TWEKO carried out a full scope of work including design, manufacturing, and integration of a technological surface preparation and paint-drying area for special-purpose equipment for a service enterprise within the TDC group.
About the Client
LLC “TDC Ukrspetstekhnika” is part of the (TDC) group of companies and has been operating since 2010. The company specializes in service maintenance, repair, and supply of spare parts for special-purpose equipment used in agriculture, municipal services, construction, road works, quarrying, and material handling sectors.
The company provides professional repair of power units, transmissions, and hydraulic systems from leading global manufacturers, including WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, and JCB engines; ZF, CARRARO, and DANA-SPICER transmissions; as well as hydraulic equipment from DANFOSS, BOSCH REXROTH, KAWASAKI, and other brands.
An extensive network of branches in Dnipro, Lviv, Odesa, Kharkiv, and Khmelnytskyi ensures efficient execution of service and production tasks throughout Ukraine.
Project Objectives and Contractor Selection
As part of the development of its service infrastructure, the company identified the need to systematically organize a surface preparation and painting area, taking into account actual repair processes, internal logistics, and integration of equipment into existing production facilities.
To address this task, TWEKO was selected as the engineering contractor capable of delivering a comprehensive solution — from conceptual and layout design to preparation of a complete set of design and technical documentation.
Solution
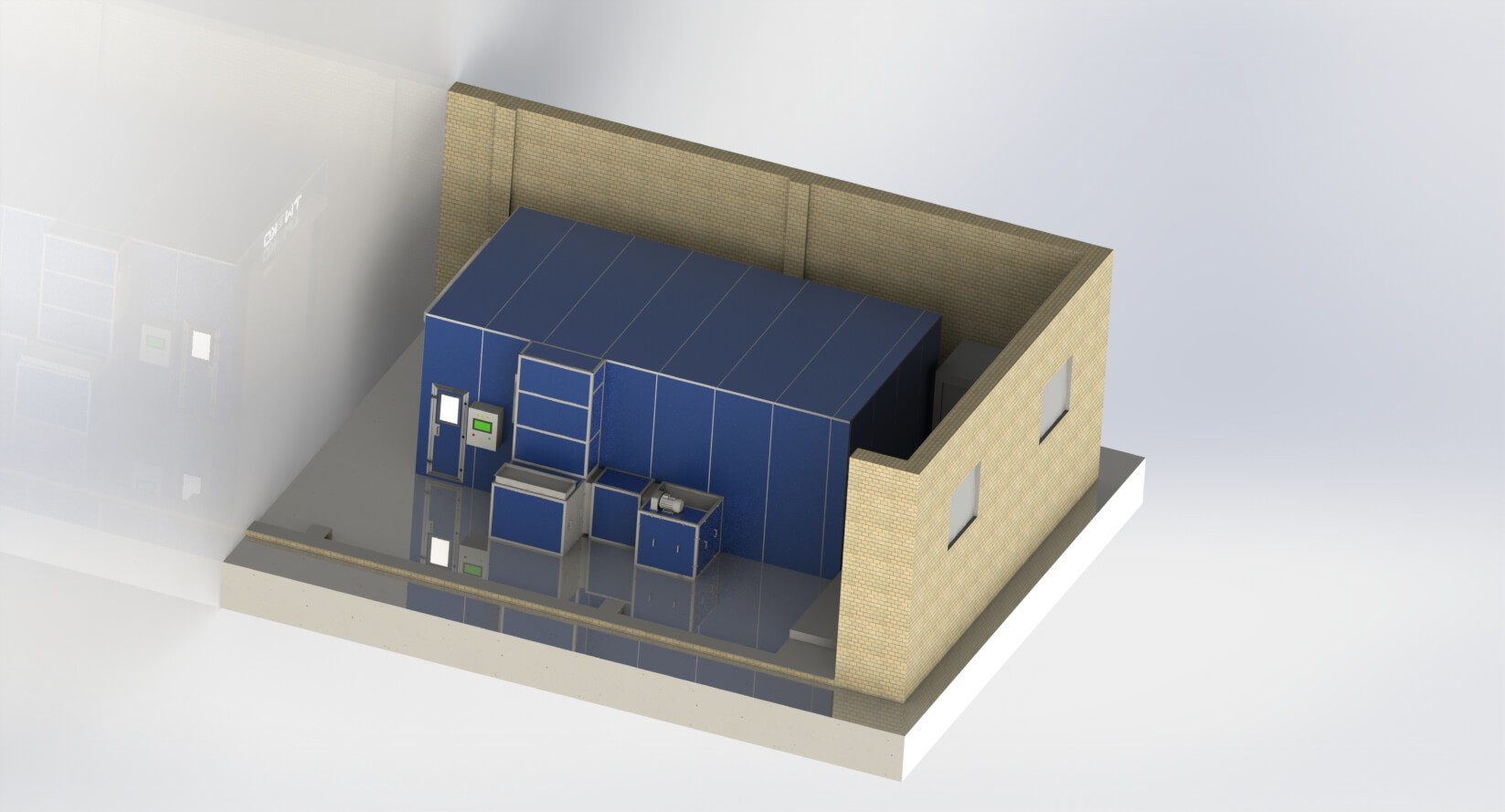
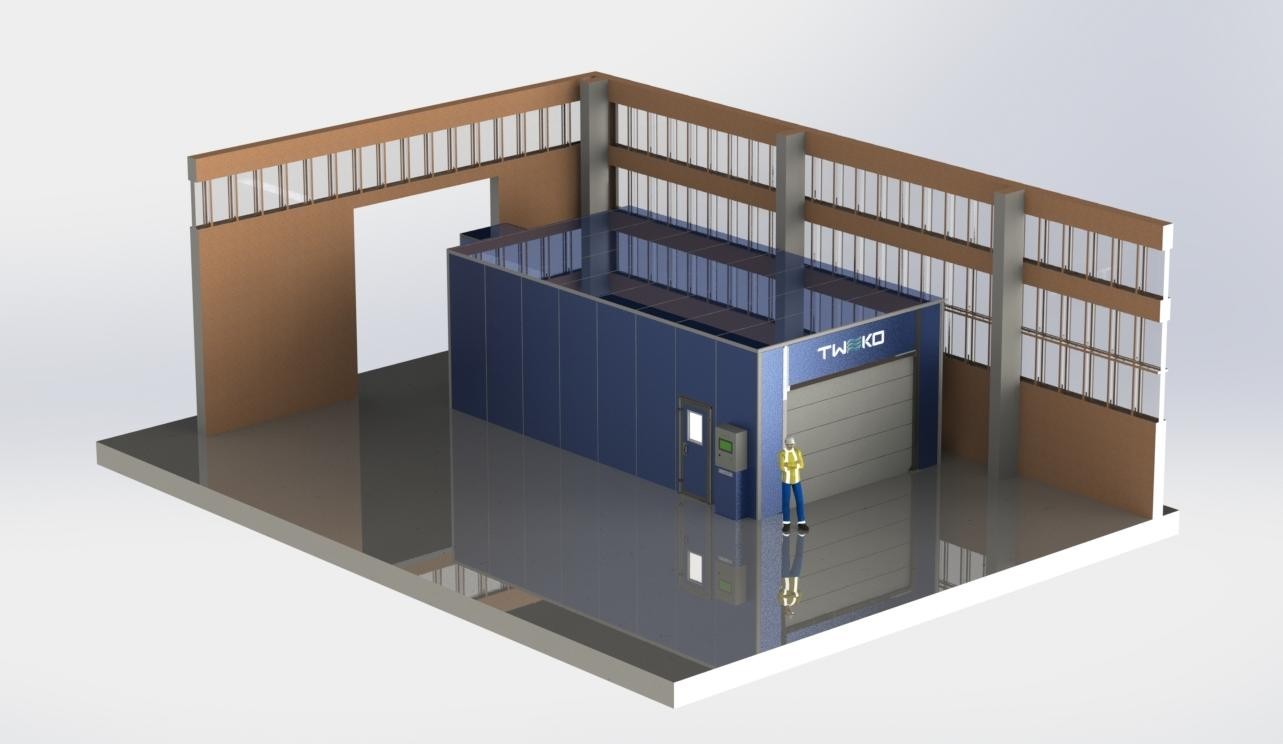
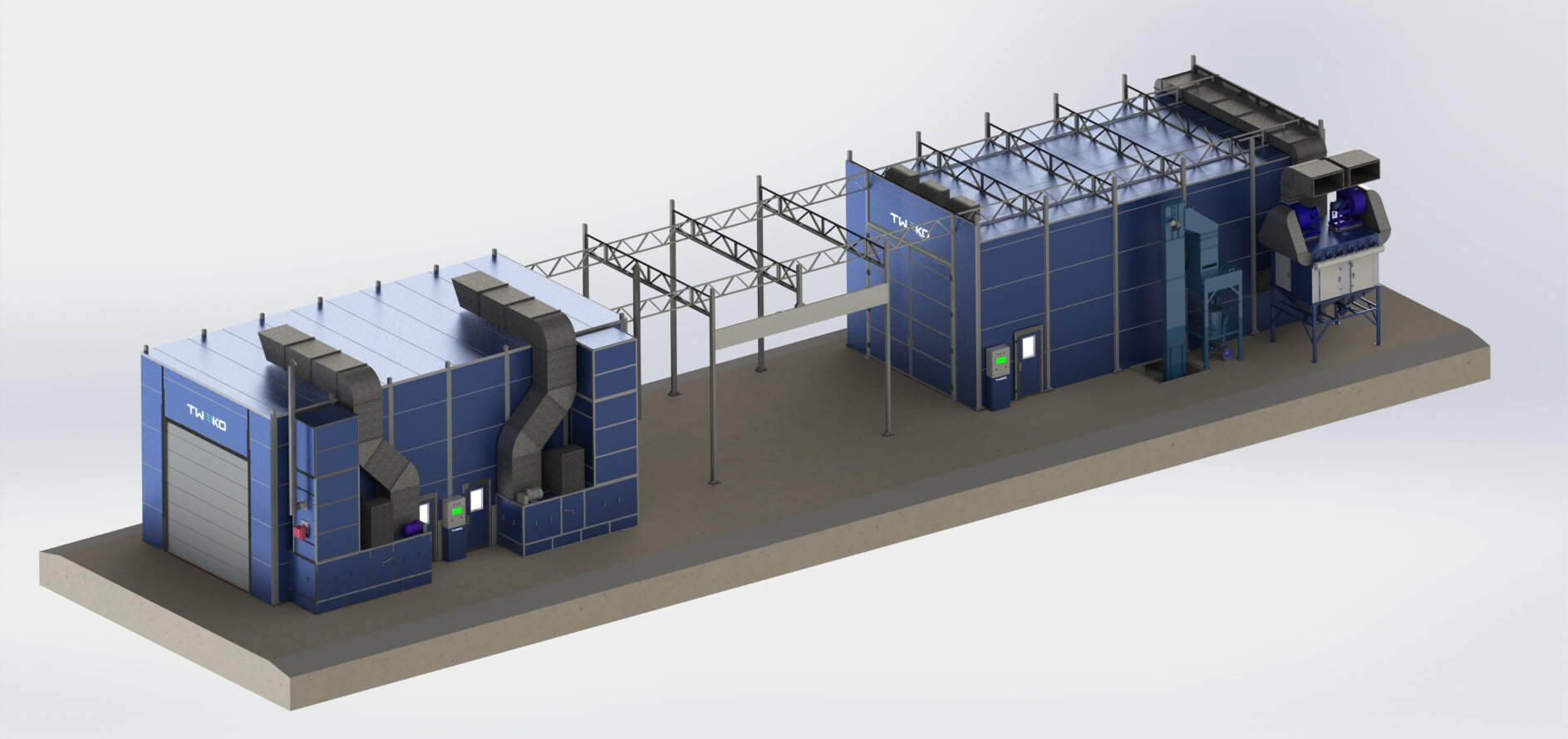
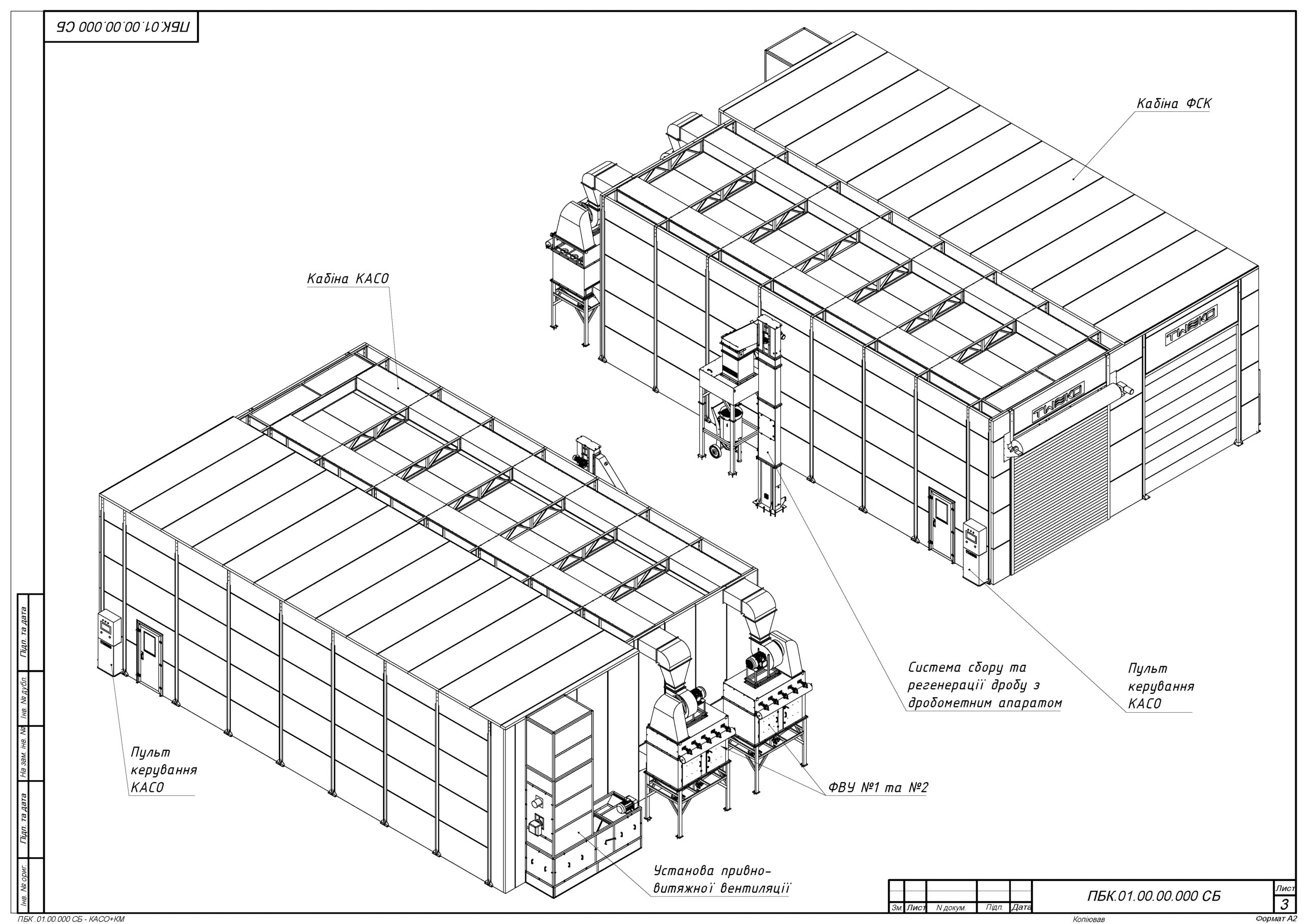
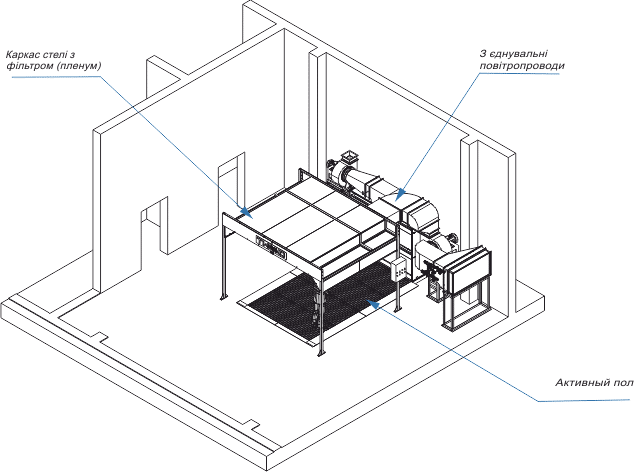
TWEKO specialists developed a comprehensive engineering solution for organizing a technological area for surface preparation and painting operations within a single production complex.
