TWEKO successfully implemented a painting area modernization project for a leading Ukrainian manufacturer of stainless steel heated towel rails and premium design radiators. Based on a preliminary technical design, a comprehensive turnkey solution was developed, manufactured, and commissioned — a semi-automatic pass-through paint and drying complex.
The result is a modern continuous production line with a complete cycle of surface preparation, coating application, and polymerization, ensuring consistently high coating quality and compliance with the requirements of a certified ISO 9001 quality management system.
About the Client
Mario is one of the leading Ukrainian manufacturers of premium stainless steel heated towel rails and design radiators. The company has been operating since 1998 and runs its own modern production facility in Lityn, Vinnytsia region. Mario operates a full-cycle metalworking process and maintains a quality management system certified in accordance with ISO 9001:2015.
In 2018–2019, the company actively expanded its production capacity and broadened its range of decorative coatings. This required achieving 100% color repeatability and coating stability, reducing energy consumption, and optimizing the logistics of the painting area while minimizing the impact of the human factor.
To address these challenges, Mario selected TWEKO as the sole contractor for the design, manufacturing, and commissioning of a complex specifically adapted to the actual operating conditions and dimensions of the existing production facility.
Project Objectives
In 2019, Mario assigned TWEKO a comprehensive task — to design, manufacture, and implement a modern pass-through paint and drying complex for the complete cycle of surface preparation, application, and polymerization of decorative paint coatings on heated towel rails and design radiators. The complex had to be fully adapted to the company’s existing production areas and ensure the processing of products with dimensions up to 1,860 × 800 × 350 mm and a weight of up to 10 kg.
Key customer requirements:
