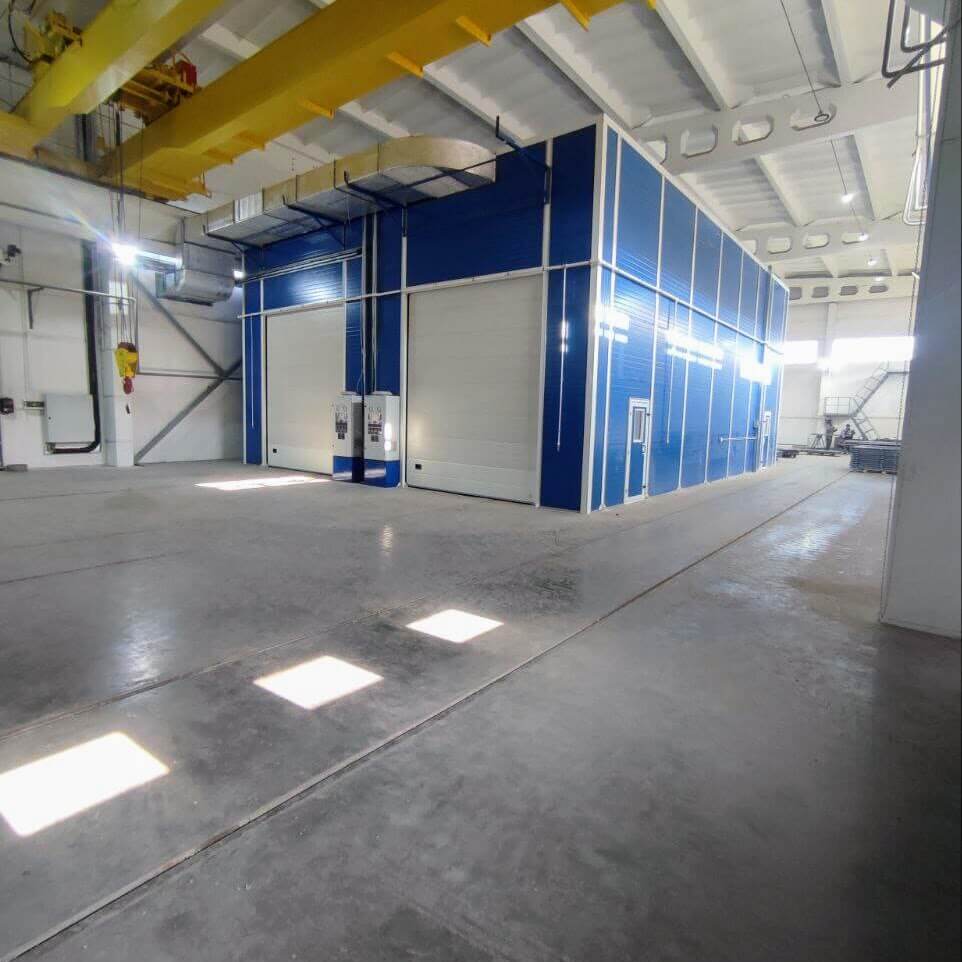
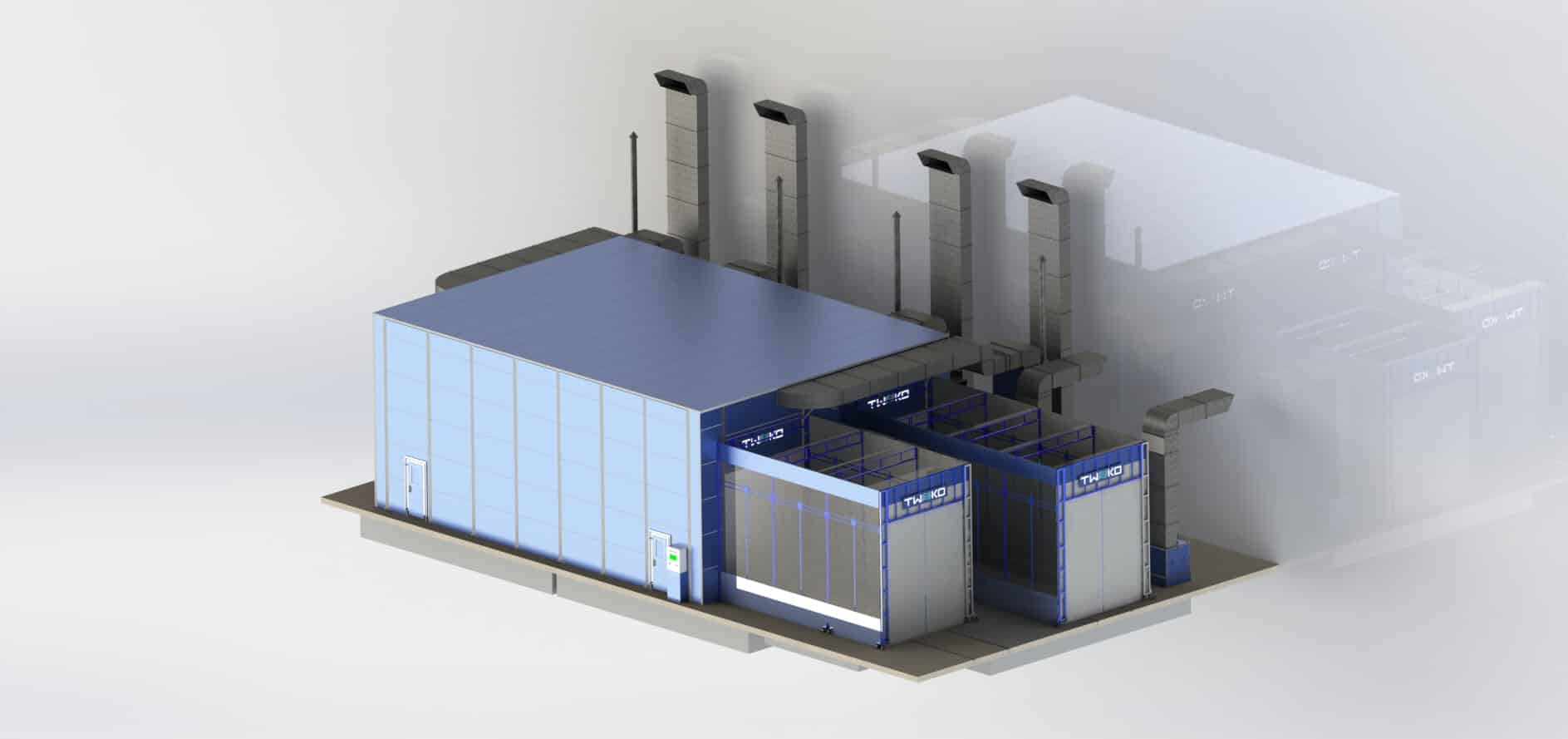
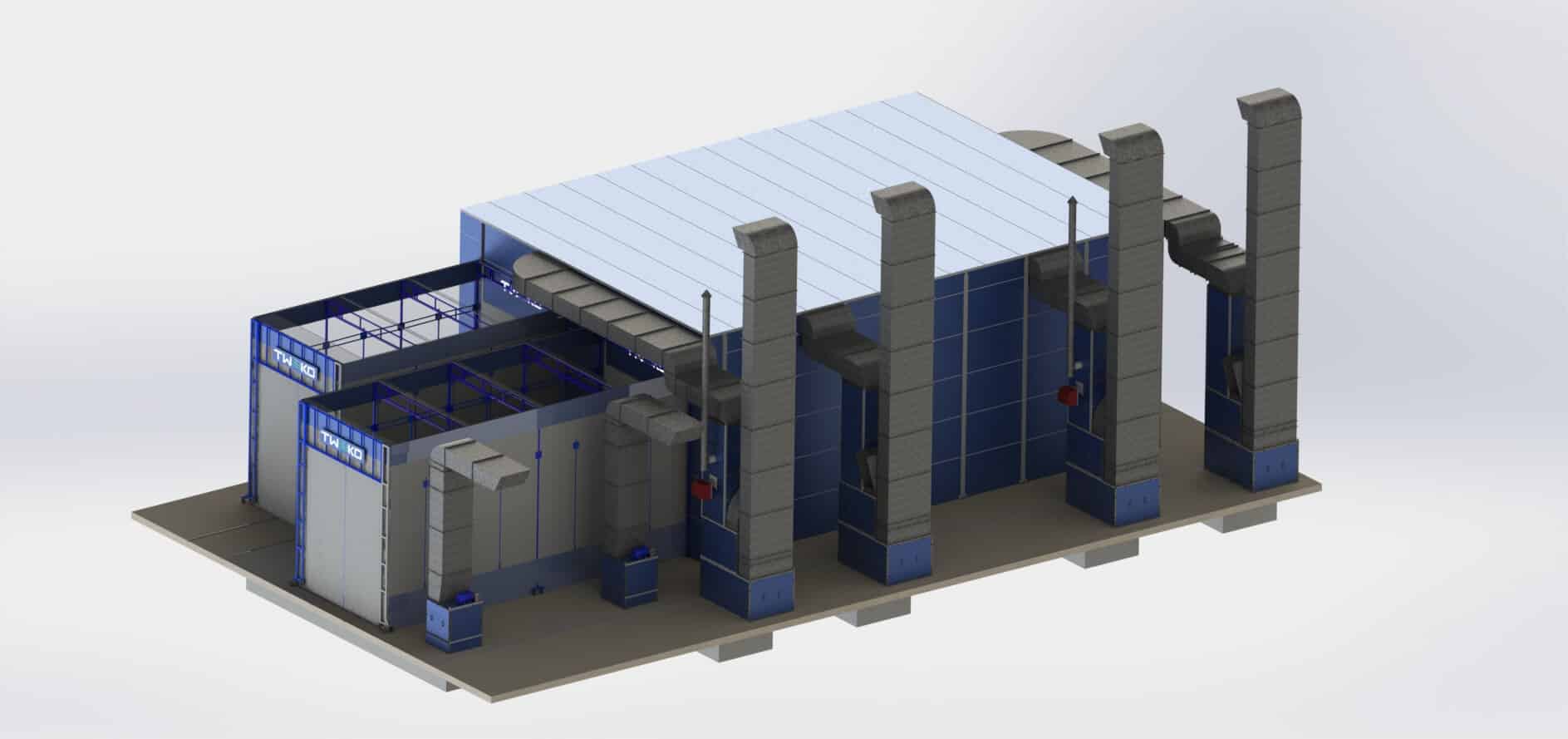
For LLC “Spets-Kom-Servis”, TWEKO delivered an integrated closed-loop painting complex that includes a KASO shot-blasting chamber, two IKFS paint-spray booths, and two APP preparation stations. The solution provided a full cycle of surface preparation, painting, and drying of large-sized products up to 15 m long within a single production flow, while improving coating quality consistency and shop throughput.
About the Client
LLC “Spets-Kom-Servis” (S-K-S) is a Ukrainian manufacturer of specialized and commercial vehicles under the PolyCar brand. The company handles design, manufacturing, and upfitting of vehicles based on chassis from MAN, IVECO, Volvo, Renault, Hyundai, and other manufacturers in accordance with individual customer technical specifications.