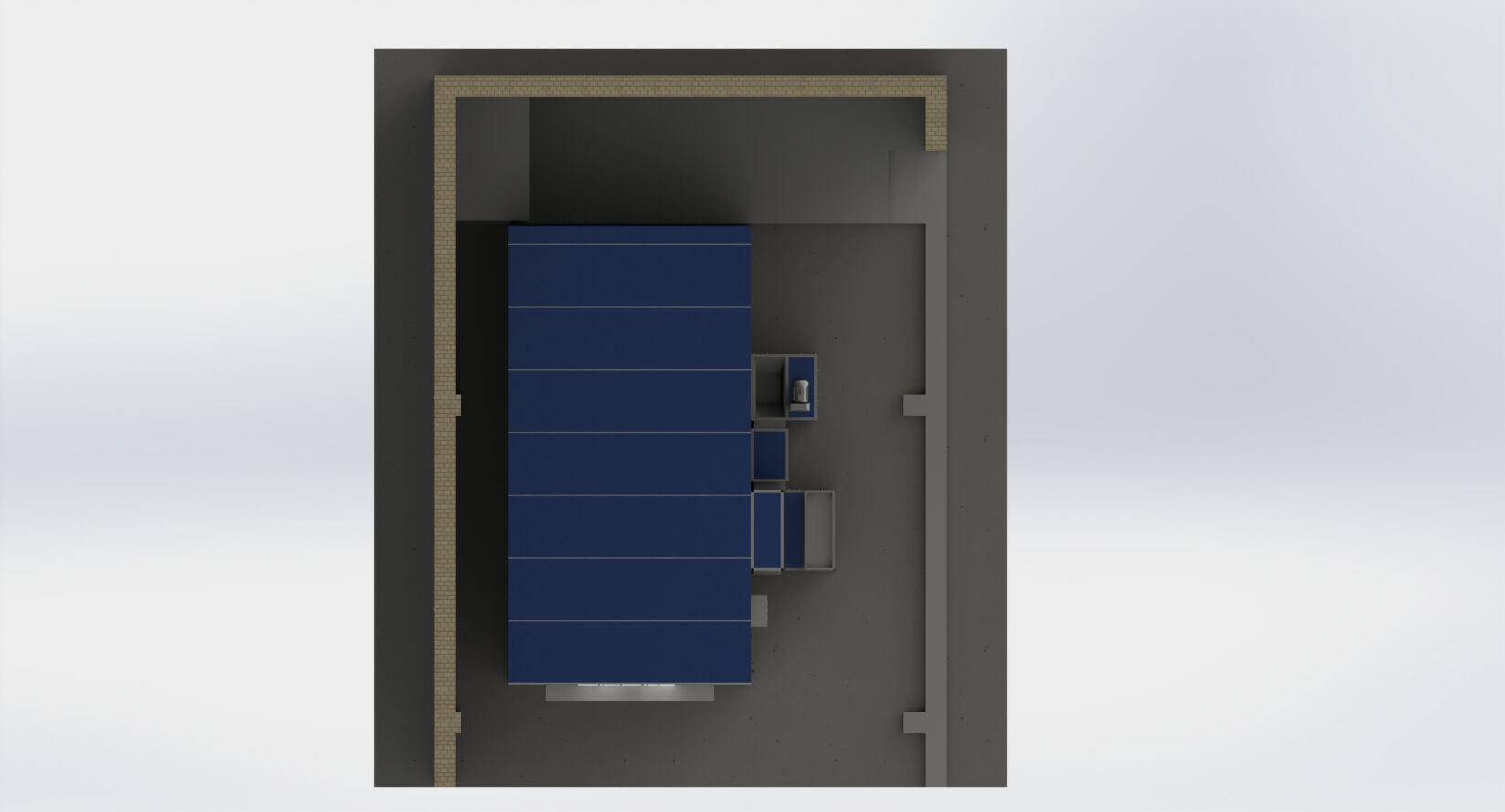
The equipment configuration, facility layout, and interaction of engineering systems were defined in accordance with the approved technological concept and product movement logistics.
-
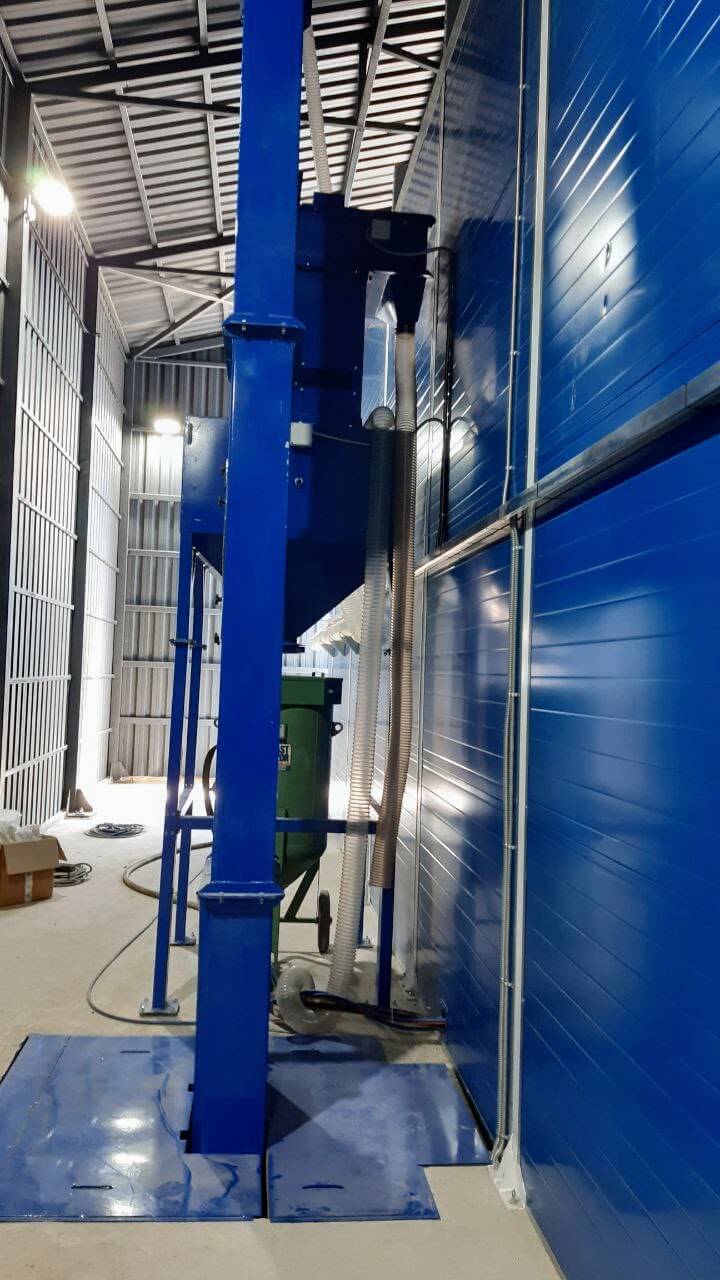
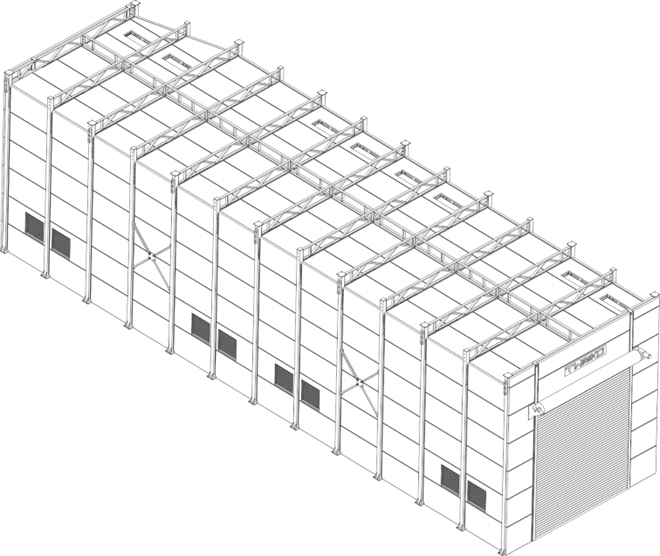
Abrasive Blasting Chamber
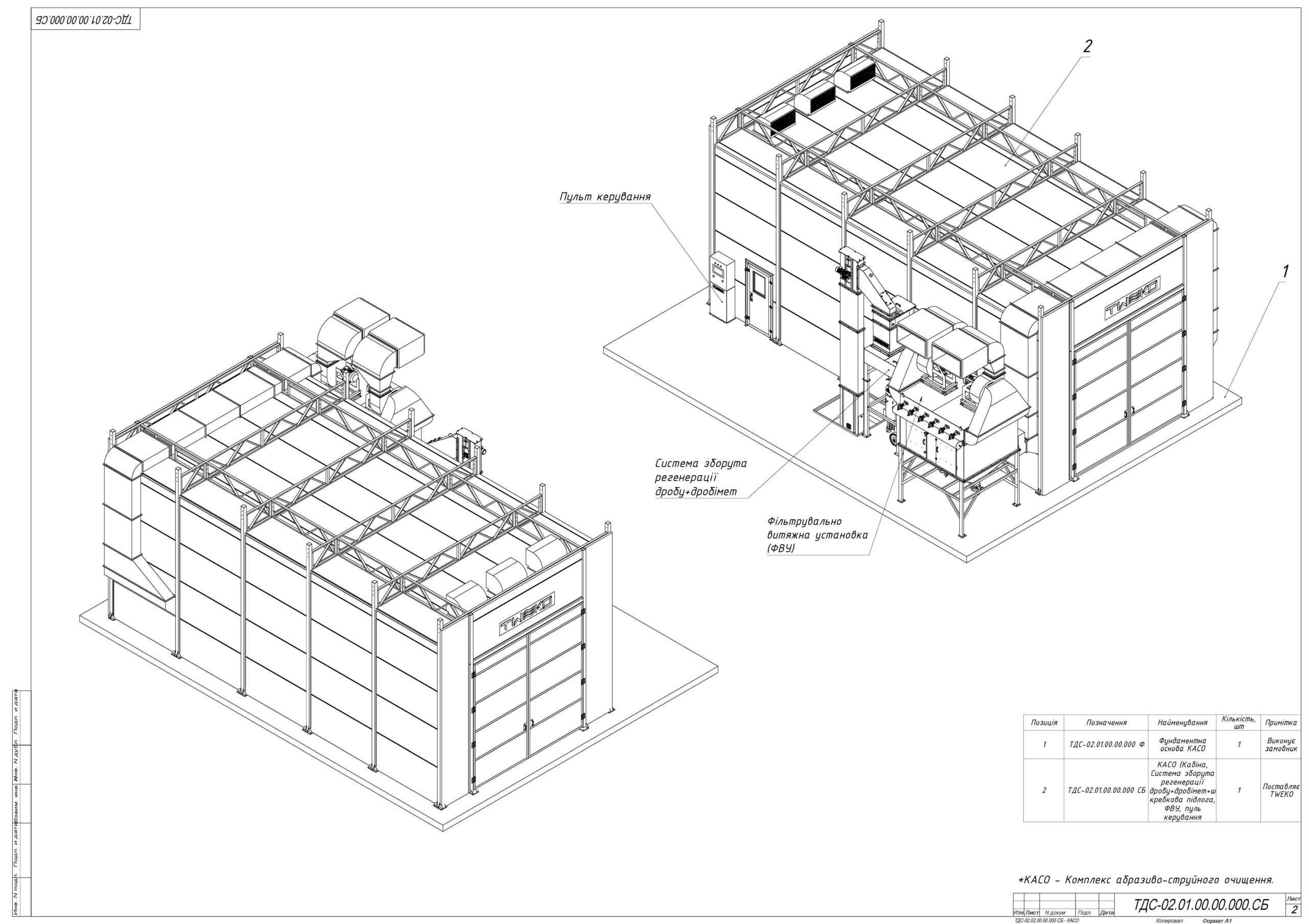
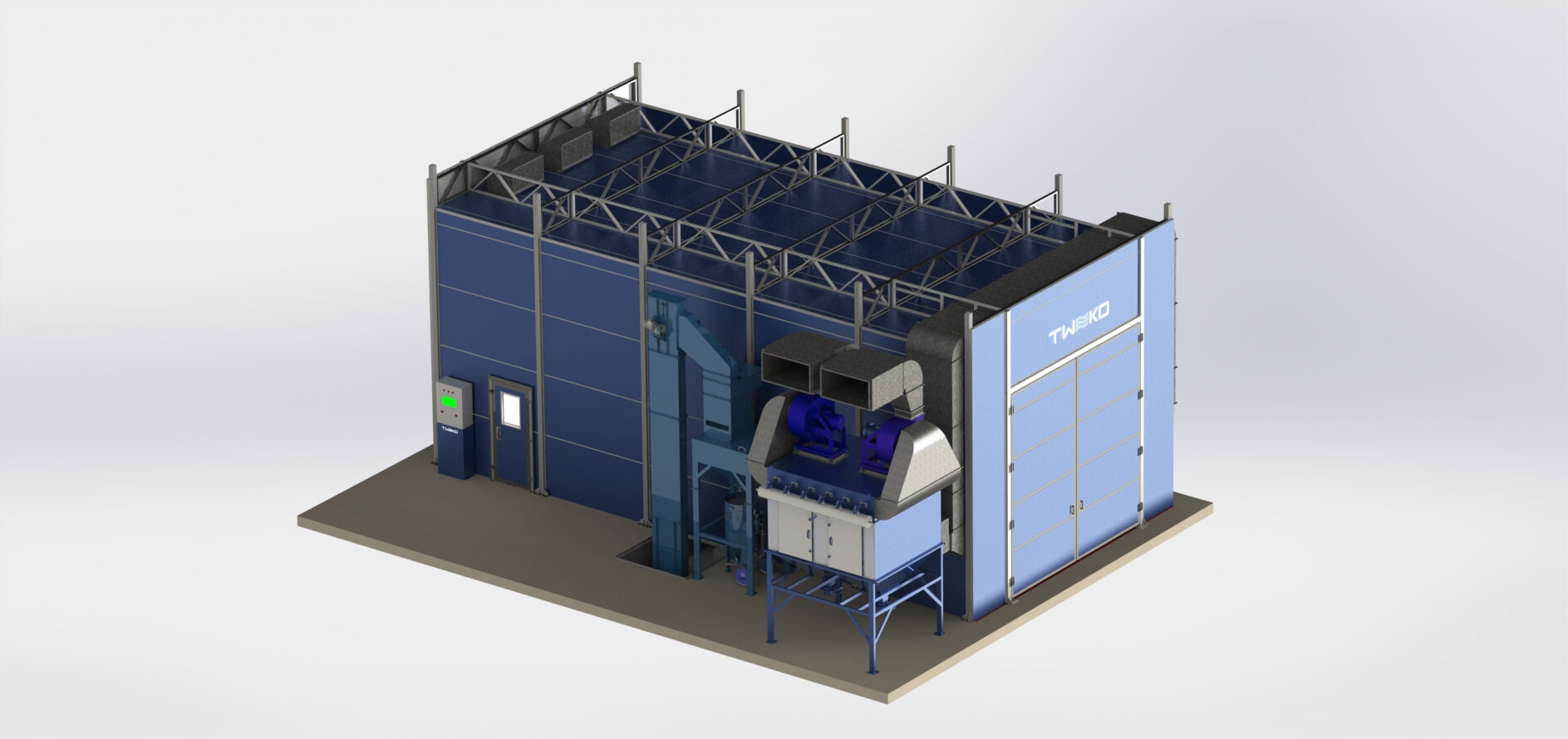
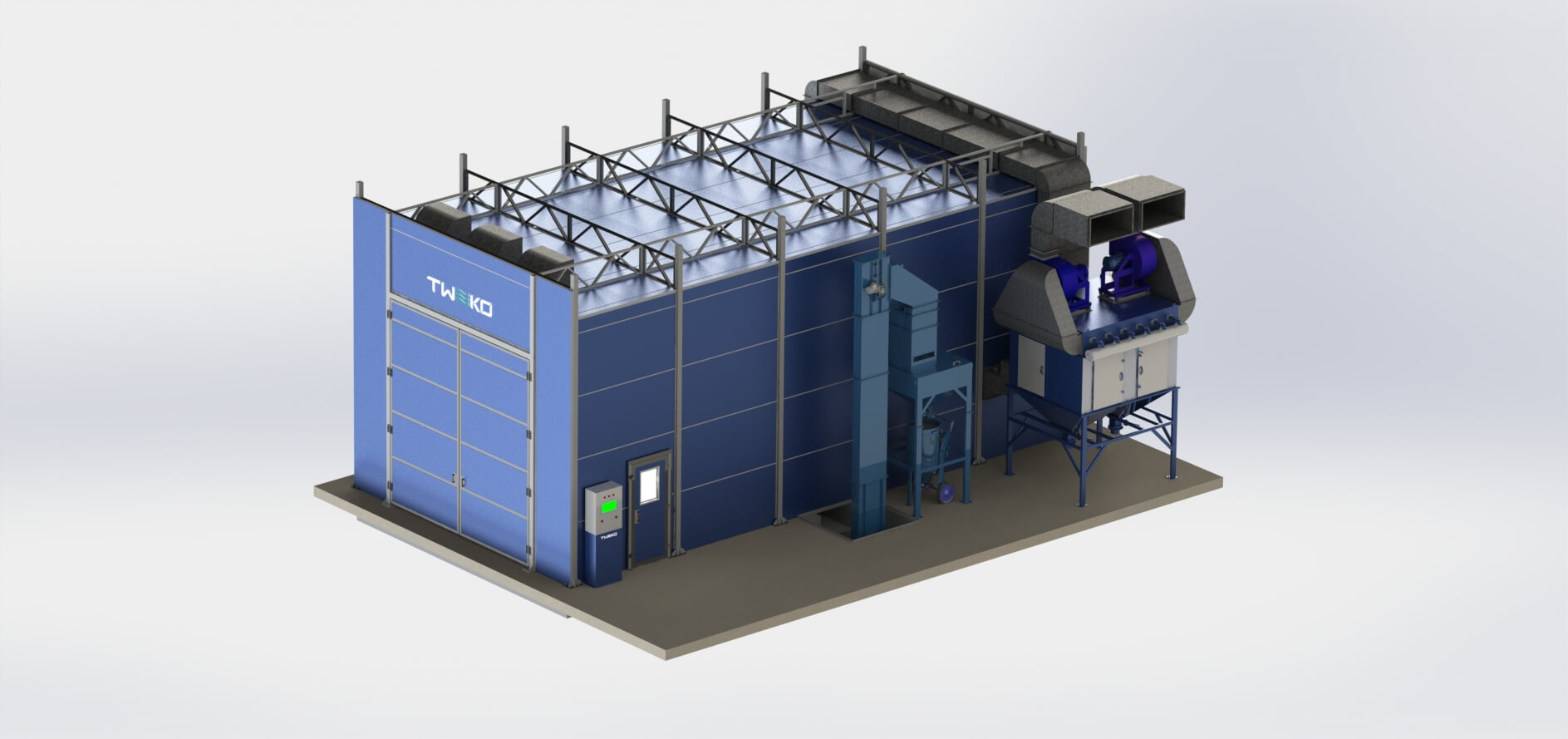
The first stage of the technological process includes an abrasive blasting chamber of the KASO series, model KASO-12, designed for surface preparation of products prior to subsequent repair and painting operations.