- to develop and approve a technical solution taking into account the actual product dimensions and the existing production area;
- to ensure a complete process cycle: semi-automatic degreasing + rinsing → intermediate drying → electrostatic application of water-based enamels → polymerization at 150–180 °C for up to 20 minutes;
- to integrate four technological zones into a single continuous pass-through process flow;
- to implement an overhead endless-type conveyor system with manual movement and 360° rotatable carriages;
- to maintain a temperature range of +18…+24 °C in the working zones while optimizing energy consumption.
Solution
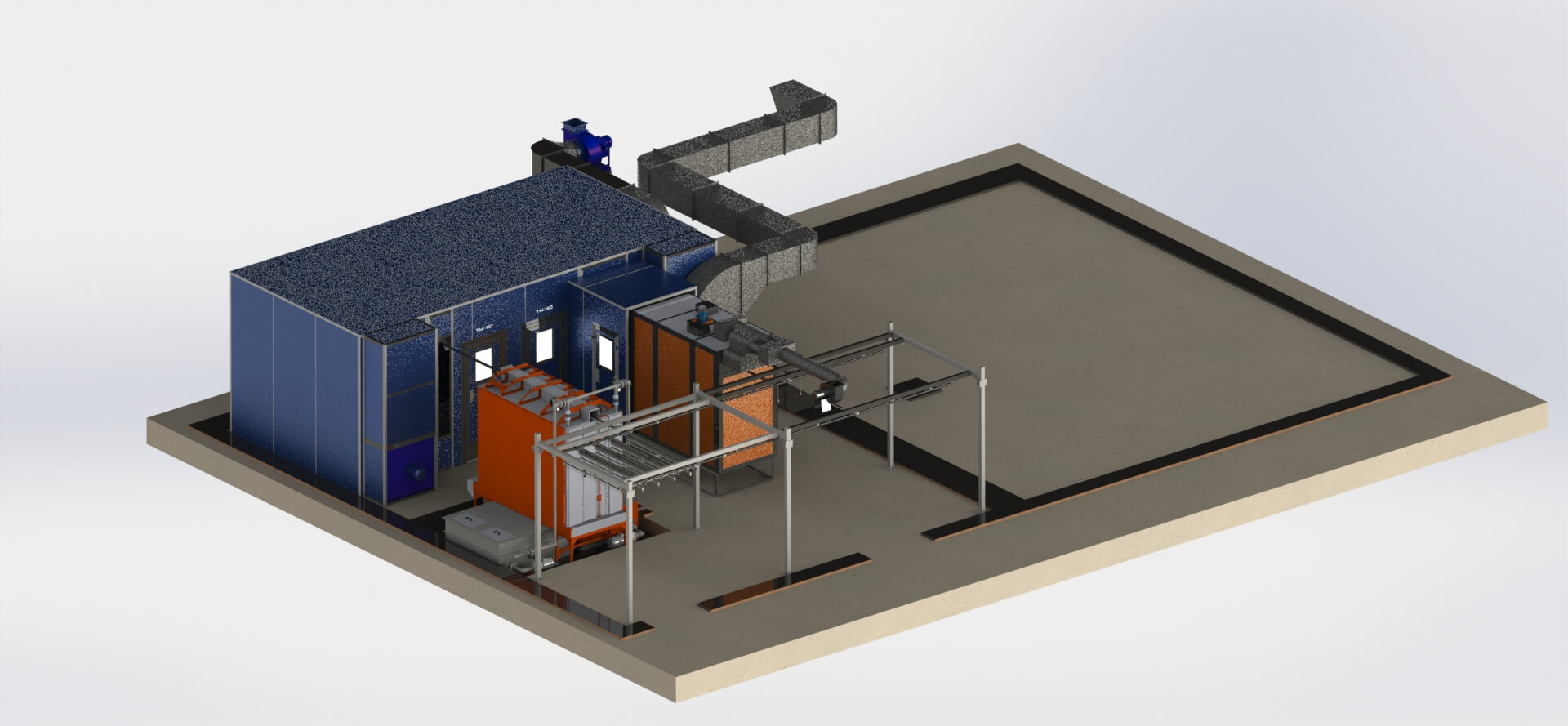
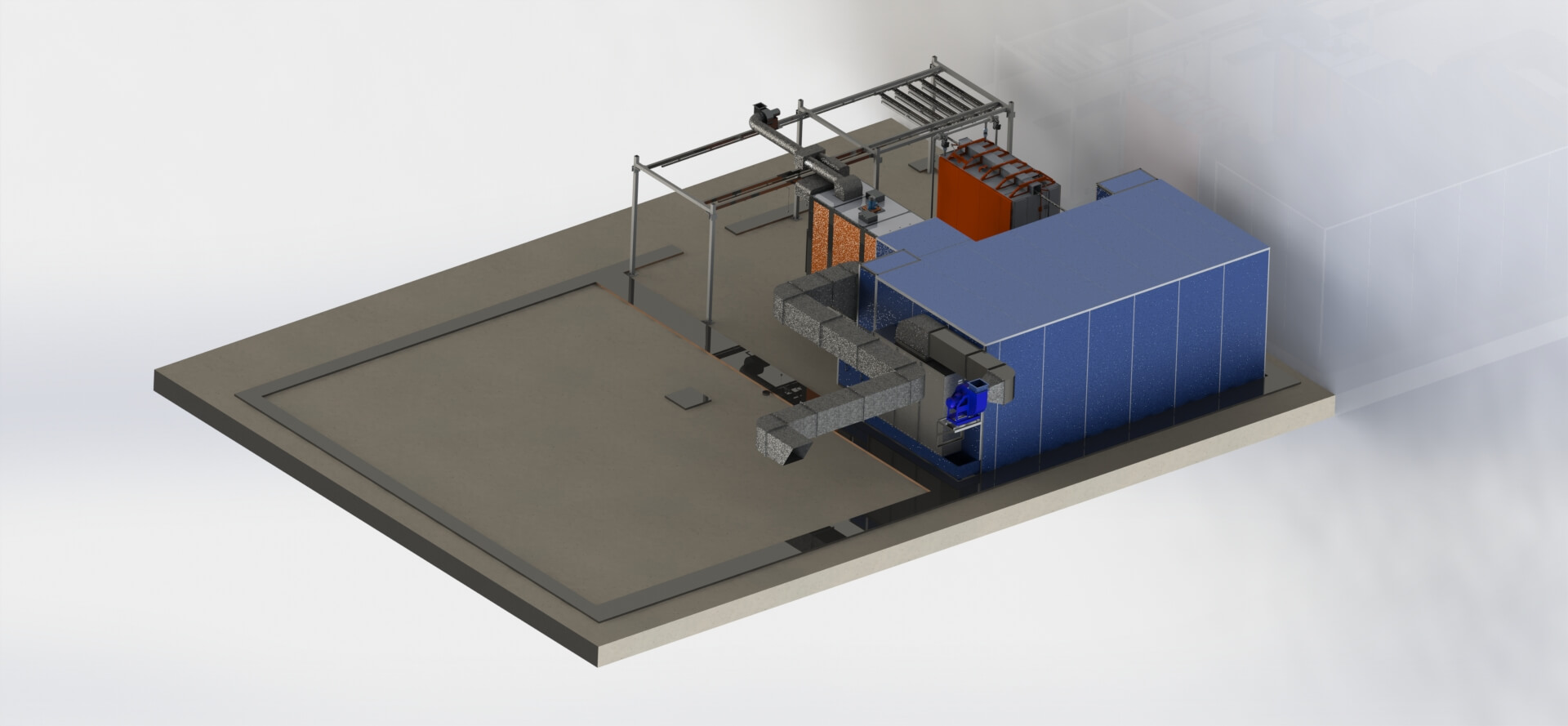
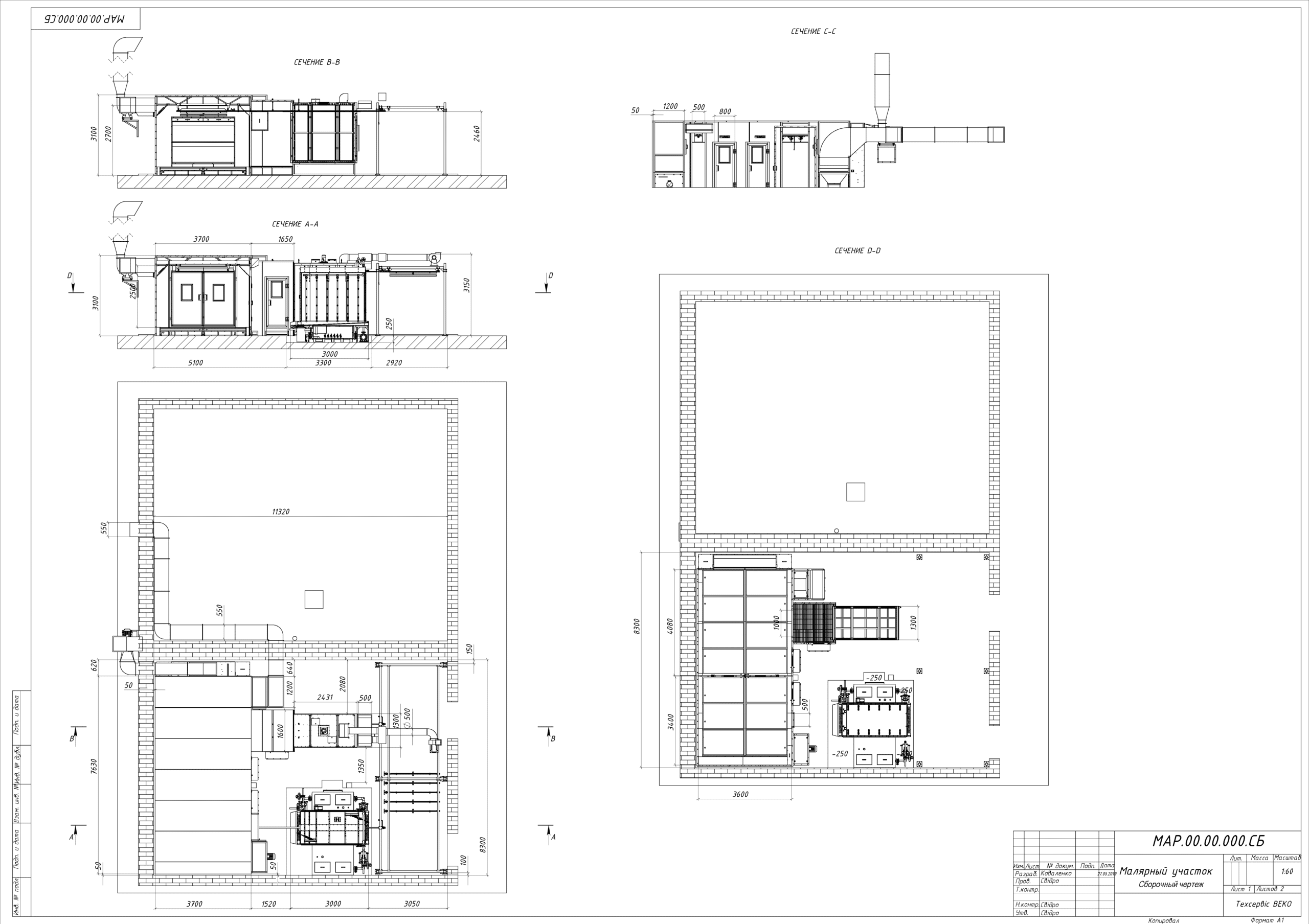
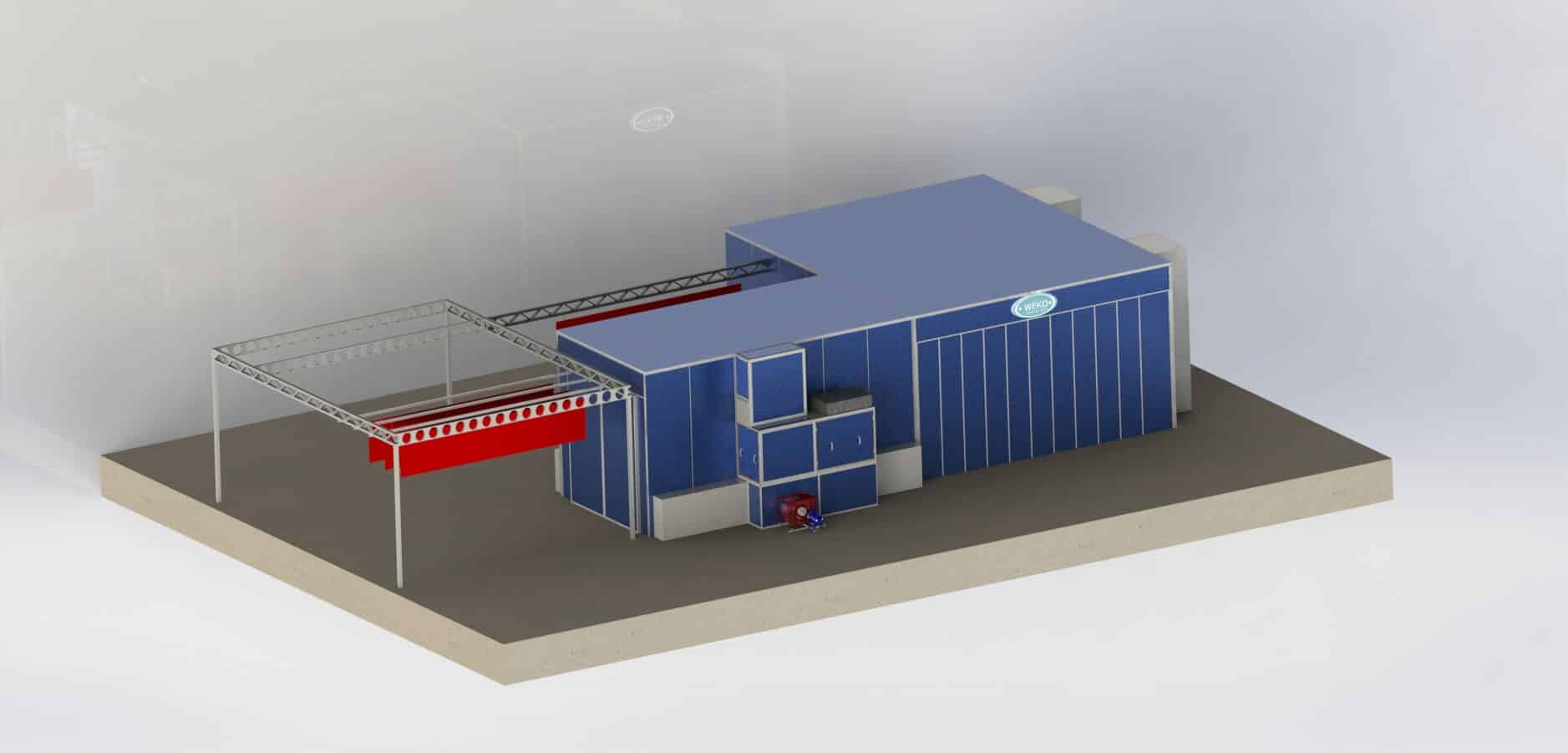
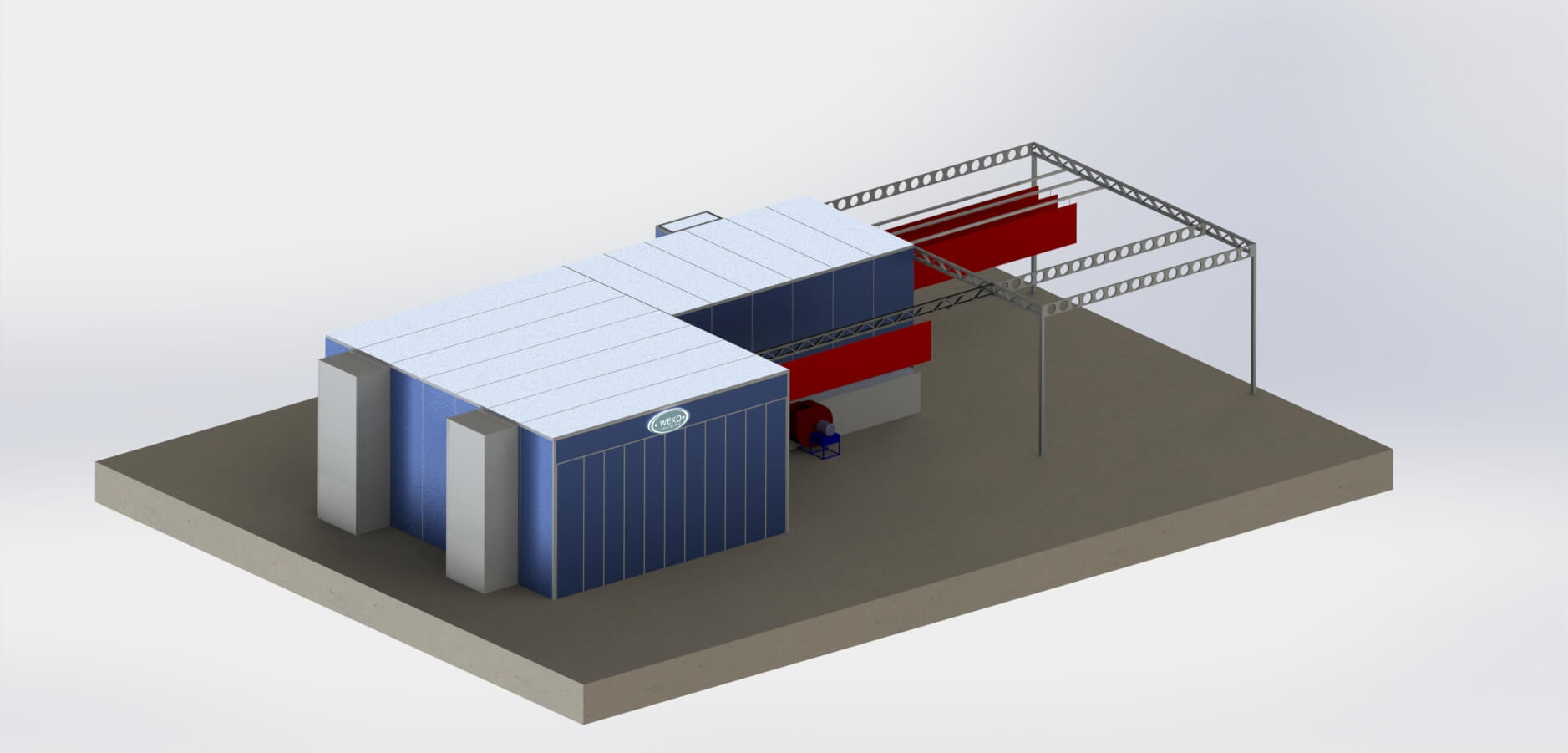
Based on the approved preliminary technical design, TWEKO developed, manufactured, and commissioned a customized pass-through paint and drying complex, fully adapted to the limited space of Mario’s operating production workshop.
