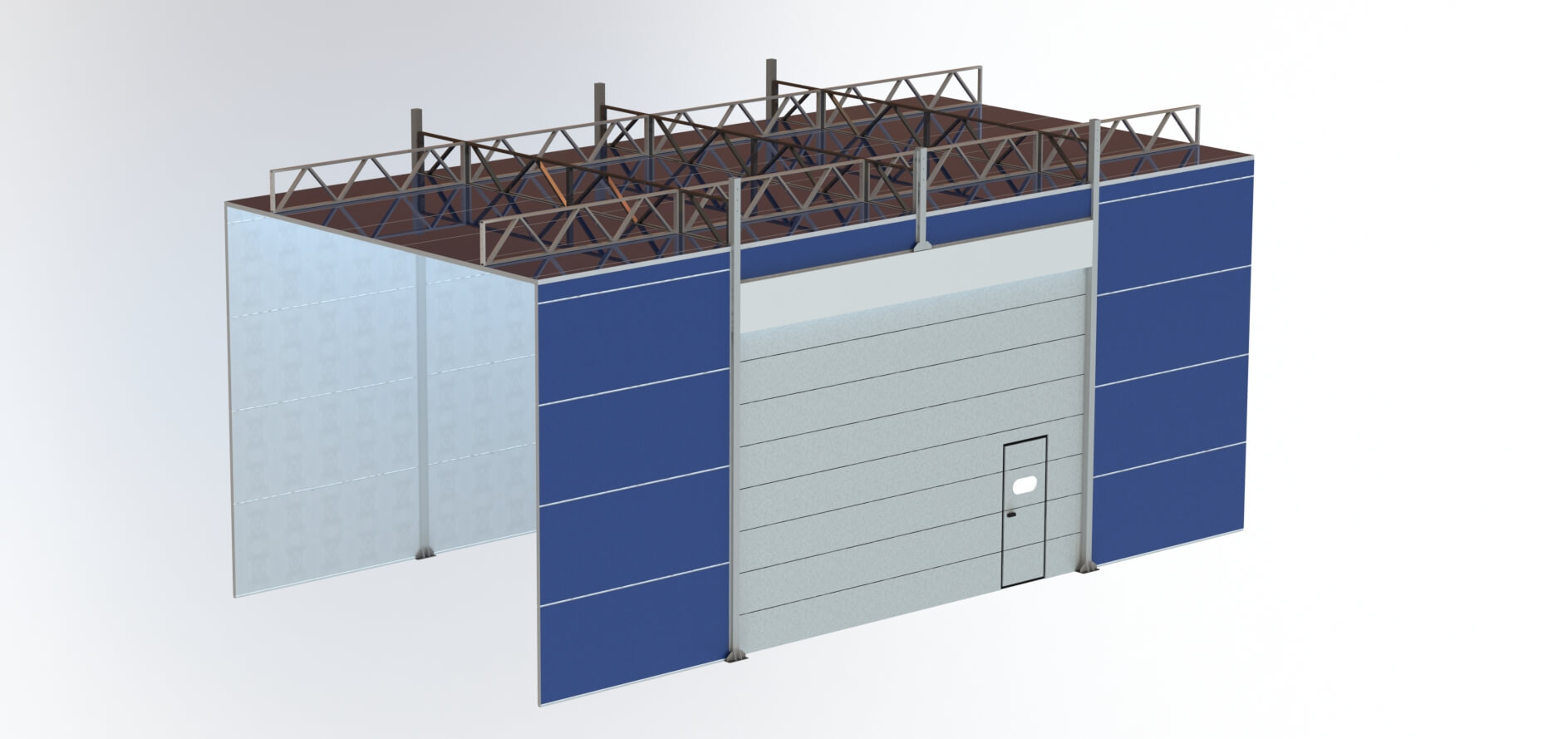
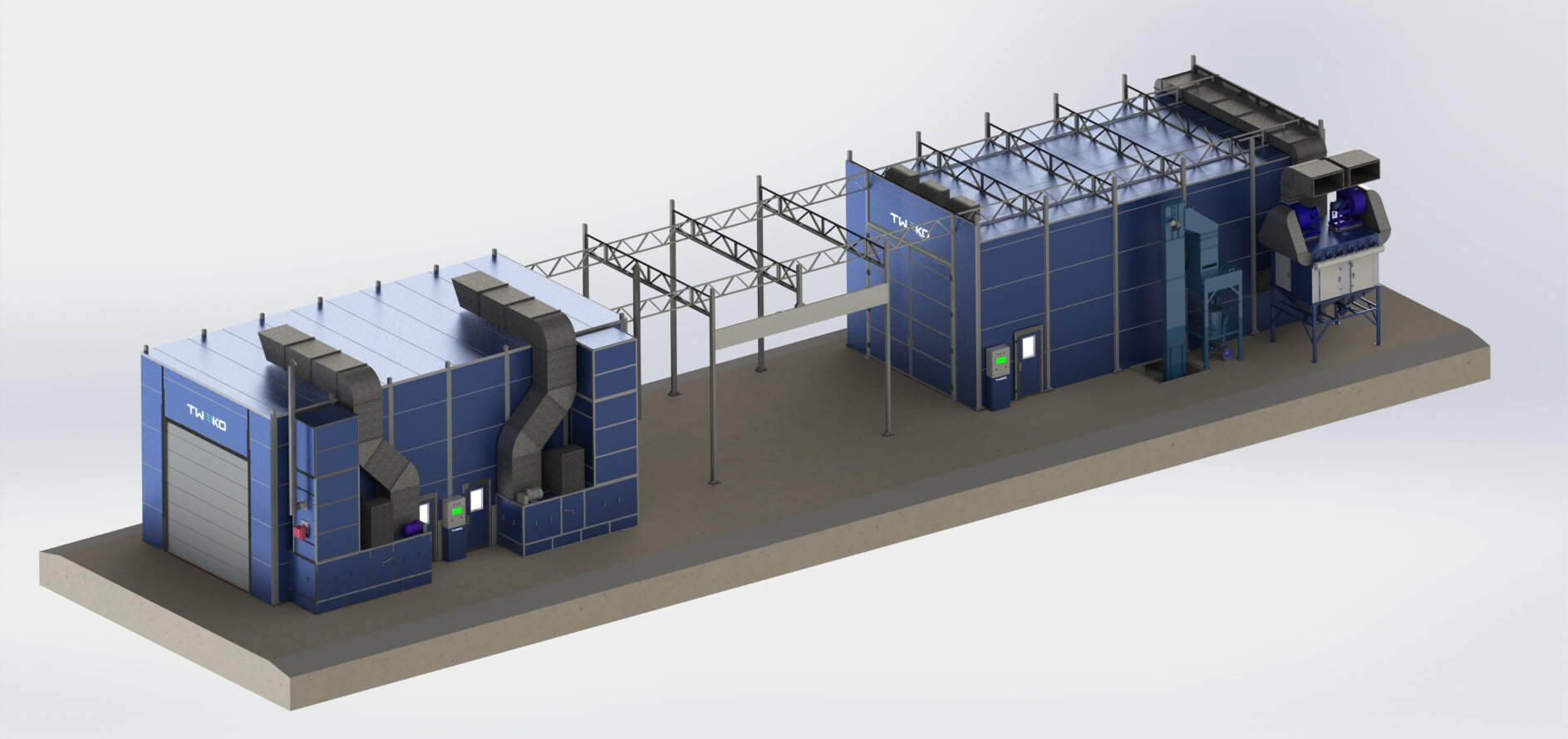
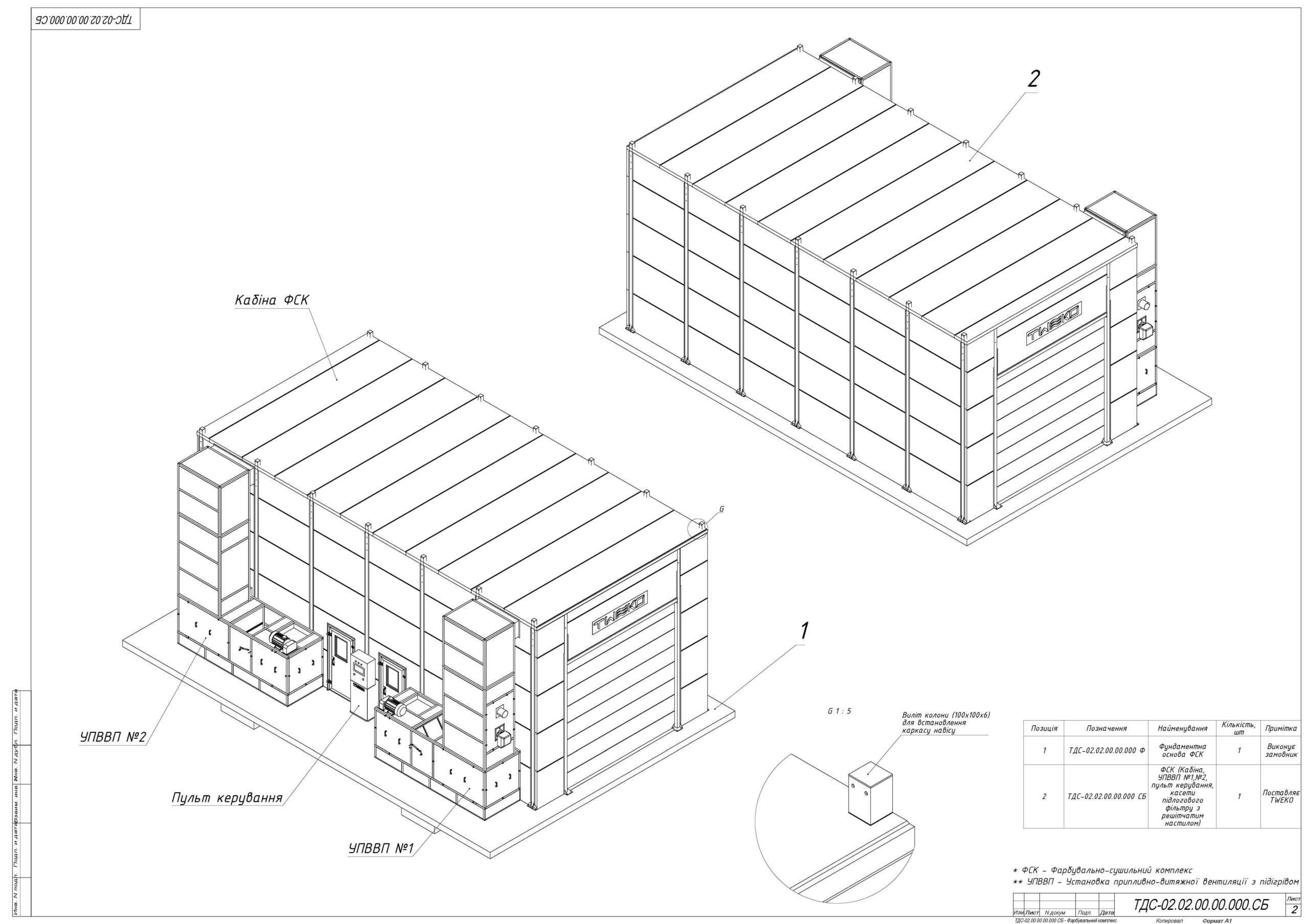
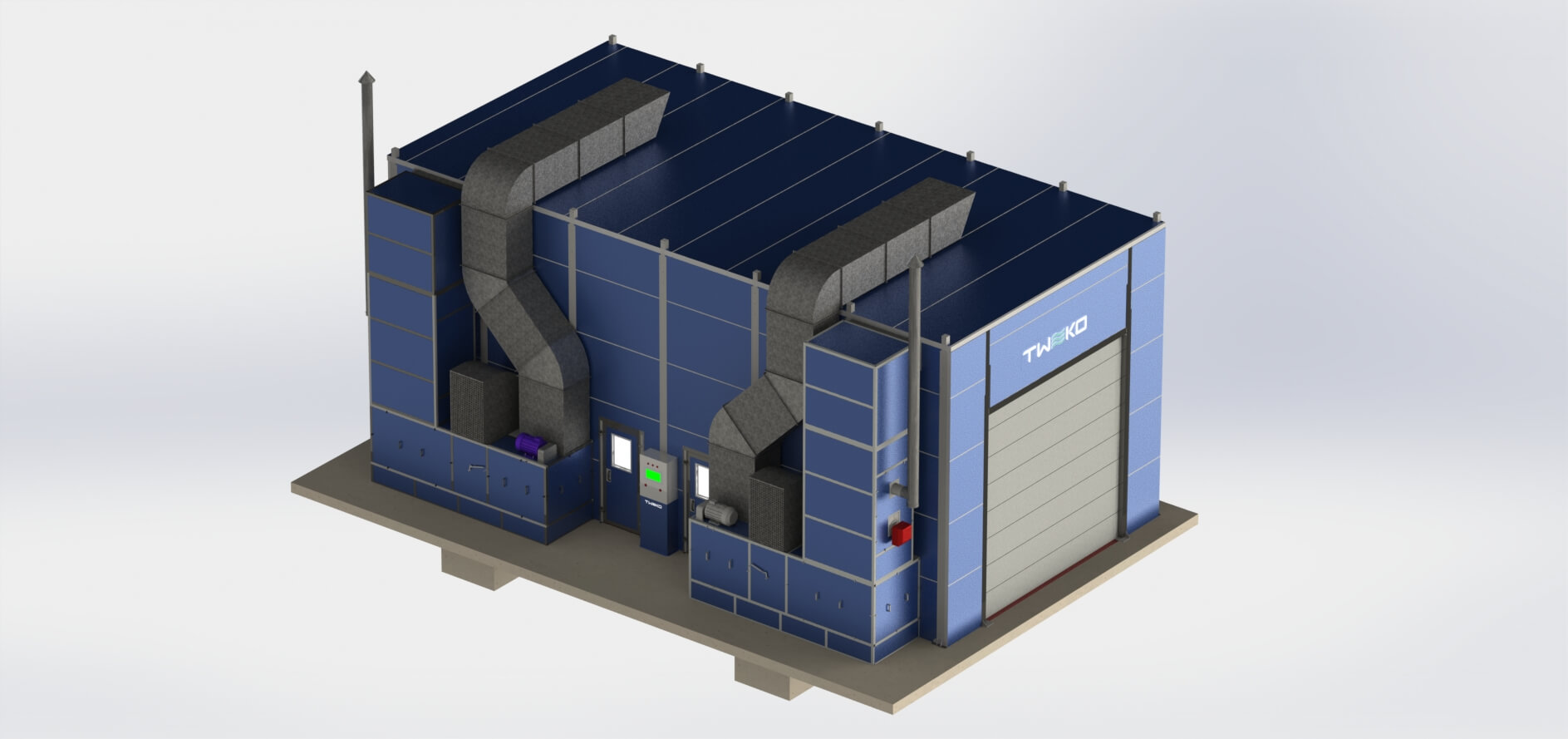
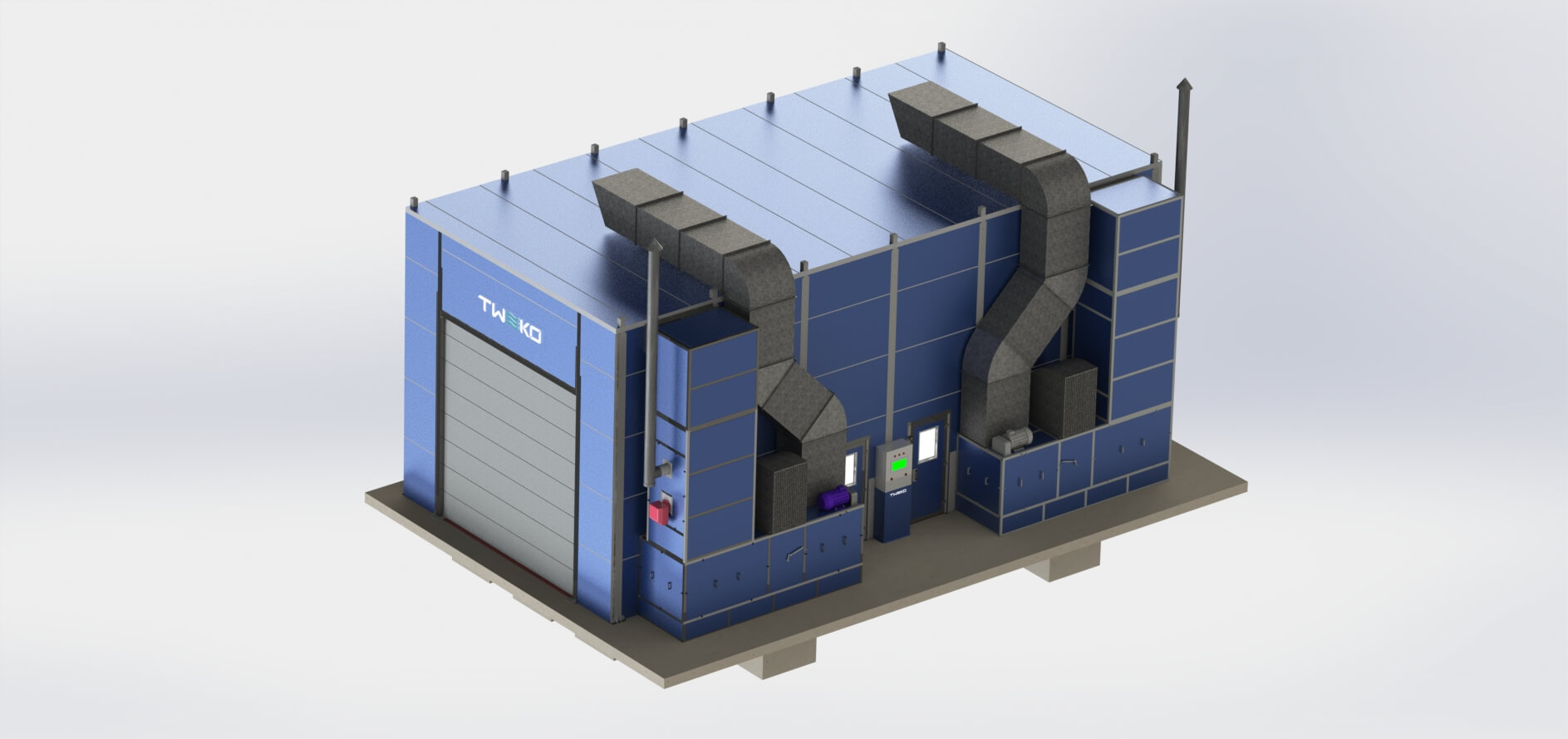