The chamber is used to remove corrosion, remnants of old coatings, and operational contaminants from metal structures, frames, and components of various sizes.

The chamber is equipped with:
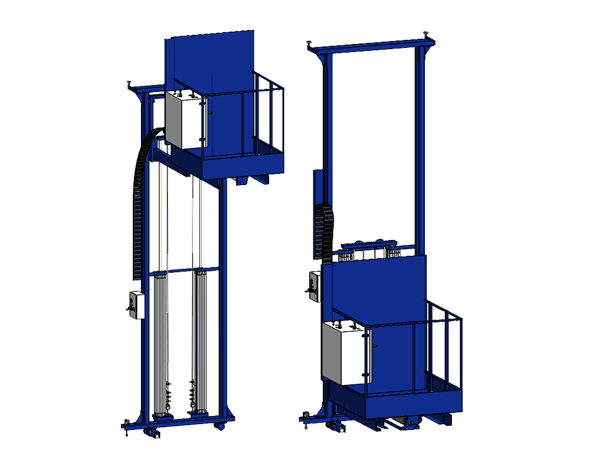
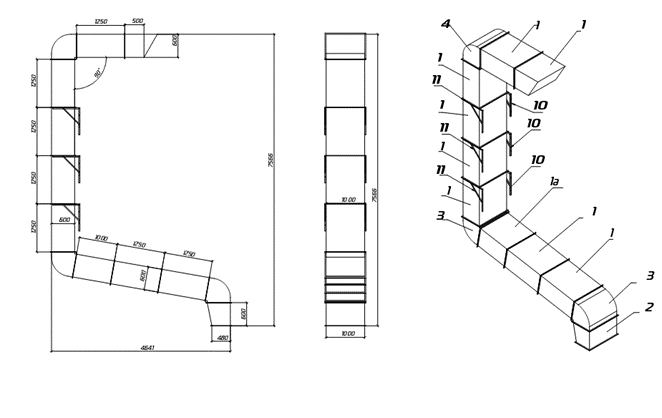
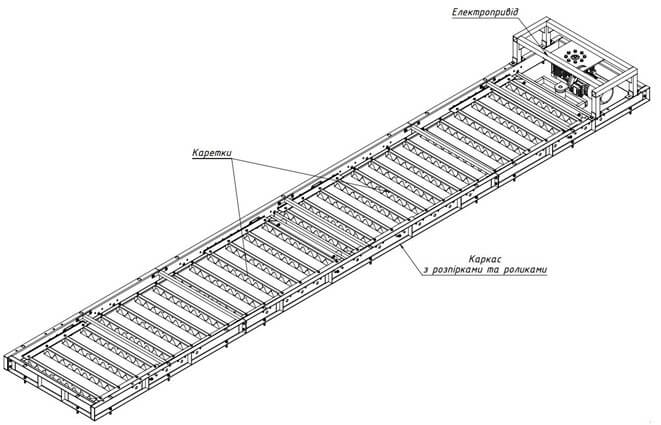
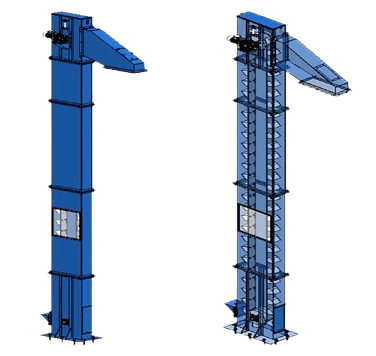
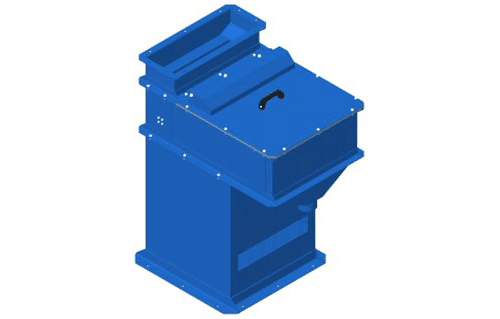
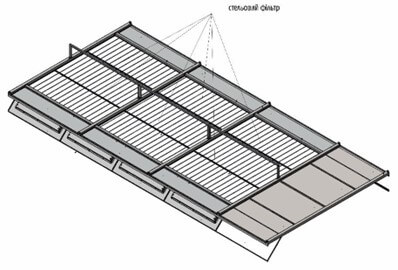
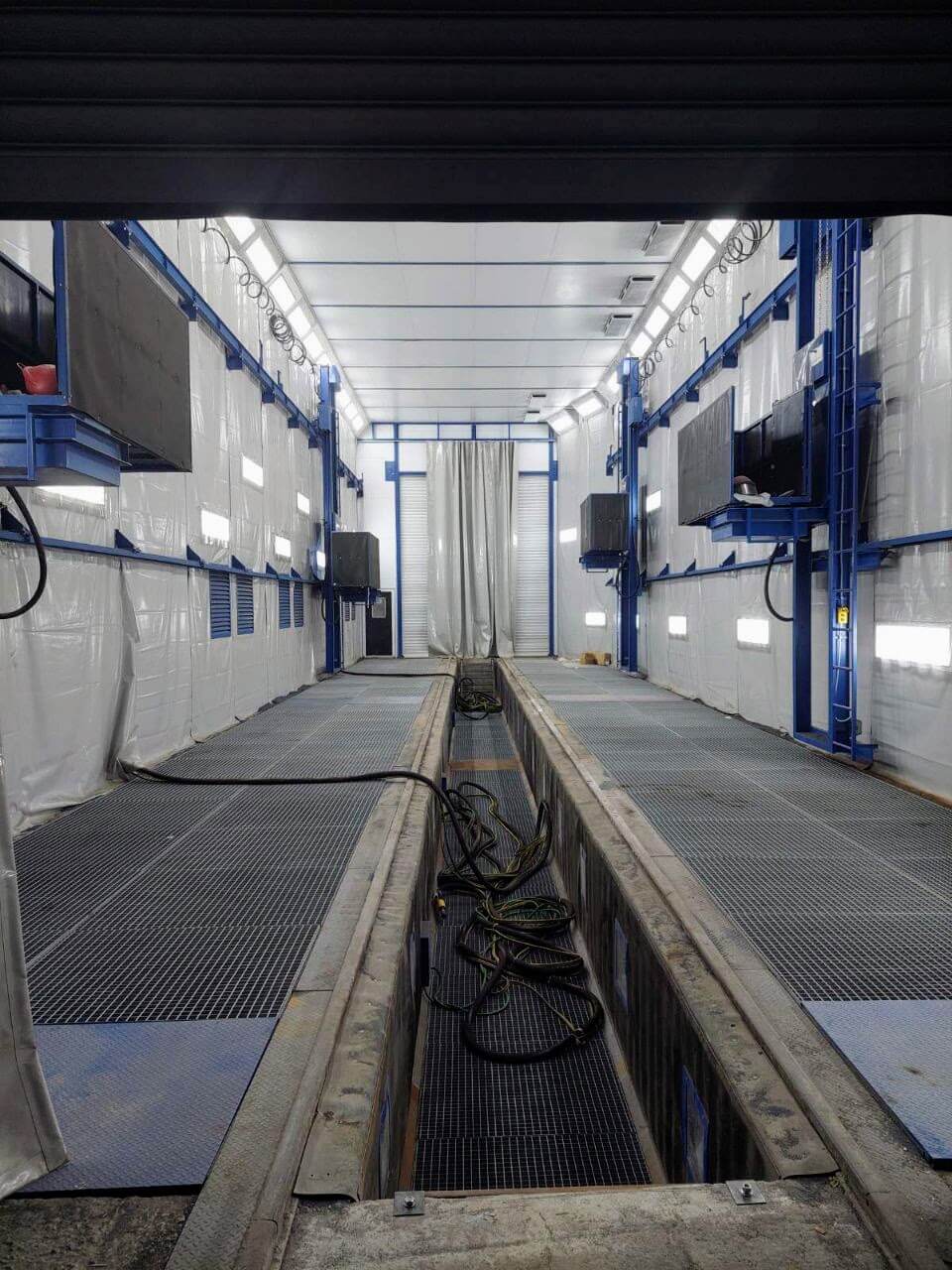
- A mechanized abrasive collection and regeneration system with a closed-loop cycle, including a scraper floor, bucket elevator, vibratory separator, and storage hopper for reuse of abrasive material.