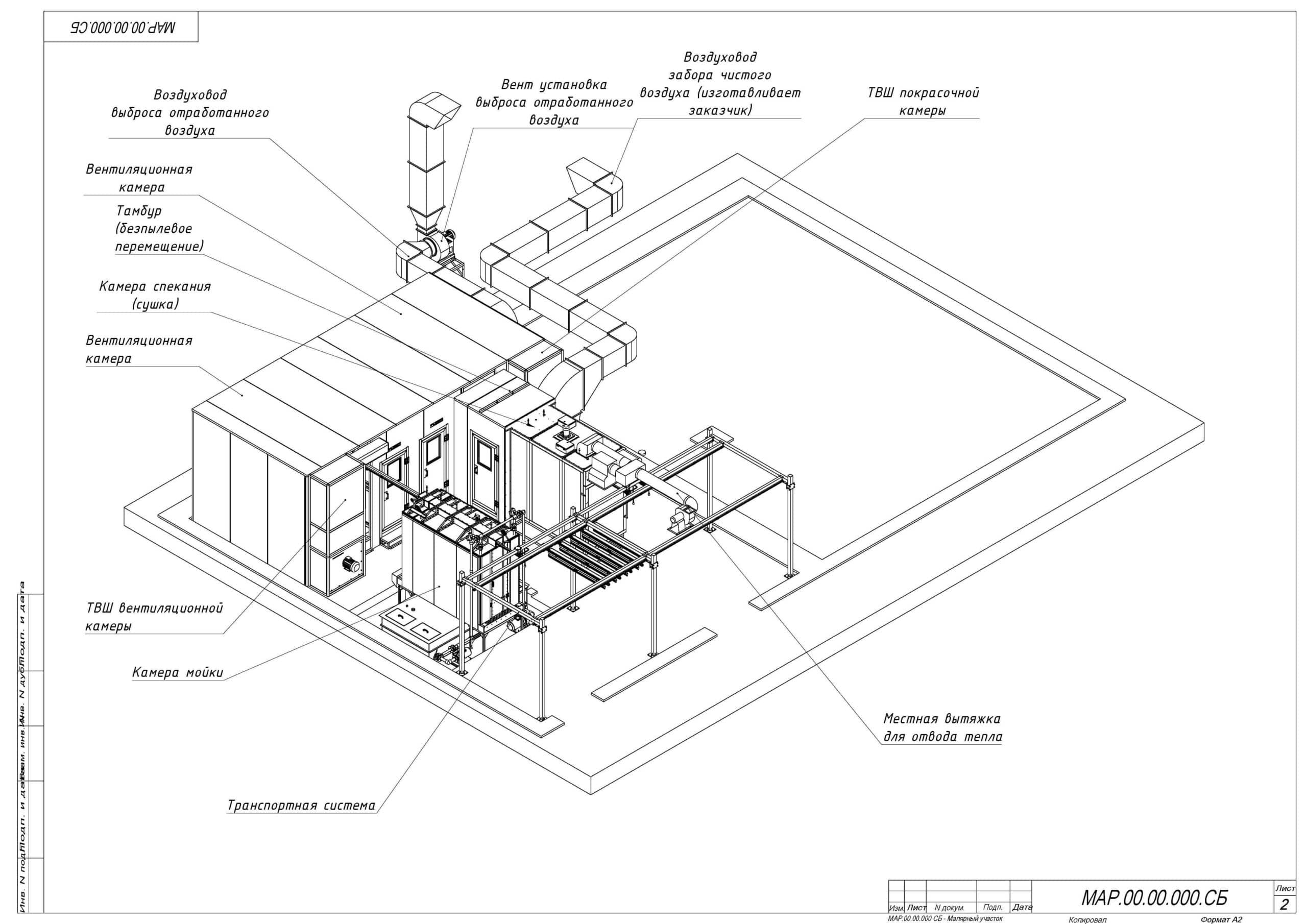
The complex consists of four main technological modules and two auxiliary zones, integrated by a single overhead conveyor system
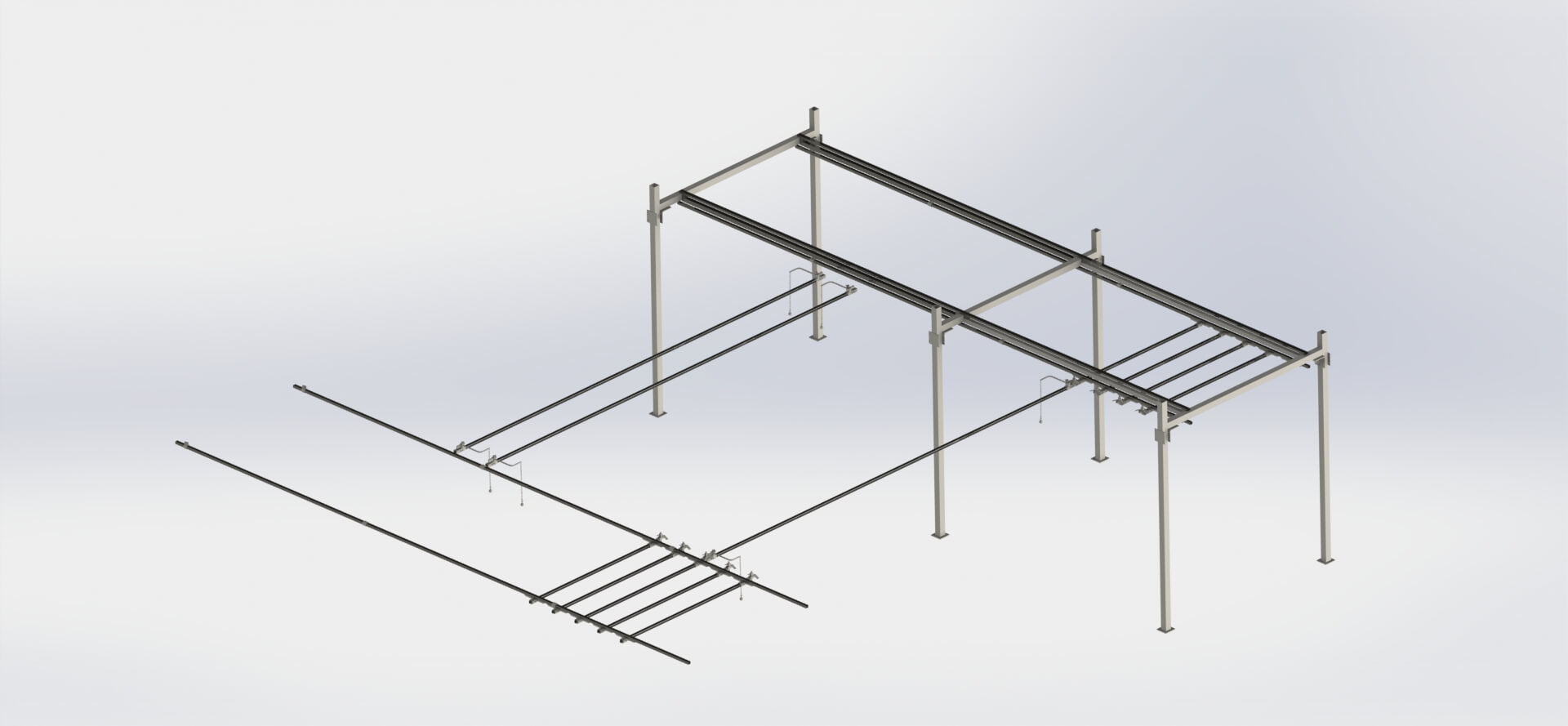
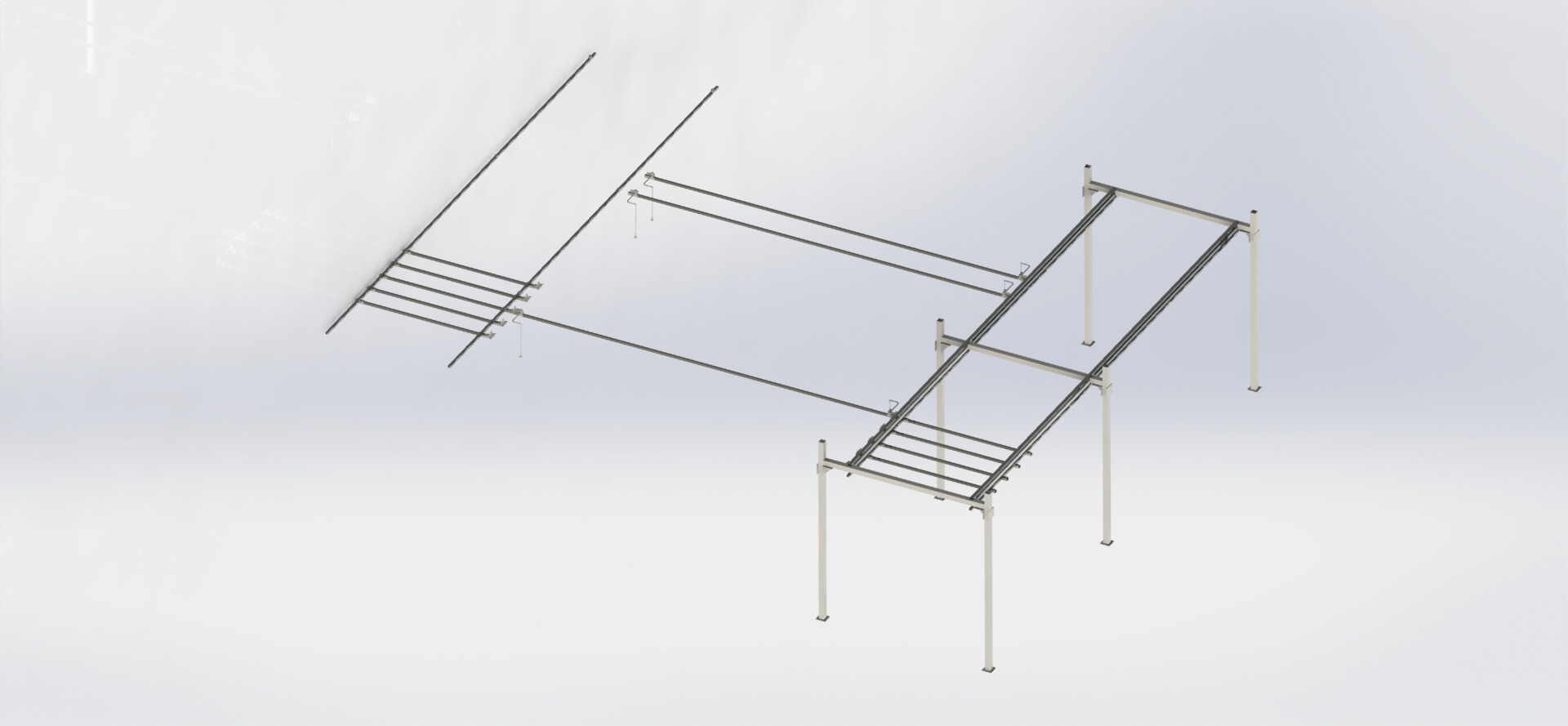
An overhead endless-type conveyor system with manual movement ensures continuous transfer of products through all technological zones of the complex. The system includes:
- 12 rotatable carriages with a 360° rotation mechanism, enabling uniform coating of products from all sides;
- five accumulation transfer carriages each in the loading/unloading and drying zones.
The conveyor system was designed taking into account product dimensions (up to 1860 × 800 × 350 mm), weight of up to 10 kg, and specific suspension hook fixing methods. The design allows changes in carriage travel direction and geometric adaptation to the actual shop-floor layout.
Monorail sections are implemented as single or dual parallel profiles (500 mm center-to-center distance), depending on the zone.