The main areas of activity include production of equipment for municipal services, agriculture, infrastructure utilities, and public-sector customers. The company’s products encompass special vehicles, mobile systems, and functional superstructures manufactured in compliance with industry standards and operational requirements.
The production process involves fabrication of complex superstructure steel structures using welding, fitting, and machining operations, followed by anti-corrosion treatment and application of paint coatings. Individual products reach lengths of up to 15 meters, creating heightened requirements for abrasive blasting quality, coating uniformity, airflow stability in paint booths, and precise drying temperature control.
The scale of products and growing production volumes required the creation of a single integrated technological complex capable of providing a closed-loop cycle of surface preparation and coating application within one production flow. Prior to project implementation, these processes were performed on separate sections without full integration into a unified system, which limited productivity and complicated maintenance of stable technological parameters.
Project Objectives
The project goal was to create an integrated painting section with a complete technological cycle of surface preparation, painting, and drying of large-sized steel products within a single production flow.
The company required a solution capable of ensuring stable quality of abrasive blasting with a closed abrasive recycling cycle, uniform application of paint materials in a controlled airflow environment, and maintenance of specified drying temperature regimes.
Separate objectives included increasing shop throughput, enabling parallel operations at different processing stages, and minimizing intra-shop movements of oversized products.
The project also involved technical re-equipment of part of the existing building, development of reconstruction working documentation, and preparation of engineering infrastructure for integrating the equipment into the operating production process.