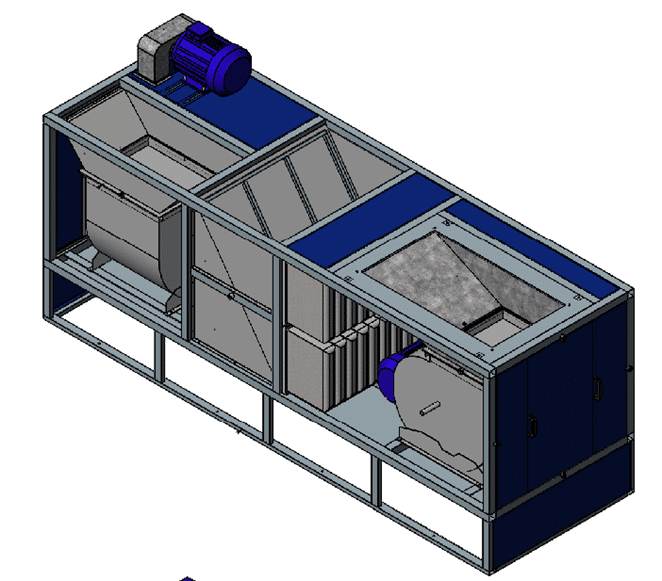
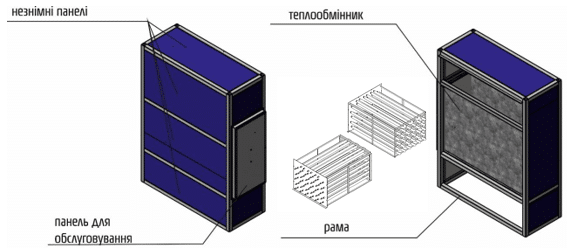
- A filtration and ventilation unit with cartridge filter elements and pulse cleaning for removal of dust from the working area air.
- An organized dust-laden air extraction system from the working zone in accordance with industrial ventilation requirements.
- Loading access gates for product handling and service doors for personnel, equipped with interlocking safety elements.
- Wear-resistant internal protective cladding of walls and structural elements, designed for intensive abrasive blasting operation.
- An industrial lighting system adapted for operation in high-dust environments.
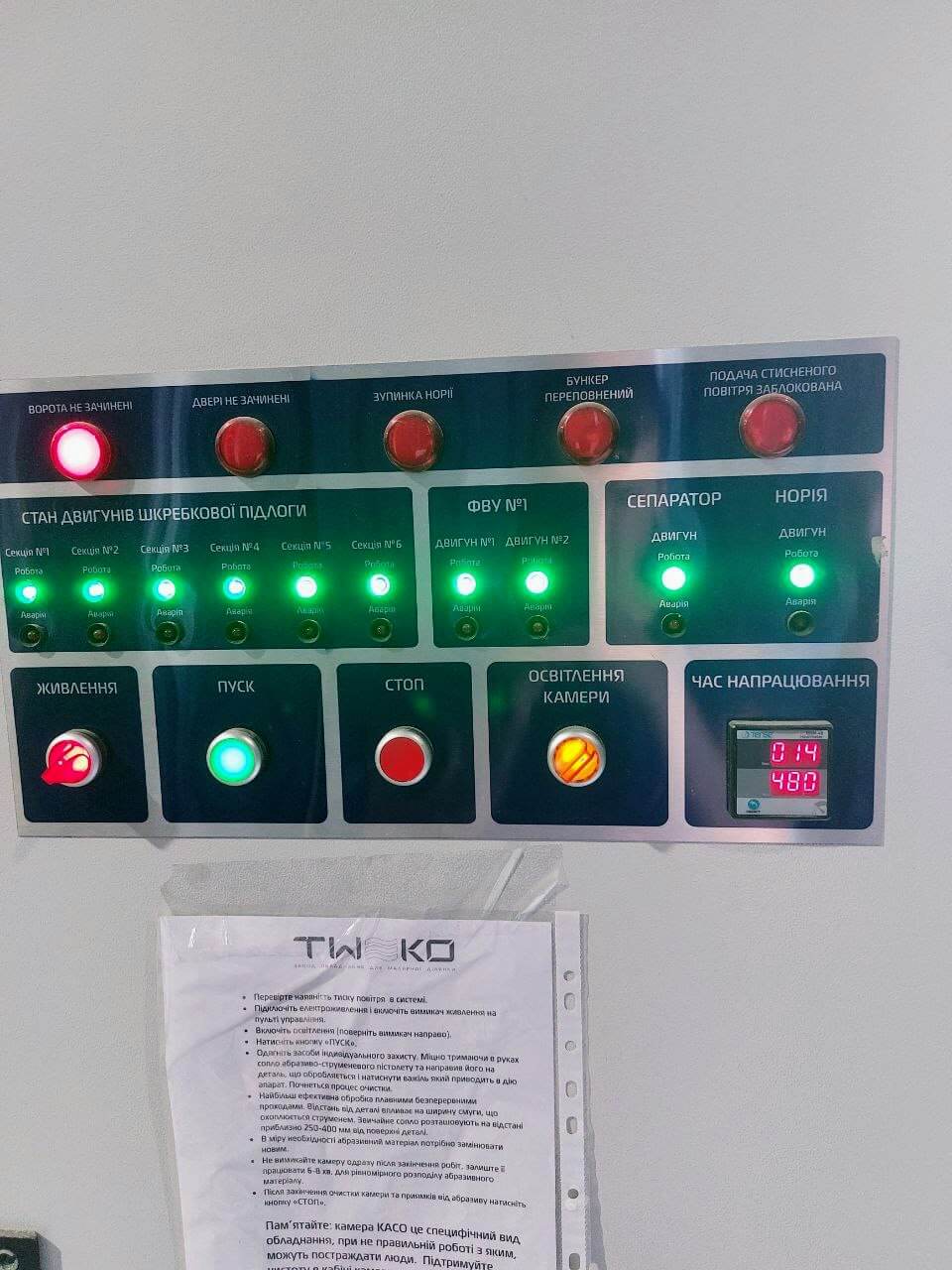
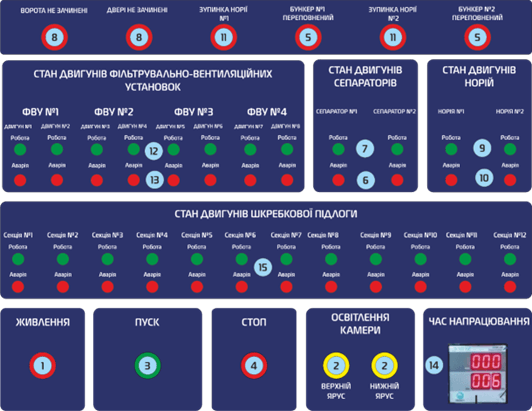
- An automated control panel providing monitoring of the ventilation unit and abrasive regeneration system operation.
-
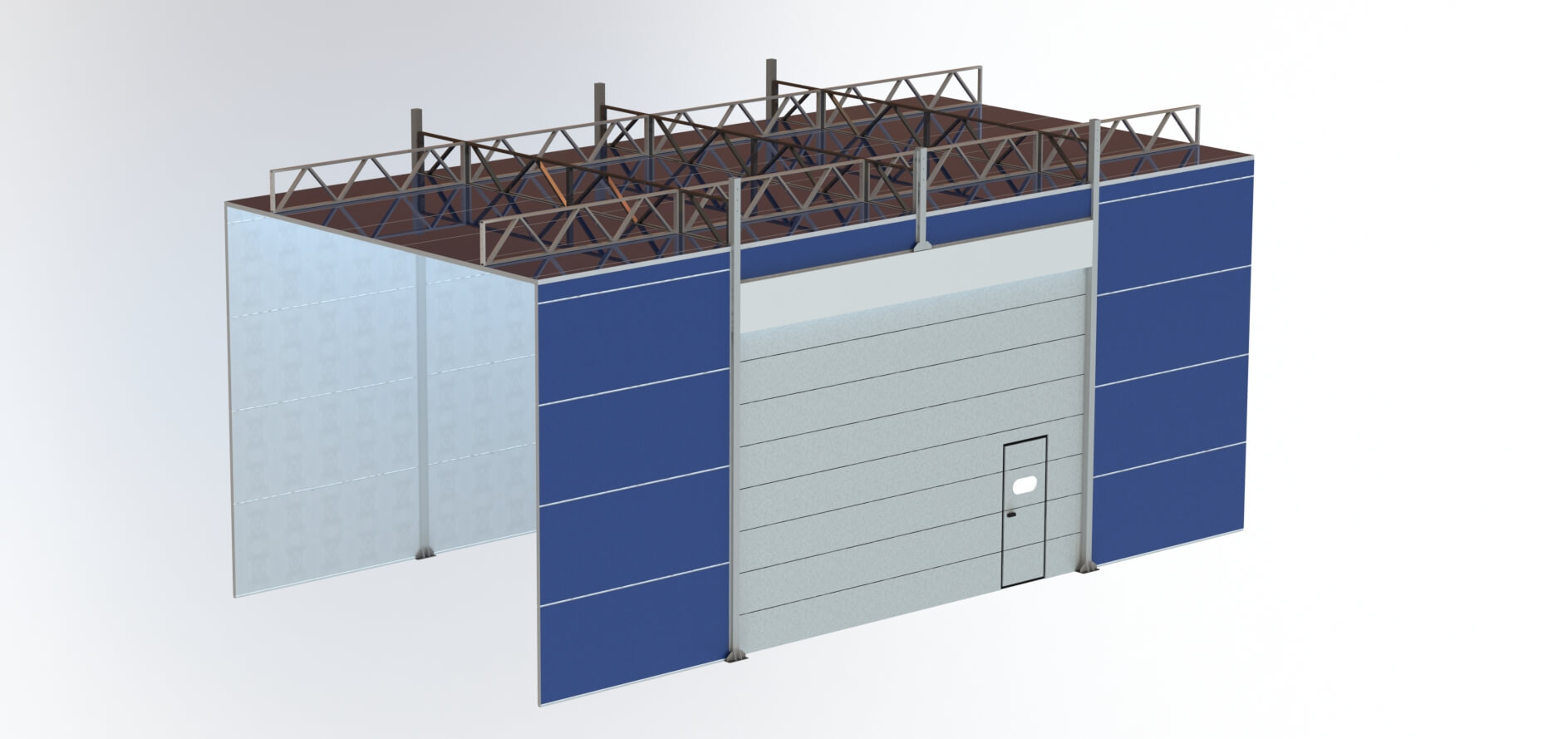
Ventilation Airlock Chamber
Between the abrasive blasting chamber and the paint-and-drying complex, a ventilation airlock chamber is provided to ensure both technological and air separation between the processing stages.