The transport system utilizes European-made components (rails, rollers, carriage assemblies), ensuring long service life, smooth movement, and minimal maintenance requirements.
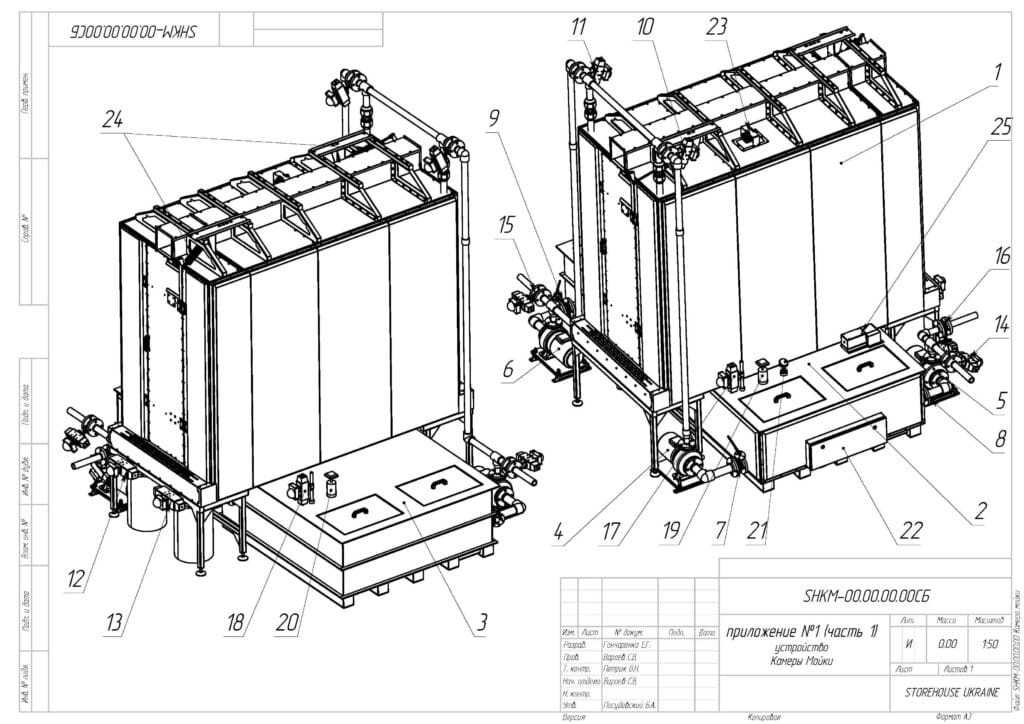
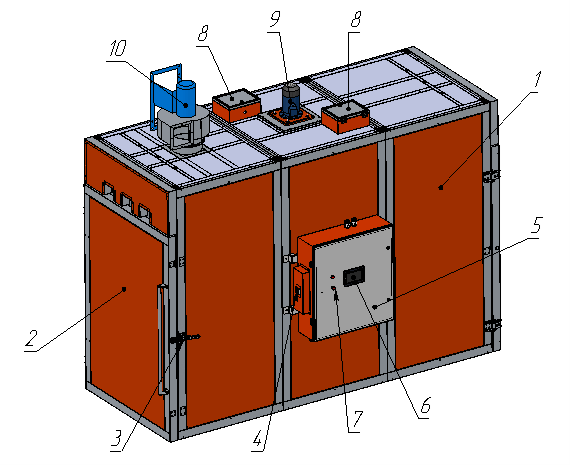
The semi-automatic spray (flood-type) washing chamber, model KMP, is designed for surface preparation of metal products prior to painting and ensures stable cleaning quality within a semi-closed solution recirculation loop. Structurally, the chamber is a thermally insulated module equipped with a contour spray system, where treatment is performed by intensive application of process solutions onto the product via high-performance nozzles.
Two consecutive stages—chemical degreasing and rinsing—are carried out without moving the product, reducing labor intensity and ensuring repeatable results.
Inside the chamber, forced circulation of process solutions is implemented with recirculation, filtration, and automatic parameter control, enabling stable operation under consistent technological conditions. The door mechanism and processing cycle are controlled automatically, while the operator performs only loading and unloading operations.