![pbk-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-071.jpeg)
![pbk-09[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-091.jpeg)
![pbk-02[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-021.jpeg)
![pbk-03[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-031.jpeg)
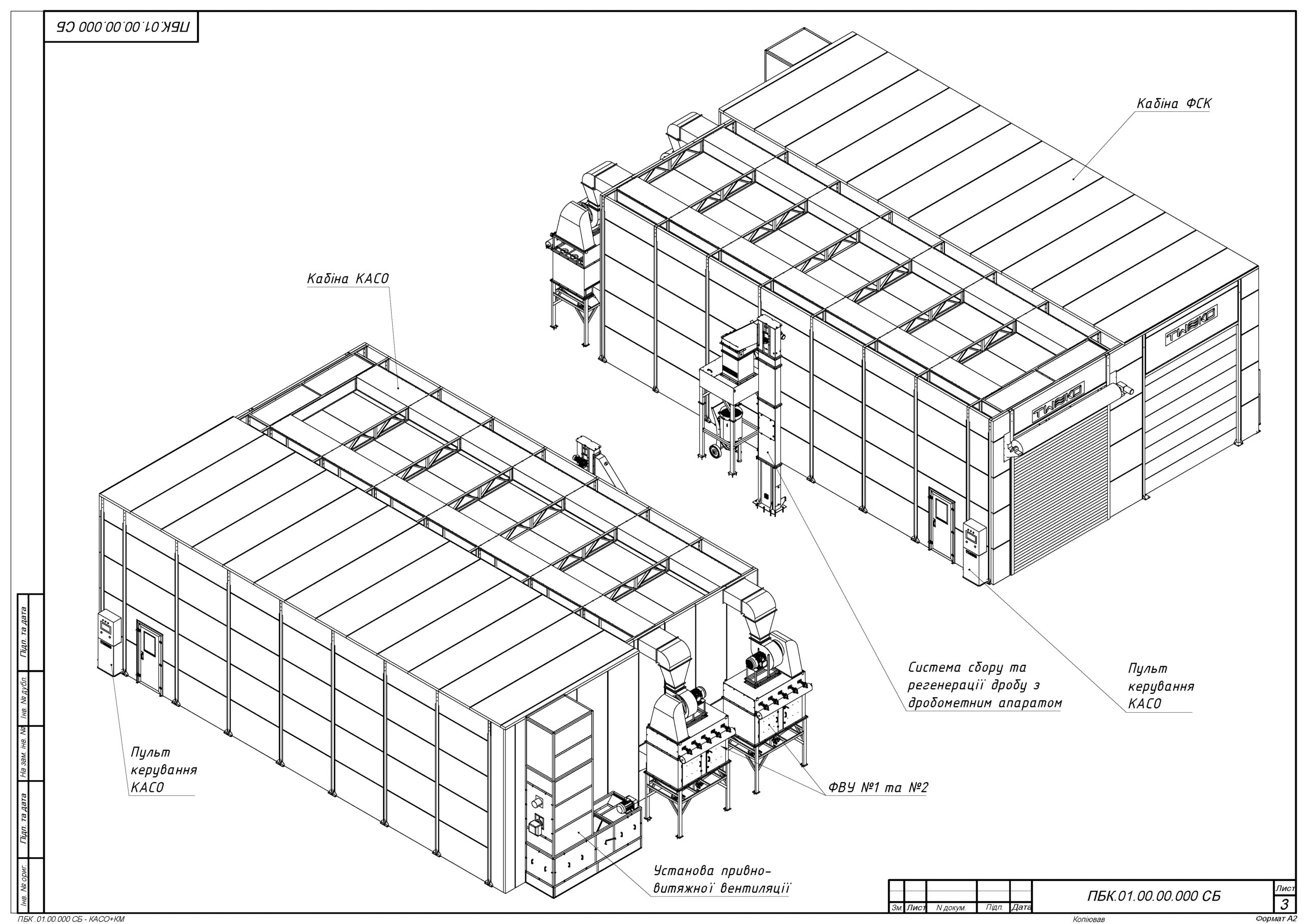
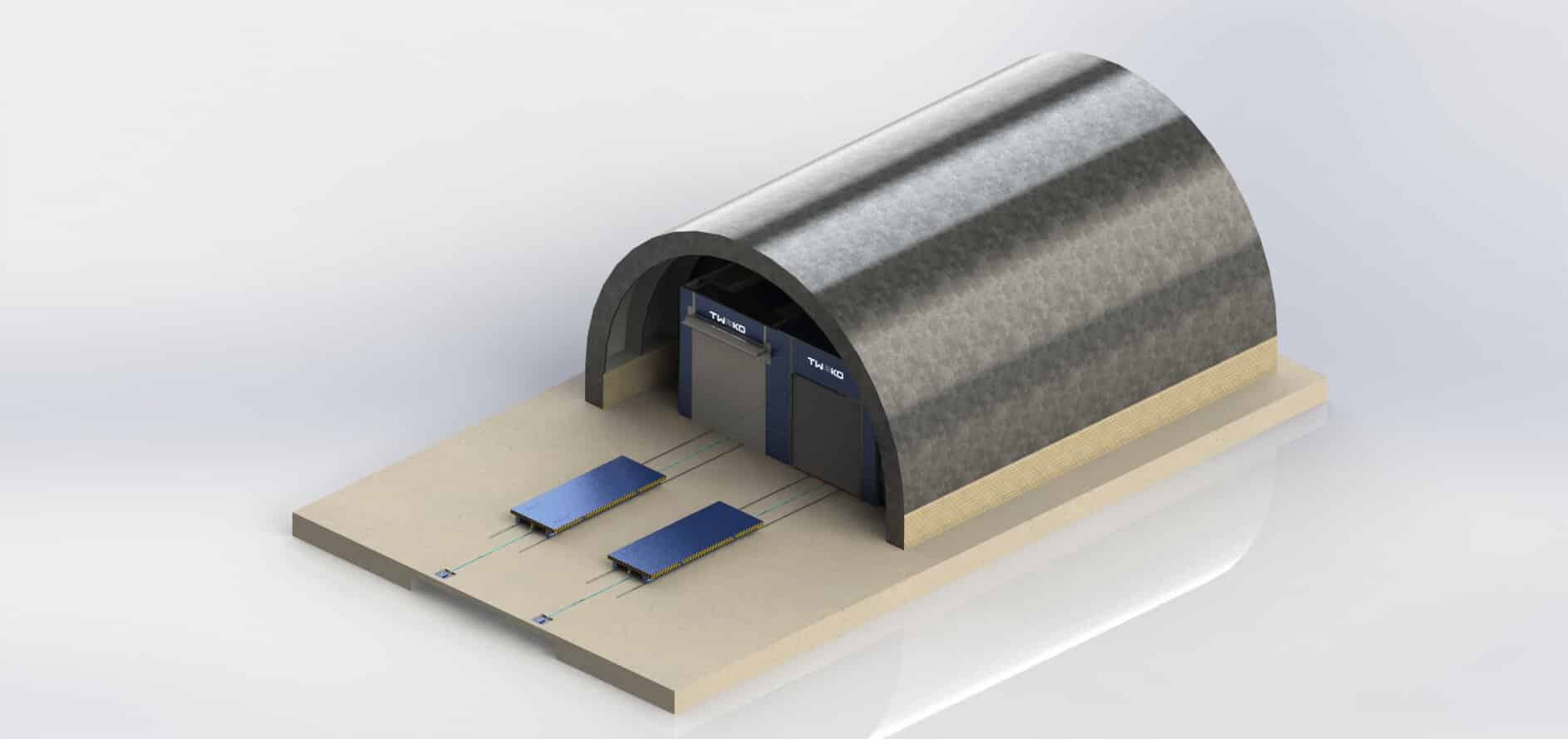







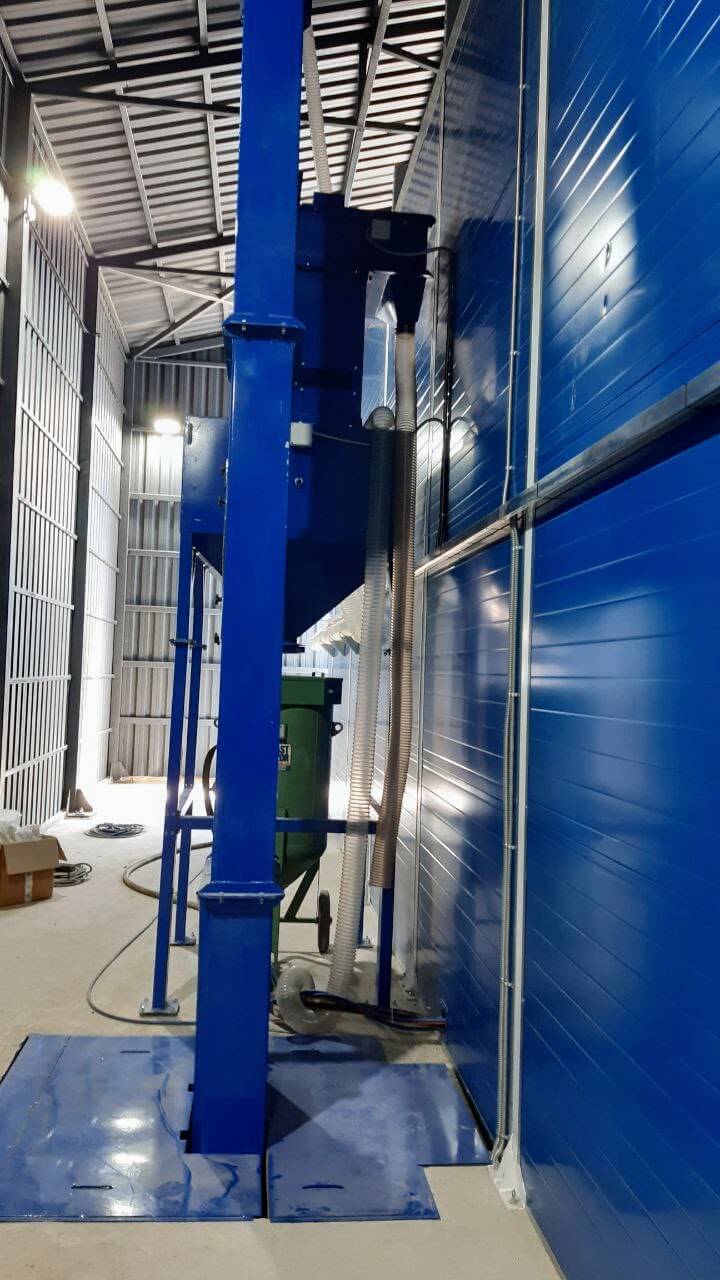

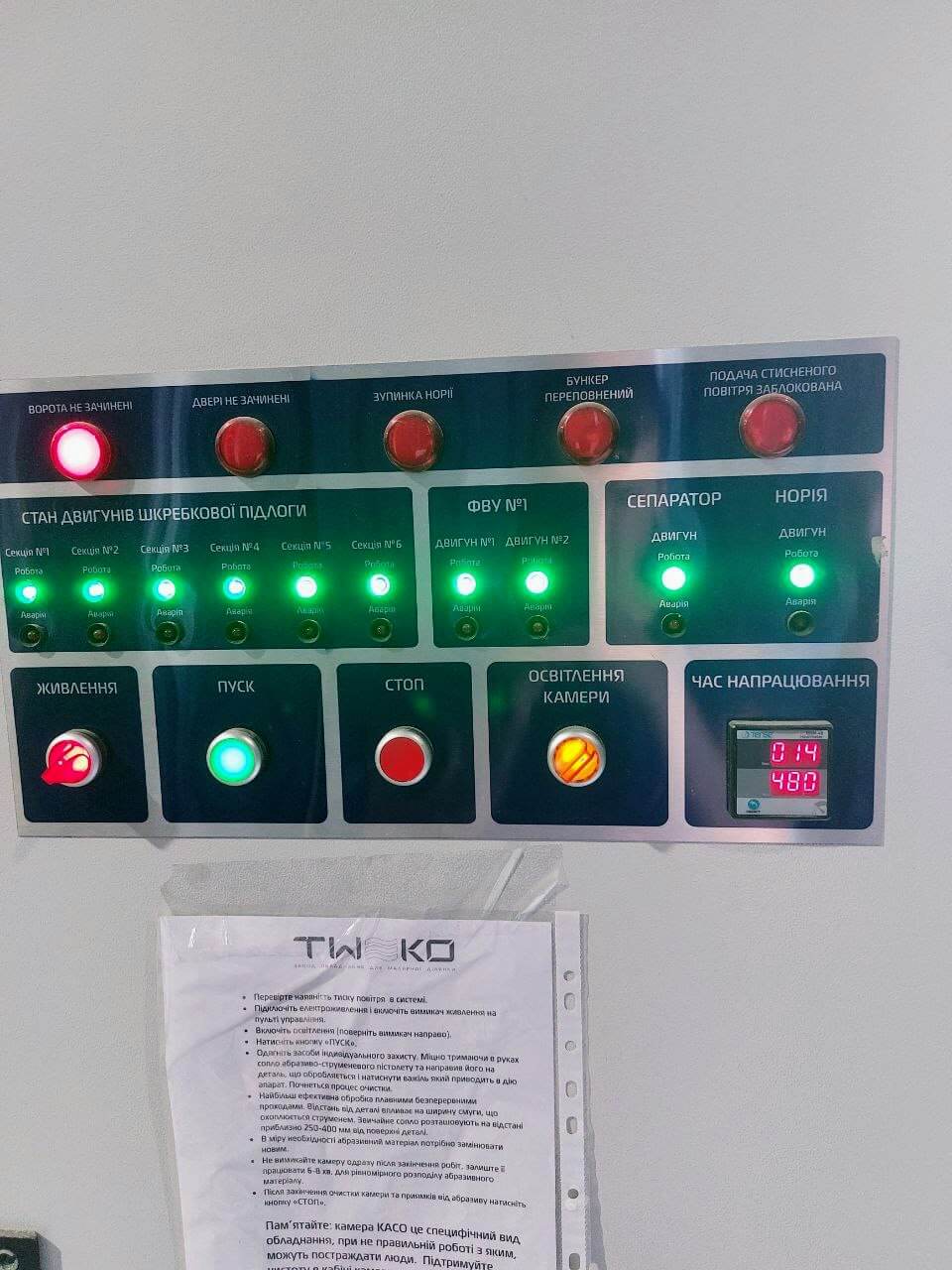









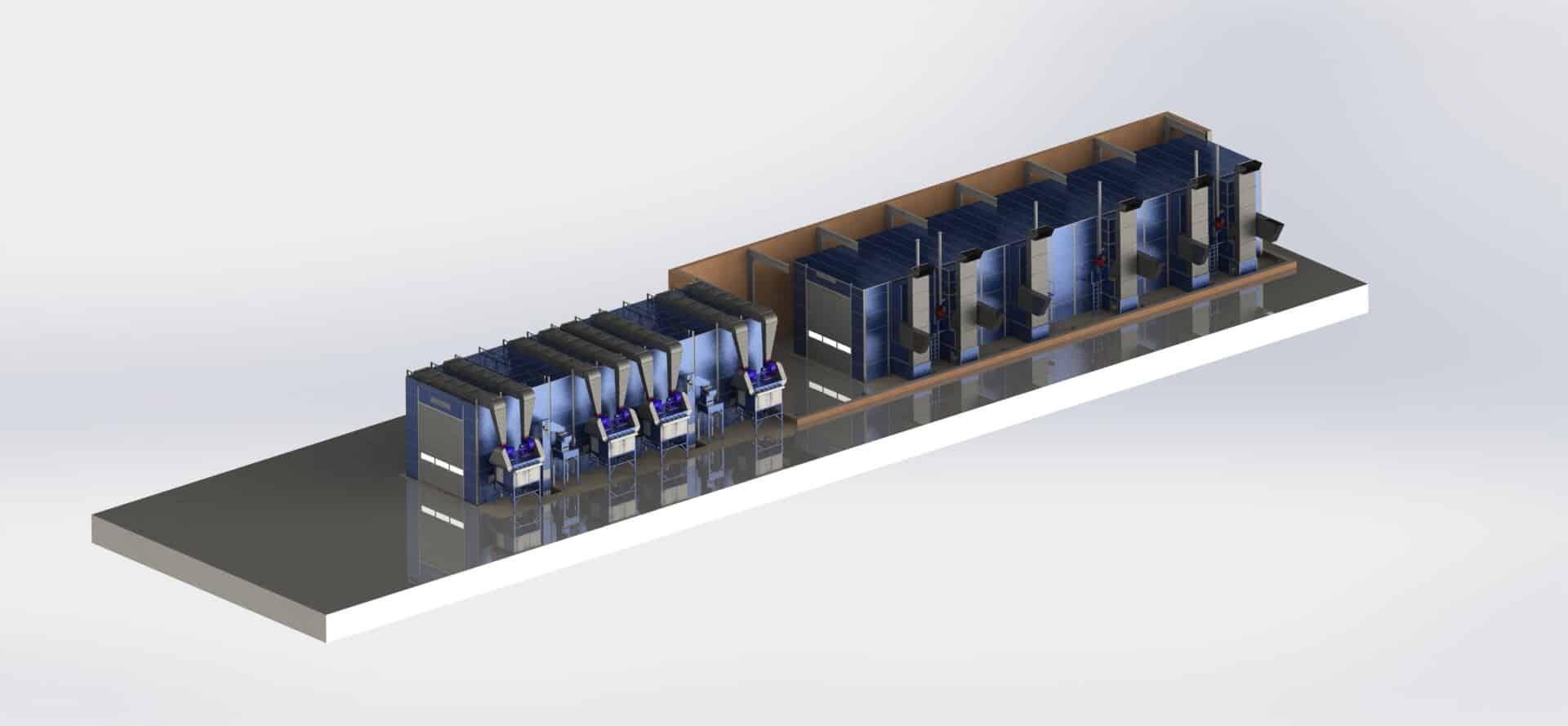