The airlock chamber acts as a transitional zone between surface preparation and painting processes, limiting the transfer of dust, residual abrasive, and cleaning by-products to subsequent technological areas.
Functions of the ventilation airlock chamber:
- Reduction of dust-laden air migration between chambers and localization of the “dirty” zone within the abrasive blasting area.
- Equalization and stabilization of airflow prior to transferring parts into the paint-and-drying complex.
- Formation of a controlled transition zone for product movement without disturbing the operating modes of adjacent chambers.
- Maintenance of overall process discipline and air cleanliness within the painting area.
-
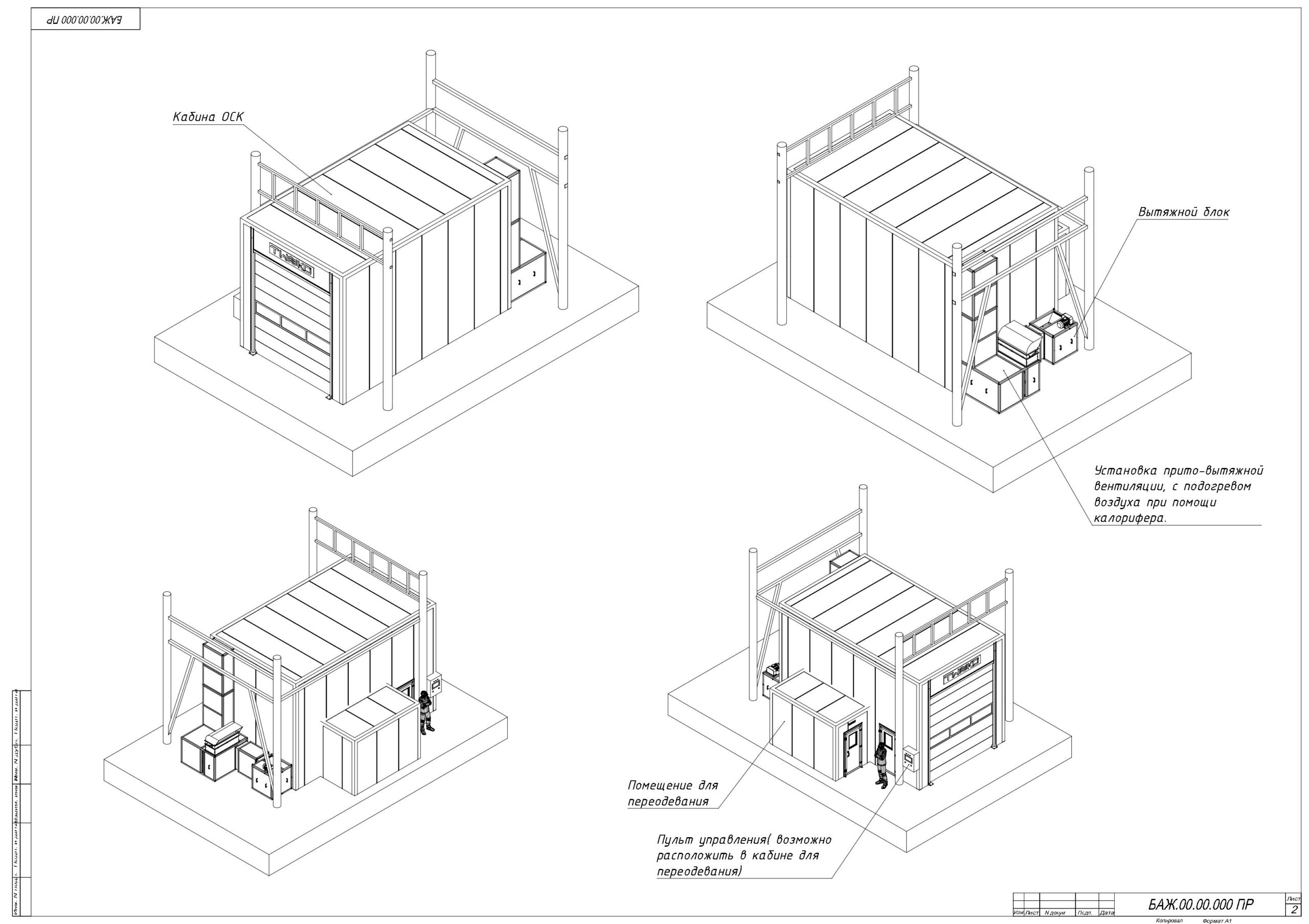
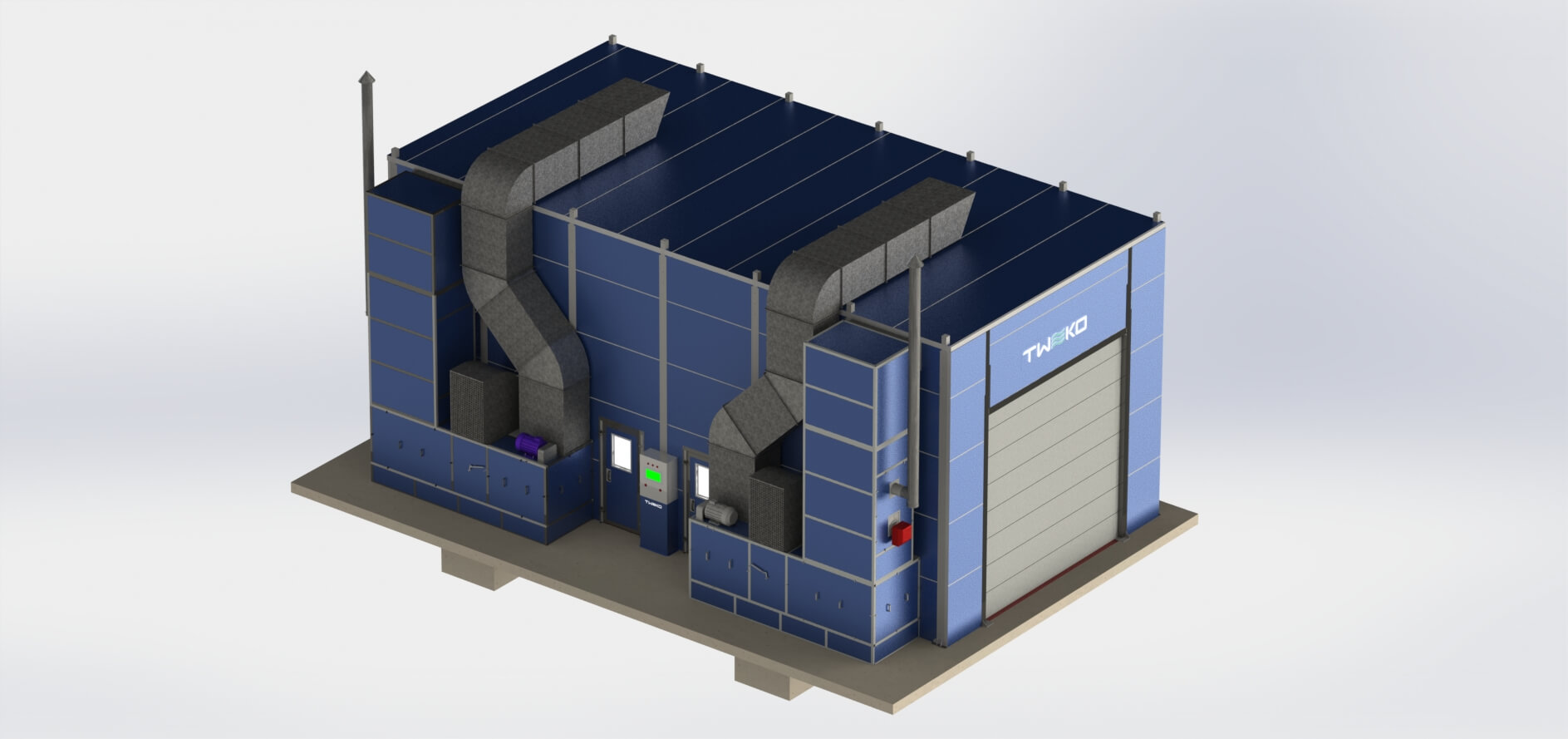
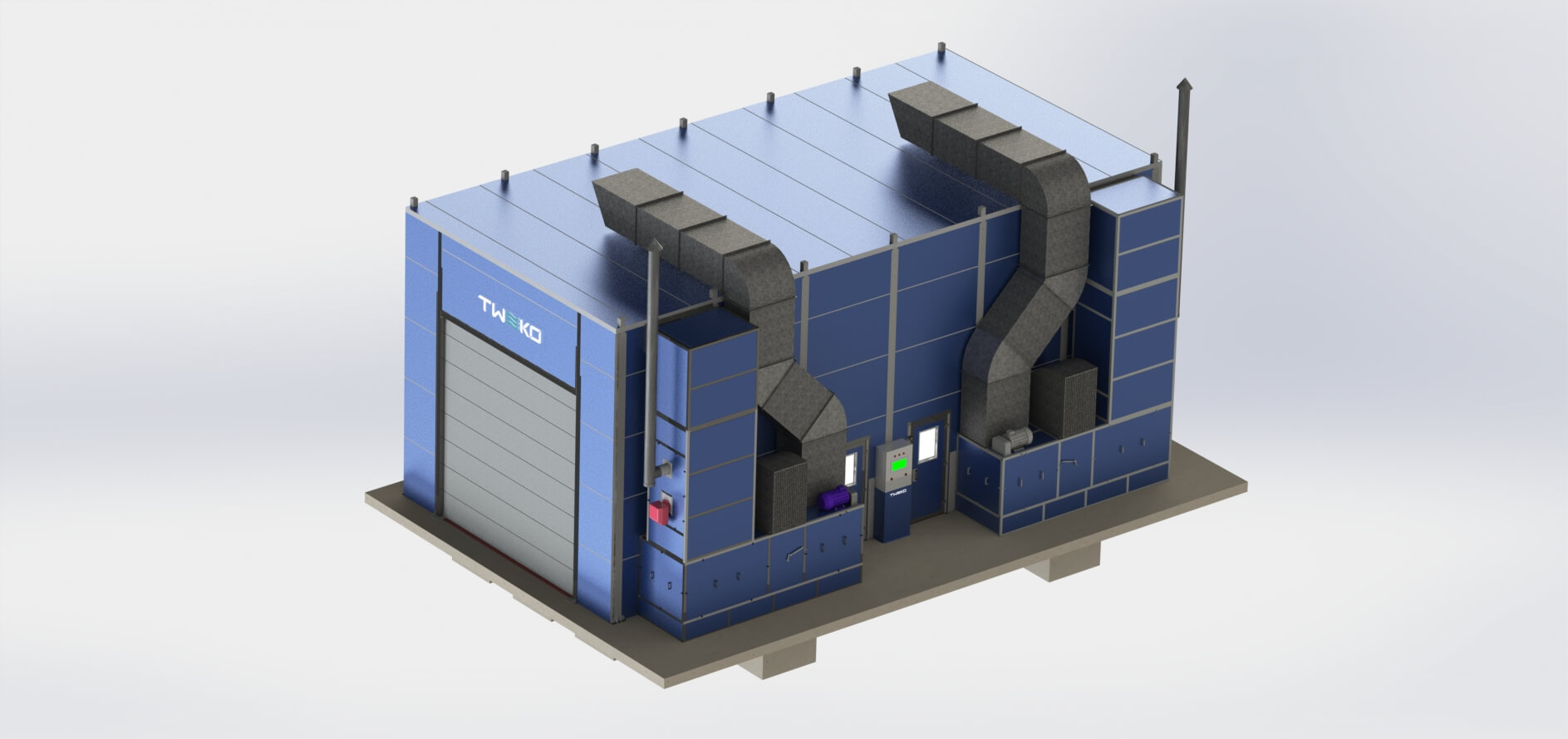
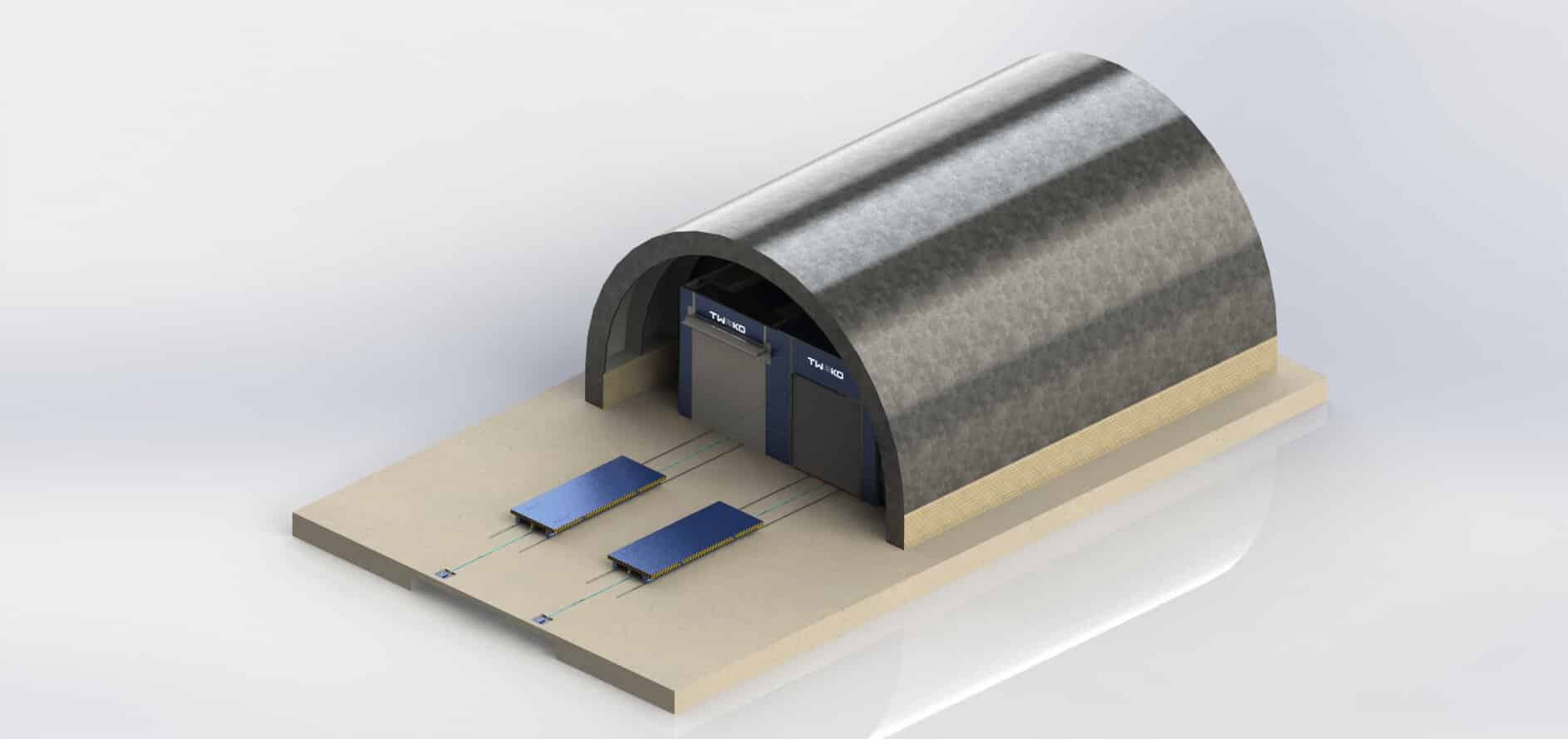
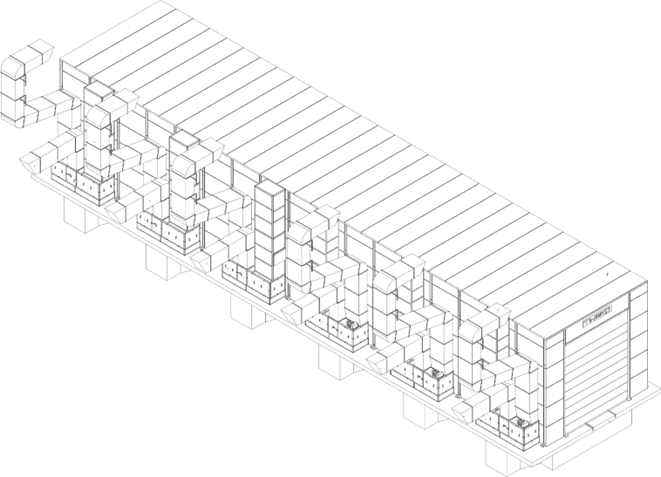
Paint-and-Drying Complex
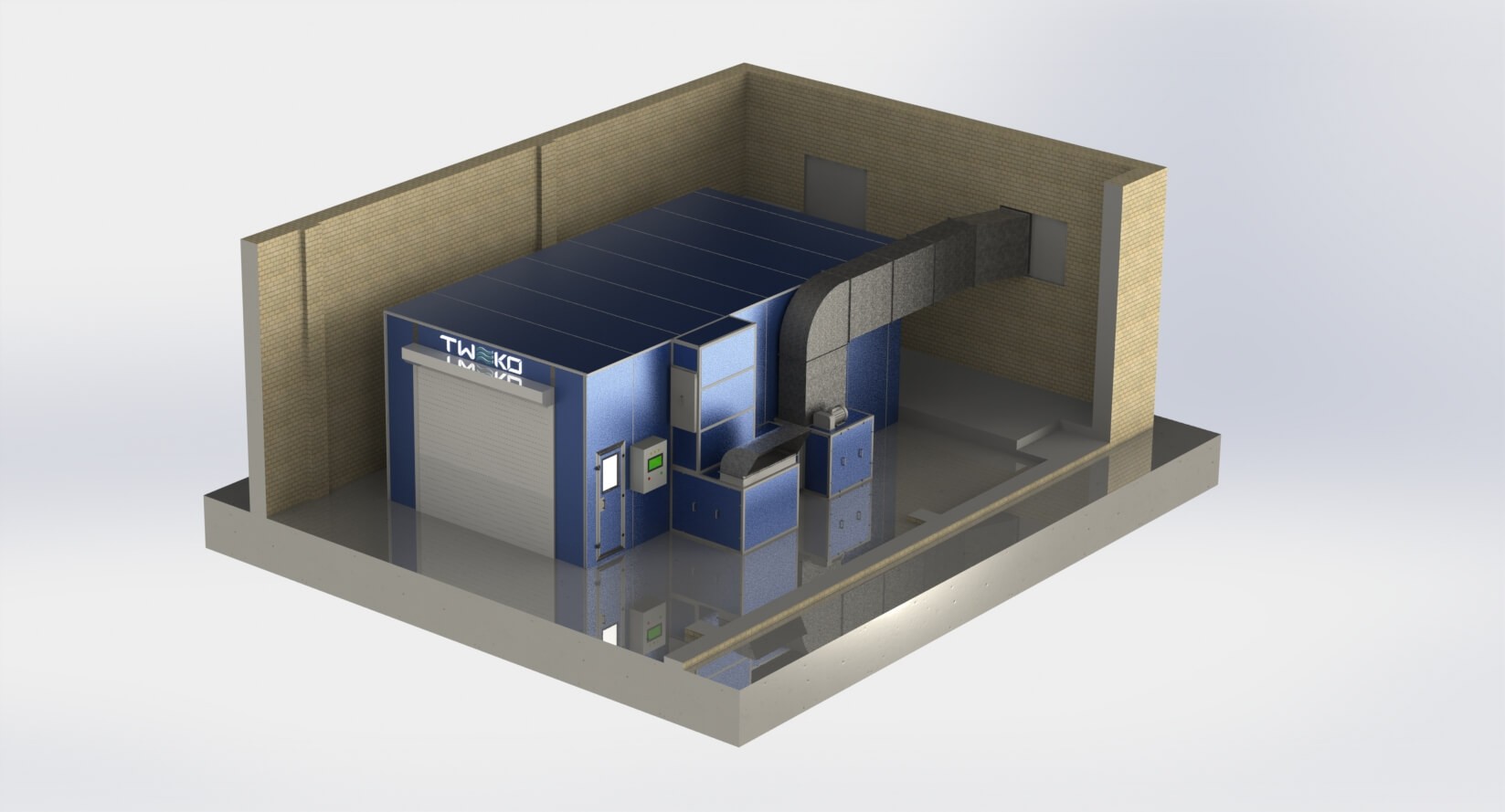
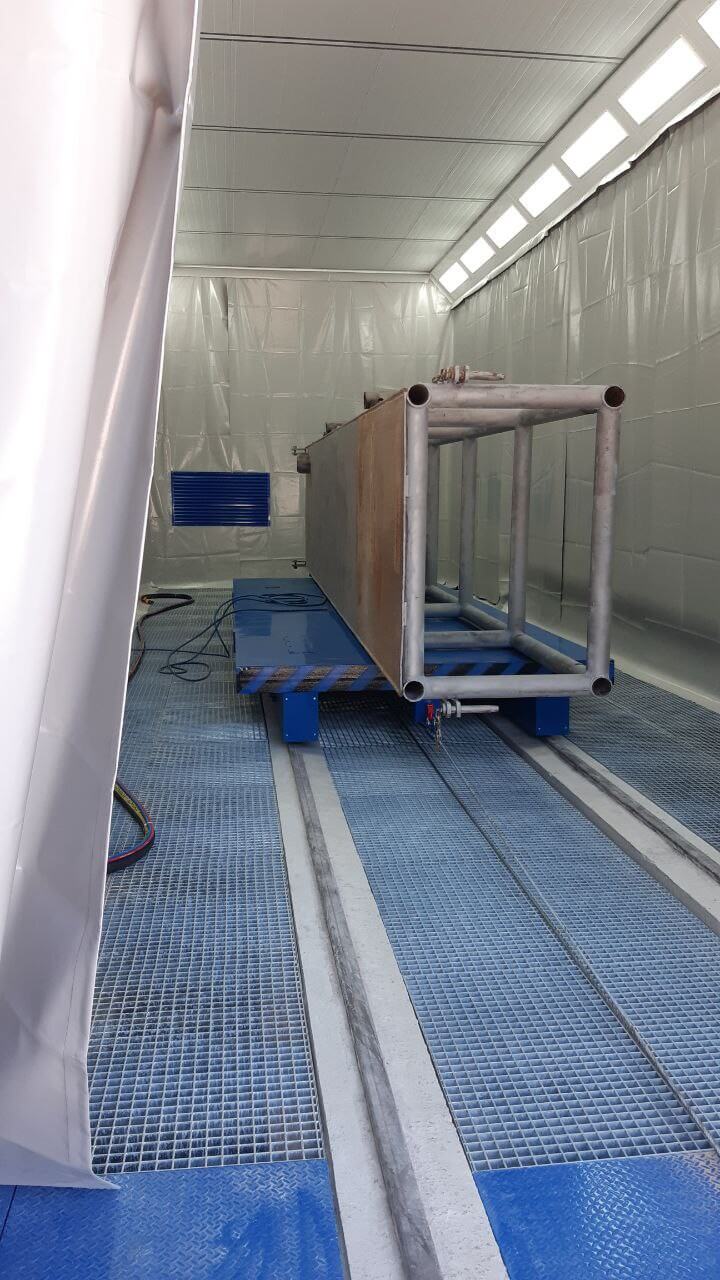
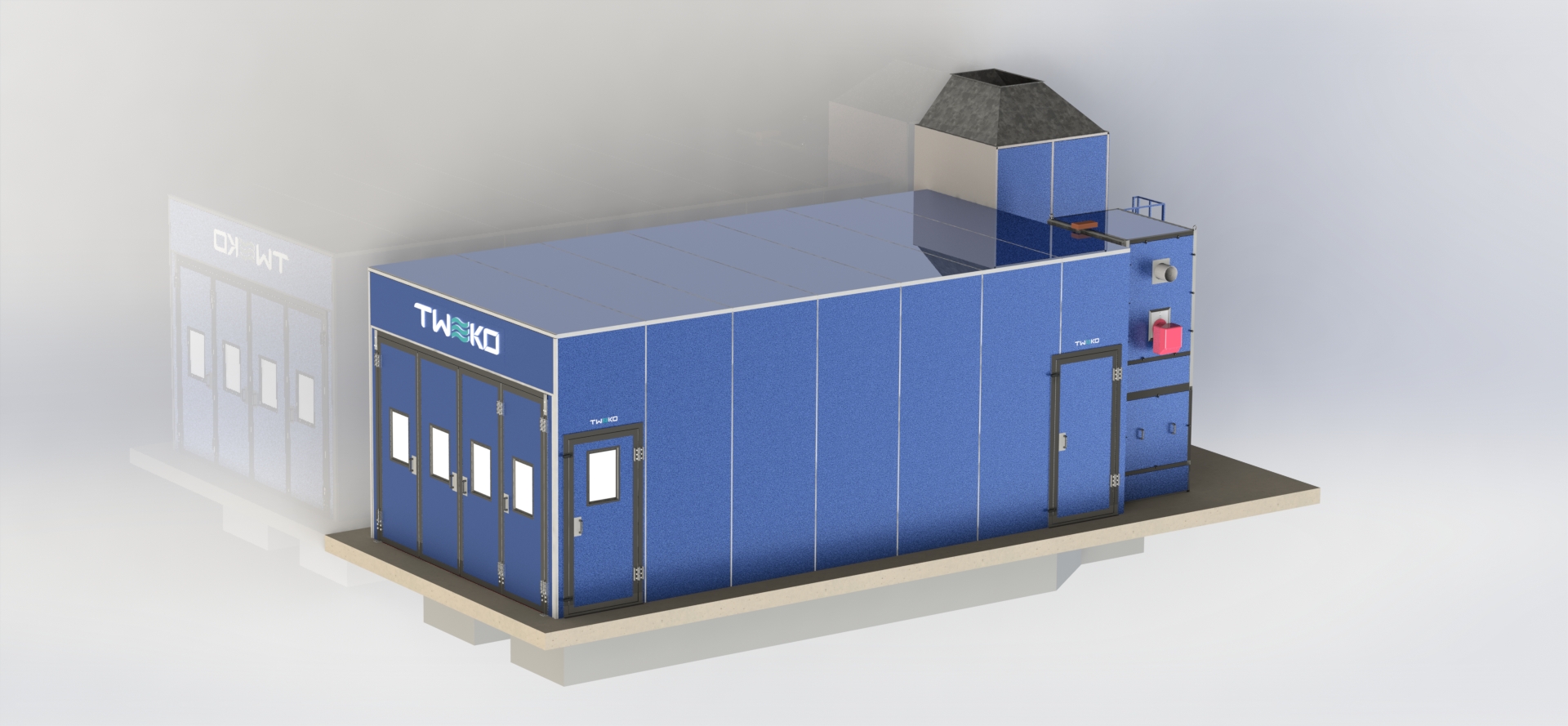
The final stage of the technological route is a paint-and-drying chamber of the IKFS series, model IKFS-Z-12, divided into separate working zones and intended for the application of paint coatings followed by thermal curing of the products.