The system is equipped with a modern control panel allowing adjustment of stage durations, monitoring of equipment status, and execution of service operations.
The washing chamber is integrated into the pass-through paint and drying complex and meets surface pretreatment requirements prior to the application of water-based and polymer coatings, ensuring uniform cleaning and improved adhesion of subsequent coating layers.
| Parameter | Value |
|---|---|
| Dimensions and Design | |
| Internal working dimensions (L × W × H) | 2400 × 900 × 1800 mm |
| Overall dimensions (L × W × H) | 3000 × 3300 × 3300 mm |
| Weight (without process solutions) | 820 kg |
| Process Parameters | |
| Number of treatment stages | 2 (alkaline degreasing + rinsing) |
| Total tank volume | 1,900 liters |
| Process solution temperature range | 0–80 °C |
| Automation and Equipment | |
| Pumps | 3 units, Pedrollo (Italy) |
| Pneumatic system | Camozzi and Omal (Italy) |
| Control system | Touchscreen panel (Automatic / Setup / Maintenance) |
| Door operation mode | Automatic or manual |
| Additional functions | Primary circuit recirculation and filtration, automatic drip-off pauses |
| Power Supply and Operating Conditions | |
| Installed power | 38 kW |
| Power supply | 380 V, 3 phases + N + PE, 50 Hz |
| Compressed air pressure | 6–10 bar |
| Climatic version | UHL4 (+5…+40 °C) |
| Warranty | 12 months |
The sandwich-panel booth with thermal and acoustic insulation has a total length of ≈ 8300 mm and combines two key technological zones within a single pass-through module: intermediate drying and painting.
This configuration ensures a continuous product flow without stops between operations and allows the complex to be compactly integrated into the existing production facility without additional construction work.
1. Intermediate Drying Zone
Located immediately after the washing stage, this zone ensures drainage of residual process solutions and intensive drying of products using heated air.
It is critically important for preventing drip formation and residual moisture prior to coating application.
- supply and exhaust ventilation with air heating;
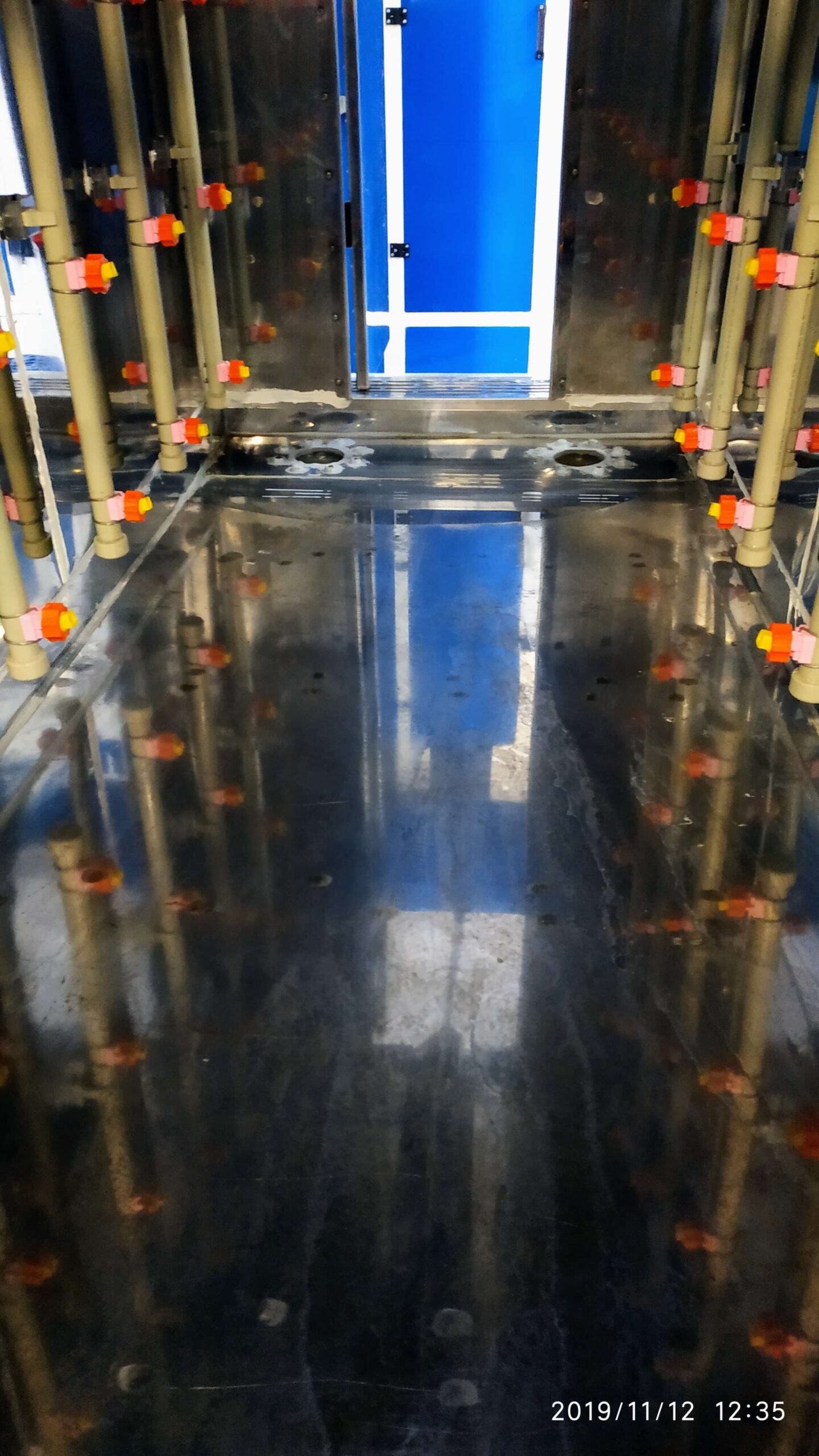
- active floor with grating and continuous water flow, ensuring maximum zone cleanliness;
- filtration system to maintain a dust-free environment.