![dvm-kaso-dvm.02-2[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-dvm.02-21.jpg)
![dvm-ikfs-dvm-10[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-101.jpg)
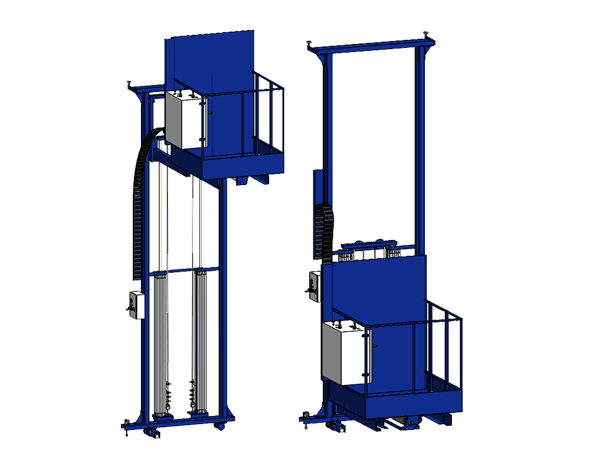
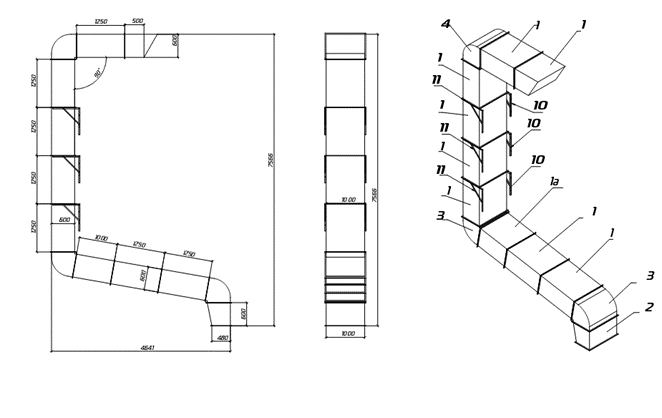
![dvm-kaso-photo_2_2024-06-27_17-49-41[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-photo_2_2024-06-27_17-49-411.jpg)
![photo_2024-09-23_14-40-46[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/photo_2024-09-23_14-40-461.jpg)
![video_2024-09-23_14-41-24-frame-at-0m8s[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/video_2024-09-23_14-41-24-frame-at-0m8s1.jpg)
![dvm-ikfs-dvm-kfs-photo_3_2024-06-27_17-50-44[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-kfs-photo_3_2024-06-27_17-50-441.jpg)
![video_2024-09-23_14-41-24-frame-at-0m15s[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/video_2024-09-23_14-41-24-frame-at-0m15s1.jpg)
![dvm-kaso-photo_2_2024-06-27_17-52-02[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-photo_2_2024-06-27_17-52-021.jpg)
![dvm-ikfs-dvm-pult-keruvannya-kfs-trashed-1689761863-img_20230619_103941670[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-pult-keruvannya-kfs-trashed-1689761863-img_20230619_1039416701.jpg)