The chamber layout ensures painting and drying operations under controlled air exchange conditions, with the possibility of sequential or parallel processing depending on production requirements.
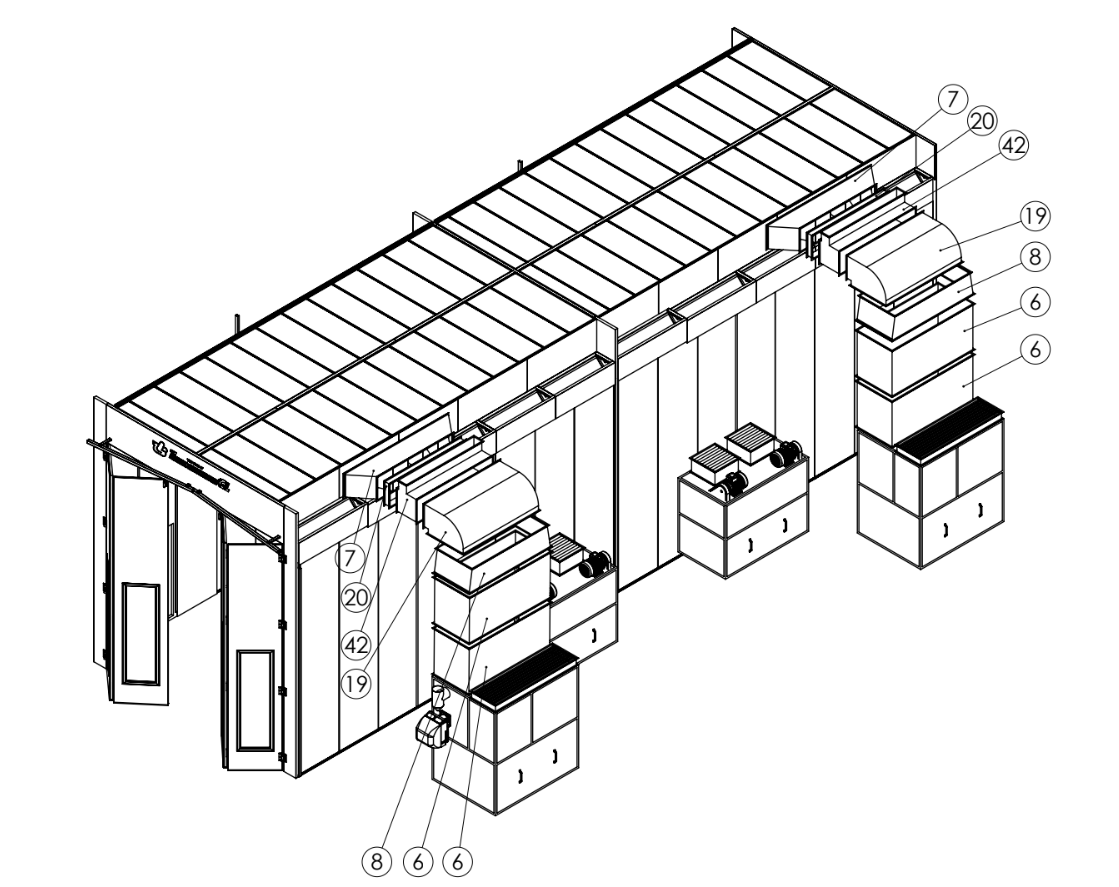
The paint-and-drying complex is equipped with:
- A supply-and-exhaust ventilation system with organized airflow, ensuring uniform air distribution in the working zones during painting and efficient removal of paint aerosols.
- Filtration systems for both supply and exhaust air, designed to reduce aerosol concentration and protect adjacent production areas.
- Thermo-ventilation units integrated into the chamber structure, providing air heating, circulation, and maintenance of specified drying regimes after painting.
- An automated control system with an operator control panel, enabling setting and monitoring of painting, drying, purging, and cooling modes, as well as monitoring the status of engineering systems.
- Technological interlock and monitoring systems preventing chamber operation under unacceptable temperature, pressure, or ventilation and thermal unit conditions.
- Entry, exit, and inter-zone gates ensuring a pass-through product flow and sealing of working zones during technological operations.
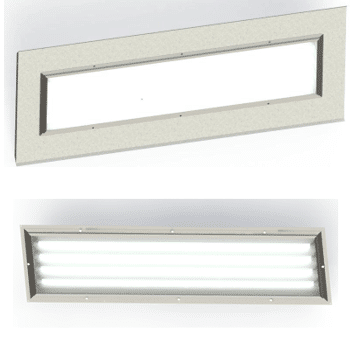
- An industrial lighting system for the working zones, adapted for painting conditions and long-term operation.
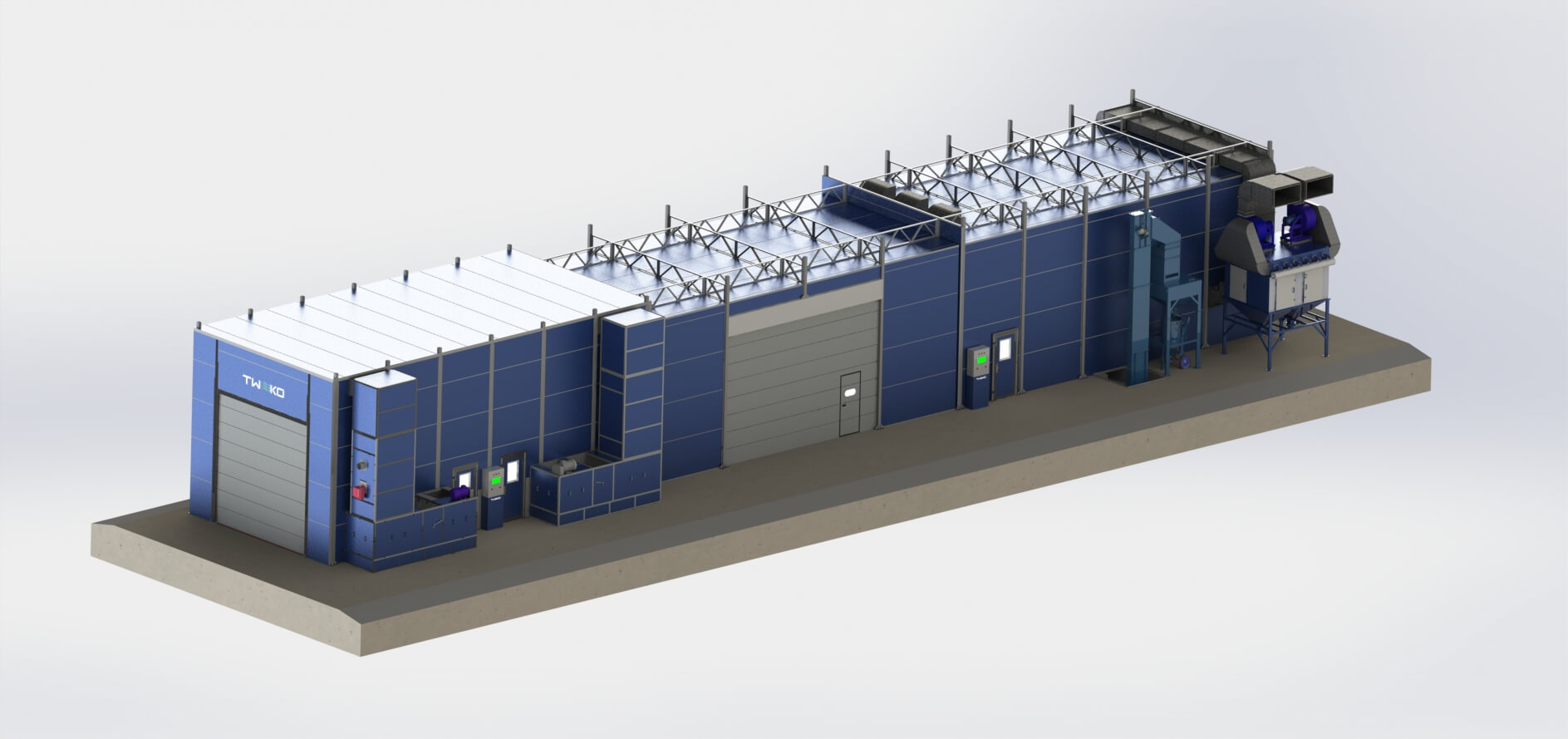
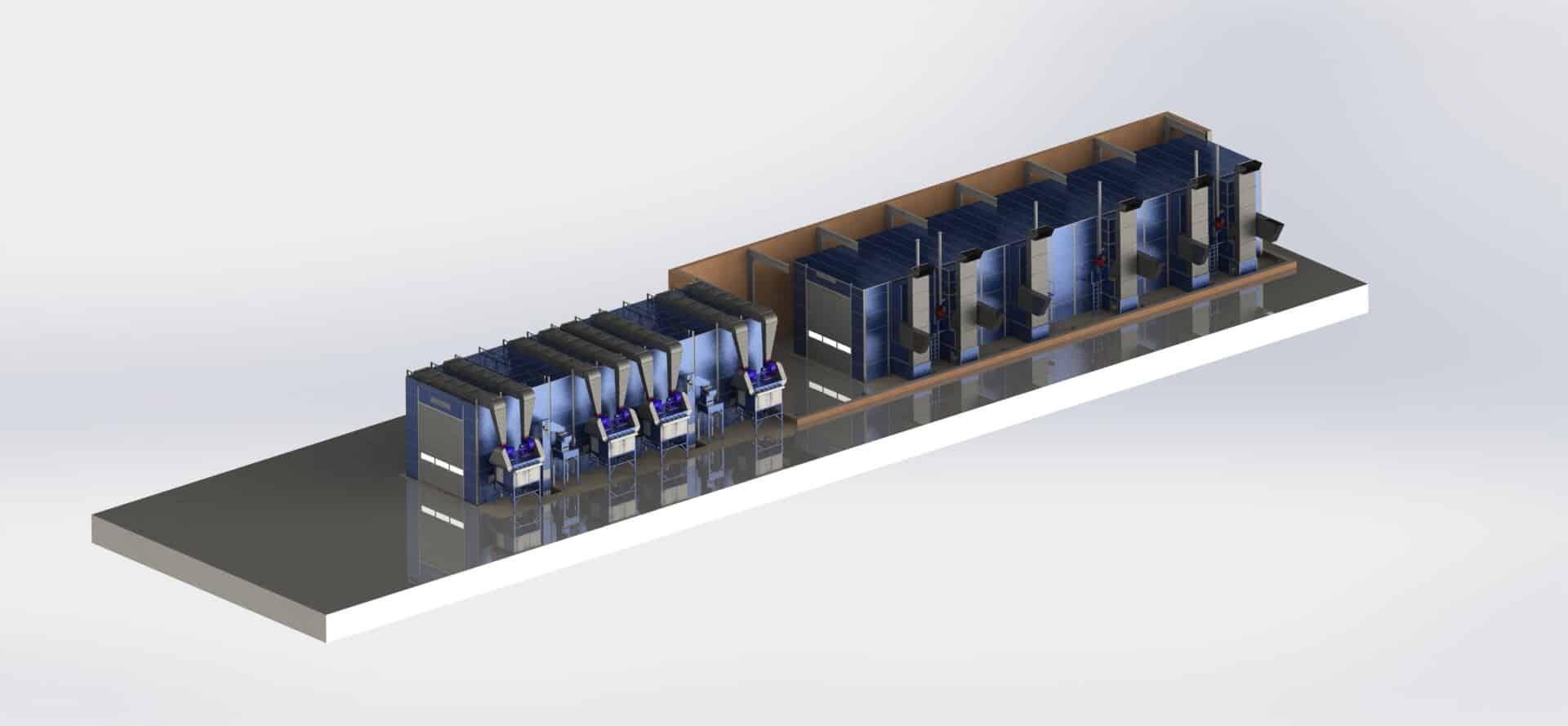
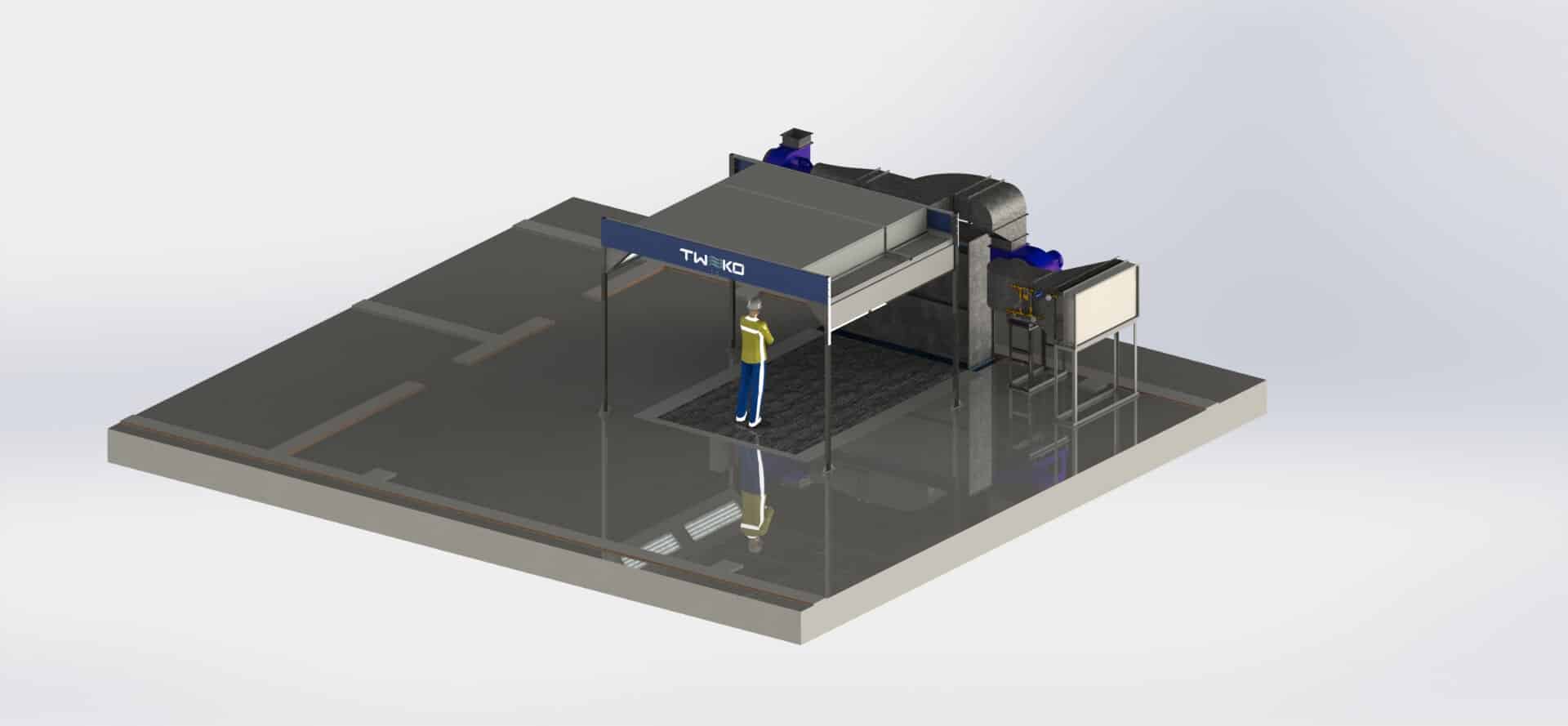
The proposed solution is formed as a single technological complex with a sequential pass-through processing logic, combining abrasive blasting, a transition zone, and paint-and-drying treatment within a coordinated equipment layout.