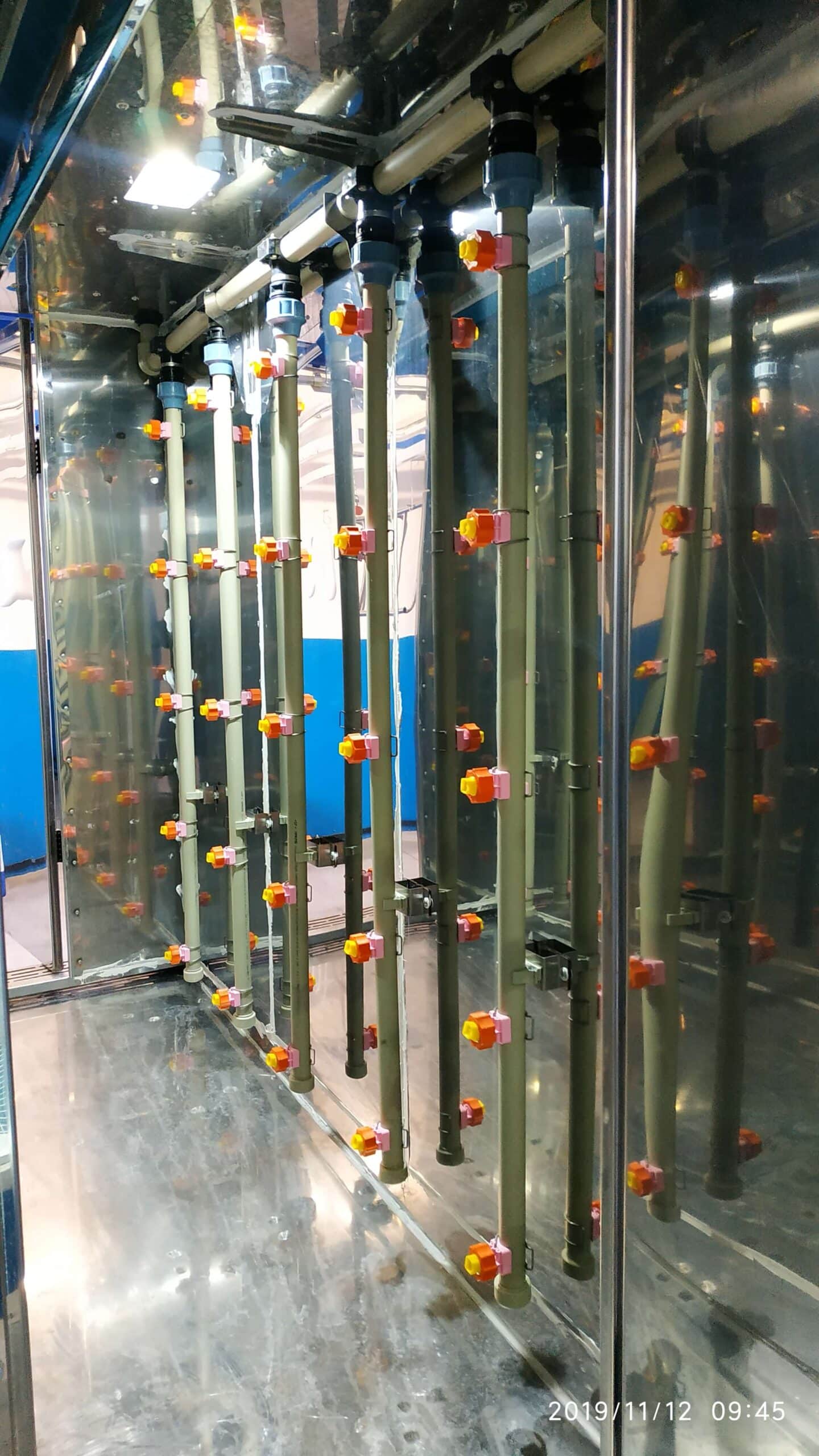
2. Painting Zone
The main working area operates under positive pressure and is designed for electrostatic application of water-based enamels.
The booth is equipped with supply and exhaust ventilation with air heating to 18–24 °C, ceiling-mounted fine filtration, and provides an air exchange rate of up to 200 air changes per hour.
Aerosol removal is performed via an AS Hydro exhaust hood with water curtain (cleaning efficiency ≥ 97%).
The system includes a water mirror, spray nozzles forming a water mist, a circulation pump, and a collection tank with the option of using coagulants or flocculants.
The active floor with continuous water flow captures excess paint mist.
A heat and ventilation unit with a centrifugal fan ensures uniform supply of cleaned air to the working zone.
Lighting, automation systems, the control panel, and monitoring sensors ensure safe and stable operation throughout the coating process.
This design ensures consistent coating quality, minimizes cleaning-related operating costs, and complies with the highest environmental and sanitary standards.
| Parameter | Value |
|---|---|
| Dimensions and Design | |
| Total section length (drying + painting) | ≈ 8300 mm |
| Working dimensions of the painting zone | 4,000 × 4,000 × 2,500 mm |
| Booth type | Pass-through, positive pressure |
| Enclosure | Sandwich panels with thermal and acoustic insulation |
| Ventilation and Air Exchange | |
| Ventilation capacity | adjustable up to 10,000 m³/h |
| Air exchange rate | up to 200 air changes per hour |
| Supply air filtration | EU5 (pre-filters + ceiling-mounted filters) |
| Exhaust Air Cleaning | |
| Cleaning system | Water curtain + hydrofilter (spray nozzles) |
| Cleaning efficiency | ≥ 97% |
| Temperature Control | |
| Operating temperature | 18–24 °C |
| Heating capacity of heat exchanger | 56 kW |
| Power Supply | |
| Power supply | 380 V, 3 phases + N + PE, 50 Hz |
The polymerization zone consists of the PP3M curing oven and an adjacent dust-free airlock, which ensures clean transfer of painted products into the oven and prevents dust contamination of freshly applied coatings.
1. Airlock (dust-free chamber)
A transition zone between the paint booth and the oven. It ensures dust-free transfer of products into a clean environment prior to polymerization, which is critical for achieving high coating quality.
2. PP3M Polymerization Oven
The pass-through convection oven is designed for thermal curing of water-based coatings on metal products. Operation is based on uniform air heating by electric heating elements with forced circulation provided by a fan.
The design includes:
- an active module with heaters and circulation fans;
- passive thermal insulation sections (Rockmin mineral wool, 100 mm);
- an exhaust unit for automatic removal of volatile curing by-products;
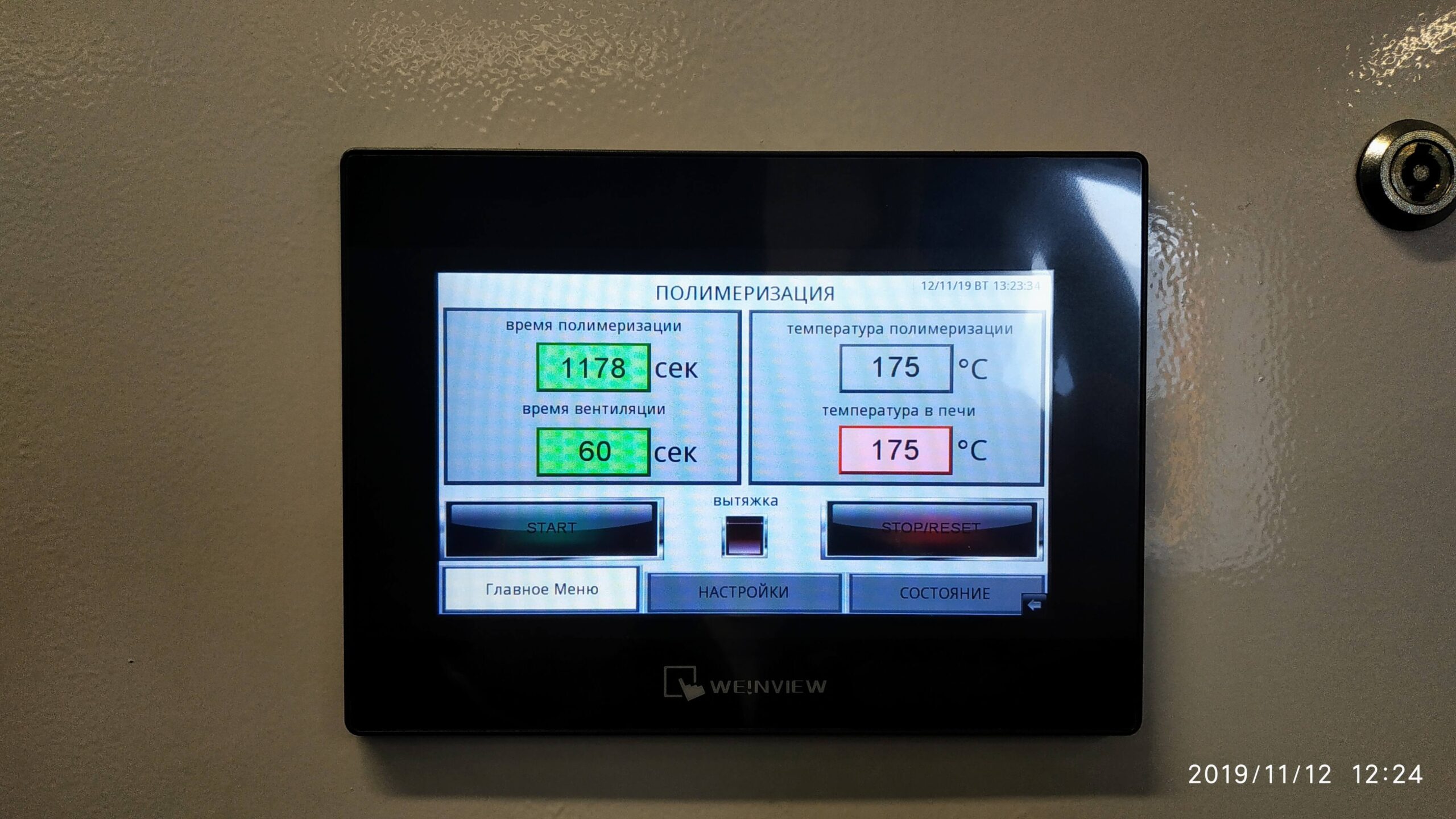
- a touchscreen control panel with fault diagnostics and manual component testing capability.