The complex is designed with consideration of the facility dimensions, product movement logistics, and engineering utility requirements, ensuring the possibility of further project implementation at the customer’s site without modification of the core technical solutions.
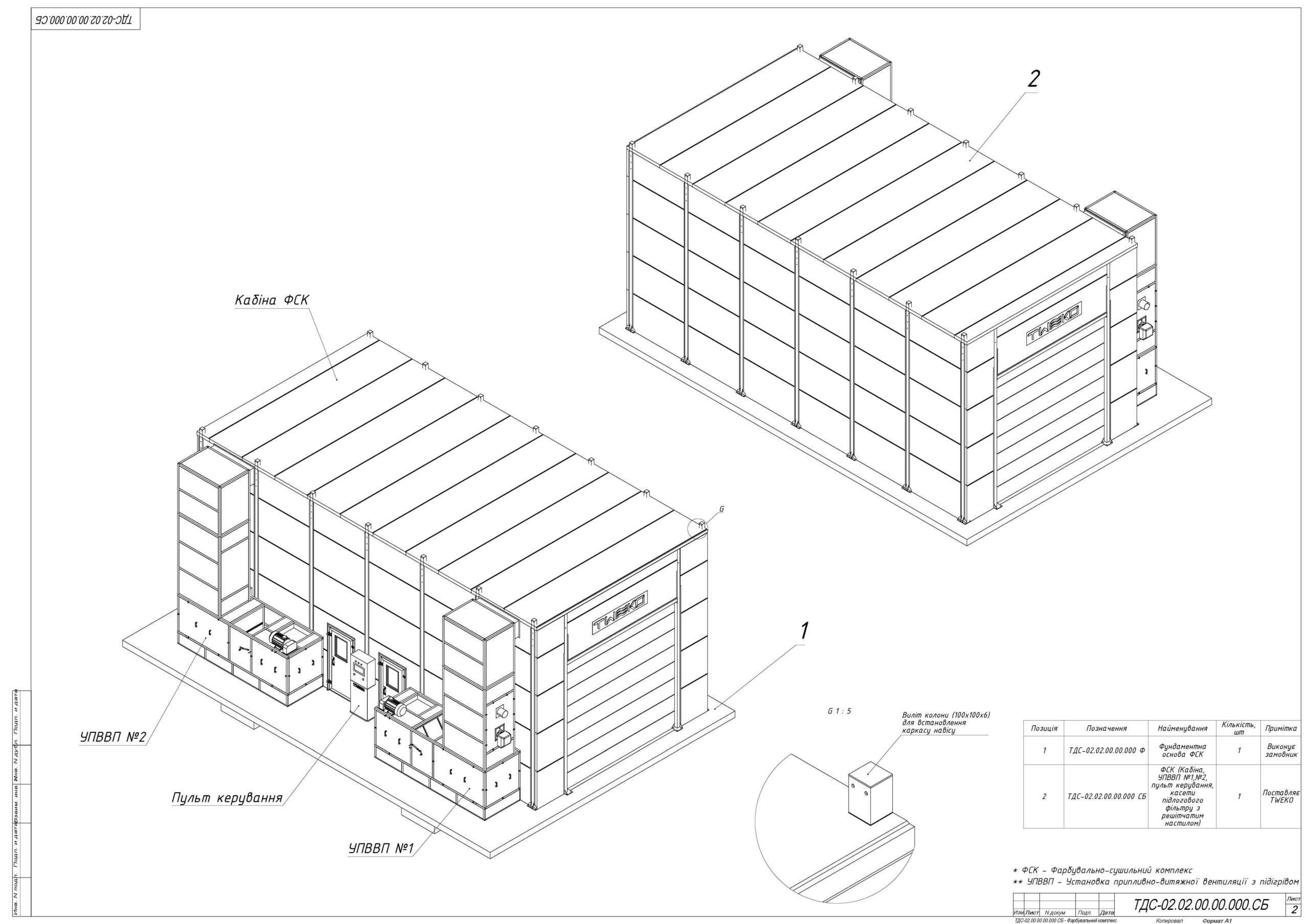
Technical Specifications of the Complex
| Parameter | Paint-and-Drying Complex (PDC) | Abrasive Blasting Chamber (ABC) |
|---|---|---|
| Dimensions and Construction | ||
| Internal dimensions (working area) | 12,100 × 6,000 × 5,000 mm | 12,000 × 6,000 × 5,000 mm |
| Overall dimensions | 12,360 × 5,870 × 7,500 mm | — |
| Service doors | 840 × 1,975 mm (2 units) | 840 × 1,975 mm (1 unit) |
| Ventilation and Air Exchange | ||
| Ventilation system type | Supply and exhaust | Filtration and ventilation unit |
| Ventilation capacity | 32,500 m³/h | 30,000 m³/h |
| Ventilation motor drives |
15 kW / 1,500 rpm (2 units) 15 kW / 1,500 rpm (2 units) |
15 kW / 1,455 rpm (2 units) |
| Thermal and Process Systems | ||
| Heating type | Diesel burners (2 units) | Not provided |
| Operating temperature | Up to 60 °C | — |
| Abrasive recovery system | — | Scraper floor, bucket elevator, separator |
| Process equipment drives | — |
Scraper floor — 1.1 kW / 1,500 rpm (4 units) Bucket elevator — 1.1 kW / 1,440 rpm (1 unit) Vibrator — 0.18 kW / 3,000 rpm (1 unit) |
| Power Supply and Lighting | ||
| Equipment power supply | 380 V / 50 Hz | 380 V / 50 Hz |
| Lighting power supply | 220 V / 50 Hz | 220 V / 50 Hz |
| Maximum lighting power | Up to 3 kW | Up to 3 kW |
| Luminous flux | 6,500 lm | — |
| Total power requirement | 64 kW | — |
| Acoustic and Weight Parameters | ||
| Noise level inside the chamber | Up to 65 dB | — |
| Noise level outside the chamber | Up to 70 dB | Up to 70 dB |
| Equipment weight | ≈ 5,630 kg | ≈ 11,000 kg |
Operating Principle of the Complex
The technological complex is built according to a pass-through scheme and ensures sequential execution of surface preparation, coating application, and drying operations within a single production workflow.
The process is divided into separate stages with clear isolation of technological zones, which minimizes mutual process interference and ensures repeatable conditions at each stage.
At the first stage, products are fed into the abrasive blasting chamber, where mechanical removal of corrosion, old coatings, and contaminants is performed. The spent abrasive is collected, regenerated, and returned to the working process, while dust-laden air is cleaned by the filtration and ventilation system.
After cleaning, the products are transferred through the ventilation airlock chamber, which forms a transition zone between surface preparation and painting stages, limiting dust transfer and stabilizing airflow.
At the final stage, coating application is performed in the paint-and-drying complex under controlled air exchange conditions, followed by drying of the products at specified temperature modes. After completion of drying, the system switches to purge and cooling modes.
Control of all stages is carried out through an integrated automation system, ensuring synchronized operation of the equipment and compliance with the specified technological sequence.
Result for the Customer
As a result of the project implementation, TDC received a coordinated engineering solution for organizing a technological area for surface preparation and paint-and-drying treatment within a service production environment.
The developed configuration of the complex takes into account real operating conditions, diversity of processed items, and requirements for consistent organization of technological processes.
- A clearly structured technological route with logical sequence of operations and separation of functional zones has been established.
- Risks of negative interaction between surface preparation and painting processes have been reduced through proper zoning of the production area.
- Controlled conditions for coating application and drying have been created, ensuring stable and repeatable quality of the final result.
- A complete set of design and technical documentation has been prepared for subsequent manufacturing, installation, and operation of the equipment.
- An engineering foundation has been laid for further development and scaling of the production area in accordance with the company’s operational needs.
The implemented solution enables the customer to take a systematic approach to organizing refurbishment and painting processes, reducing technological risks during both implementation and operation of the production area.
Conclusion
The project for TDC confirmed TWEKO’s capabilities in developing comprehensive engineering solutions for service and repair production — from the analysis of initial conditions and concept development to the preparation of a complete set of design and technical documentation.
The proposed solution combines a rational equipment layout, a coordinated logic of technological processes, and clearly defined engineering system requirements, creating a reliable foundation for the implementation of the production area and its further development in line with the customer’s operational objectives.
A systematic design approach minimizes risks at the stages of equipment manufacturing, installation, and operation, while ensuring predictable results even before the project enters the implementation phase.
Do you need a custom engineering solution for surface preparation and painting?
The TWEKO team develops abrasive blasting and paint-and-drying solutions with consideration of real operating conditions, production logistics, and the requirements for integrating equipment into existing facilities.













![pbk-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-071.jpeg)
![pbk-09[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-091.jpeg)
![pbk-02[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-021.jpeg)
![pbk-03[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/pbk-031.jpeg)



























![dvm-kaso-dvm.02-2[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-dvm.02-21.jpg)
![dvm-ikfs-dvm-10[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-101.jpg)








![dvm-kaso-photo_2_2024-06-27_17-49-41[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-photo_2_2024-06-27_17-49-411.jpg)
![photo_2024-09-23_14-40-46[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/photo_2024-09-23_14-40-461.jpg)
![video_2024-09-23_14-41-24-frame-at-0m8s[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/video_2024-09-23_14-41-24-frame-at-0m8s1.jpg)
![dvm-ikfs-dvm-kfs-photo_3_2024-06-27_17-50-44[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-kfs-photo_3_2024-06-27_17-50-441.jpg)
![video_2024-09-23_14-41-24-frame-at-0m15s[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/video_2024-09-23_14-41-24-frame-at-0m15s1.jpg)
![dvm-kaso-photo_2_2024-06-27_17-52-02[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-kaso-photo_2_2024-06-27_17-52-021.jpg)
![dvm-ikfs-dvm-pult-keruvannya-kfs-trashed-1689761863-img_20230619_103941670[1]](https://t-weko.com/wp-content/uploads/sites/18/2025/10/dvm-ikfs-dvm-pult-keruvannya-kfs-trashed-1689761863-img_20230619_1039416701.jpg)


















![kvs-06[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/kvs-061.jpg)
![kvs-07[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/kvs-071.jpg)
![kvs-04[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/kvs-041.jpg)
![kvs-09[1]](https://t-weko.com/wp-content/uploads/sites/18/2026/02/kvs-091.jpg)