Automatic cycle: Preheating → Polymerization (150–180 °C) → Automatic exhaust → End-of-cycle audible signal.
| Parameter | Value |
|---|---|
| Dimensions and Design | |
| Internal working dimensions (L × W × H) | 2400 × 1000 × 1800 mm |
| Design type | Pass-through modular oven, convection heating |
| Temperature Control | |
| Operating temperature range | 0–220 °C (project setting: 150–180 °C) |
| Temperature accuracy | Automatic, with adjustable hysteresis |
| Heating and Air Circulation | |
| Heating type | Electric convection (heating elements + fan) |
| Thermal insulation | Rockmin mineral wool, 100 mm |
| Automation and Control | |
| Control panel | Touchscreen with diagnostics |
| Operating modes | Preheating → Polymerization → Automatic exhaust → Signal |
| Power Supply | |
| Power supply | 380 V, 3 phases + N + PE, 50 Hz |
| Warranty | 12 months |
All zones are interconnected by a single overhead conveyor system. Manual transfer of products between operations is eliminated.
Each technological zone is equipped with a dedicated supply-and-exhaust ventilation unit (AHU). The ventilation system was designed with clearly defined connection points, enabling rapid completion of preparatory works by the Customer.
The total installed power of the complex is up to 140 kW in cyclic operation.
The result is a compact, energy-efficient production line with full process parameter control, stable coating quality using water-based enamels, and compliance with ISO 9001 requirements.
Project Implementation
Based on the product nomenclature, operating conditions, and paint material specifications, a preliminary technical design was developed, including process analysis, preparation of engineering documentation, and planning of equipment layout.
Manufacturing of the complex was carried out at TWEKO’s production facility in Kyiv using components from leading European manufacturers (Pedrollo, Camozzi, Omal, ETI, Rockmin). The modular design allowed adaptation of the system to the actual production space.
Equipment delivery was performed on DDP terms, while preparation of the civil works (foundations, air ducts, and utility connections) was performed by the customer. Following installation and commissioning, the complex was integrated into the existing production facilities as a pass-through technological line.
TWEKO specialists conducted personnel training and handed over a complete set of technical documentation covering the mechanical, electrical, and ventilation systems of the complex.
Operating Principle of the Complex
The entire technological process is arranged as a pass-through system with manual transfer of products along an overhead endless-type conveyor:
- Loading — the product is suspended on a rotatable carriage (360° rotation).
- Degreasing and rinsing — automatic flood-type spray treatment with a heated alkaline solution followed by rinsing with demineralized water in a semi-automatic KMP washing chamber (two stages).
- Intermediate drying — intensive drying with heated, purified air in a zone equipped with an active floor and supply-and-exhaust ventilation.
- Painting — electrostatic application of water-based enamel in a pass-through paint booth with a water curtain and hydrofilter (air exchange rate up to 200 air changes per hour).
- Quality control — visual inspection of the coating and, if required, local touch-up.
- Polymerization — the final stage, performed in an electric convection curing oven, model PP-3M. The oven operates in three automated phases:
- Preheating — after pressing “Start”, the heaters and convection fan are activated, bringing the oven to the preset temperature T.
- Polymerization — temperature is maintained at 150–180 °C for time t₁; the heaters operate in pulsed mode to ensure stable thermal balance.
- Ventilation — upon completion of polymerization, volatile by-products are actively removed: heating is switched off, while the convection and exhaust fans operate for time t₂.
After completion of the cycle, the oven automatically switches to standby mode and emits an audible end-of-cycle signal.
- Unloading — cooling and removal of the finished product.
The complex is equipped with automated monitoring of temperature, solution levels, pressure, and air exchange in all key zones. Manual carriage movement ensures high flexibility for different product types and batch sizes.

Project Results
In early 2020, the paint and drying complex was successfully commissioned for industrial operation at Mario’s production facility in Lityn, Vinnytsia region.
All key objectives defined by the Customer back in 2019 were fully achieved:
- Stable and repeatable coating quality ensured by controlled parameters at every stage (temperature, polymerization time, and uniform application in the electrostatic field).
- Complete technological cycle within a single pass-through flow — from degreasing to unloading of finished products, without manual transfer between operations.
- High environmental compliance:
◦ exhaust air purification efficiency ≥ 97% (water curtain + hydrofilter);
◦ recirculation and filtration of process solutions;
◦ use of water-based enamels.
- Energy efficiency and operator comfort — maintenance of working zone temperatures at +18…+24 °C and a 200-fold air exchange rate in the painting zone.
- Production flexibility — manual movement along the overhead conveyor and rotatable carriages (360°) enable rapid adaptation to different types and sizes of heated towel rails and design radiators.
- Reliability and serviceability — modular design and European-made components (Pedrollo, Camozzi, Omal, ETI, Rockmin) ensure long-term, trouble-free operation.
- Personnel safety — automated washing and drying processes, local exhaust ventilation, sensors, and interlock systems.
The complex has been operating in standard production mode since 2020 and is fully compliant with the company’s certified ISO 9001 quality management system.
Conclusion
The implemented production line for Mario represents a modern, environmentally friendly, and flexible solution that delivers consistently high-quality decorative coatings using water-based enamels and provides effective air purification (≥97%). The complex meets ISO 9001 requirements, optimizes energy consumption (approx. 140 kW in cyclic operation), and has been operating reliably since 2020.
This modernization project clearly demonstrates TWEKO’s expertise in developing energy-efficient technological solutions for applying decorative coatings to stainless steel products. The TWEKO team is open to implementing similar projects and to further long-term cooperation.
Do you need predictable decorative coating quality on stainless steel without rework or color variation?
TWEKO painting complexes ensure a controlled microclimate in the painting zone and environmentally compliant exhaust air purification. Each system configuration is fully adapted to the specific parameters of your production facility.