Solution
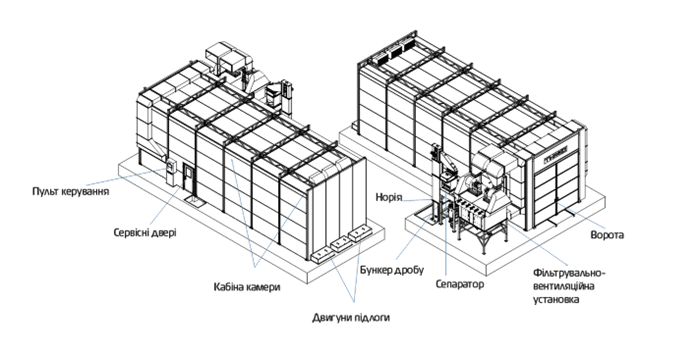
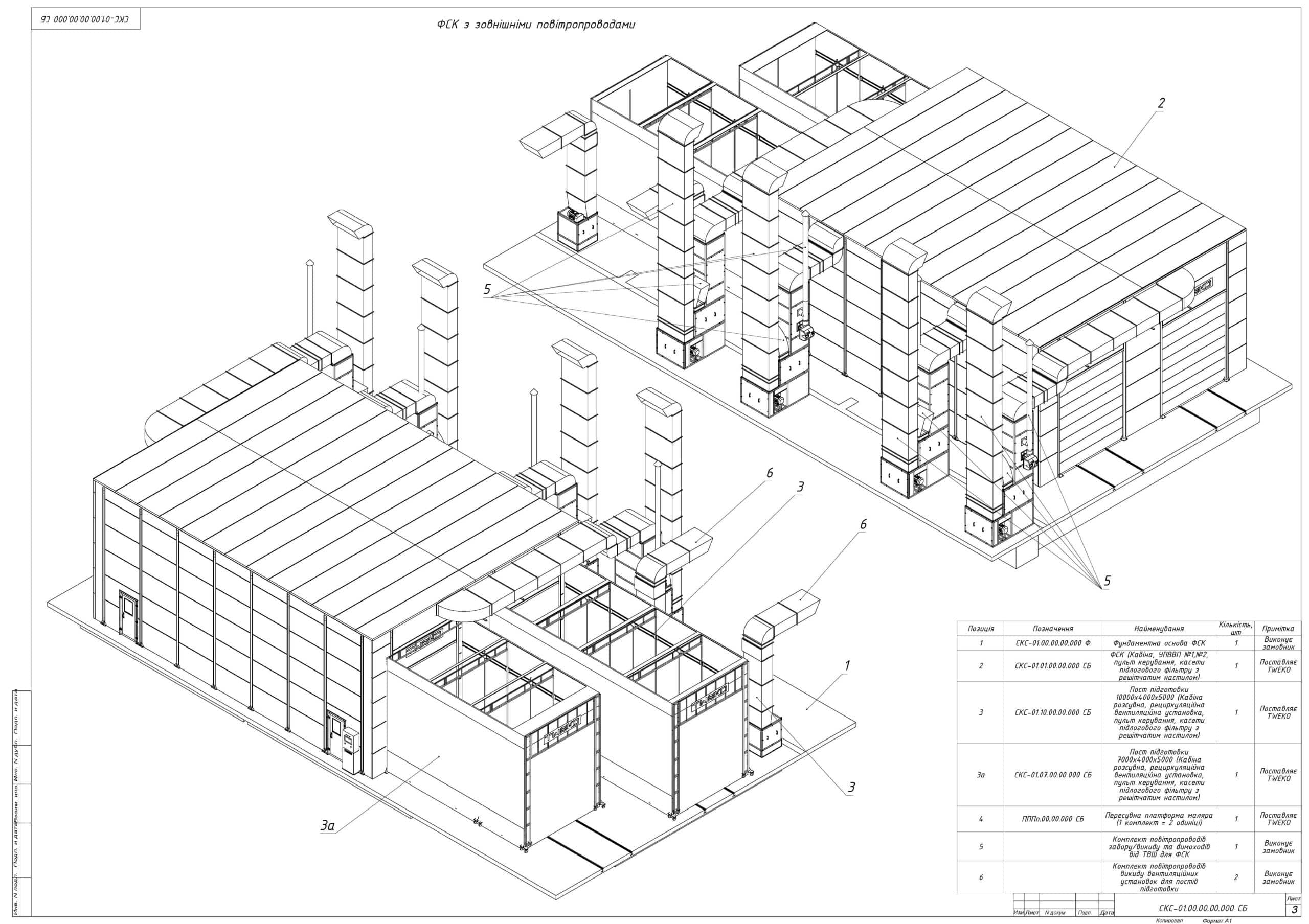
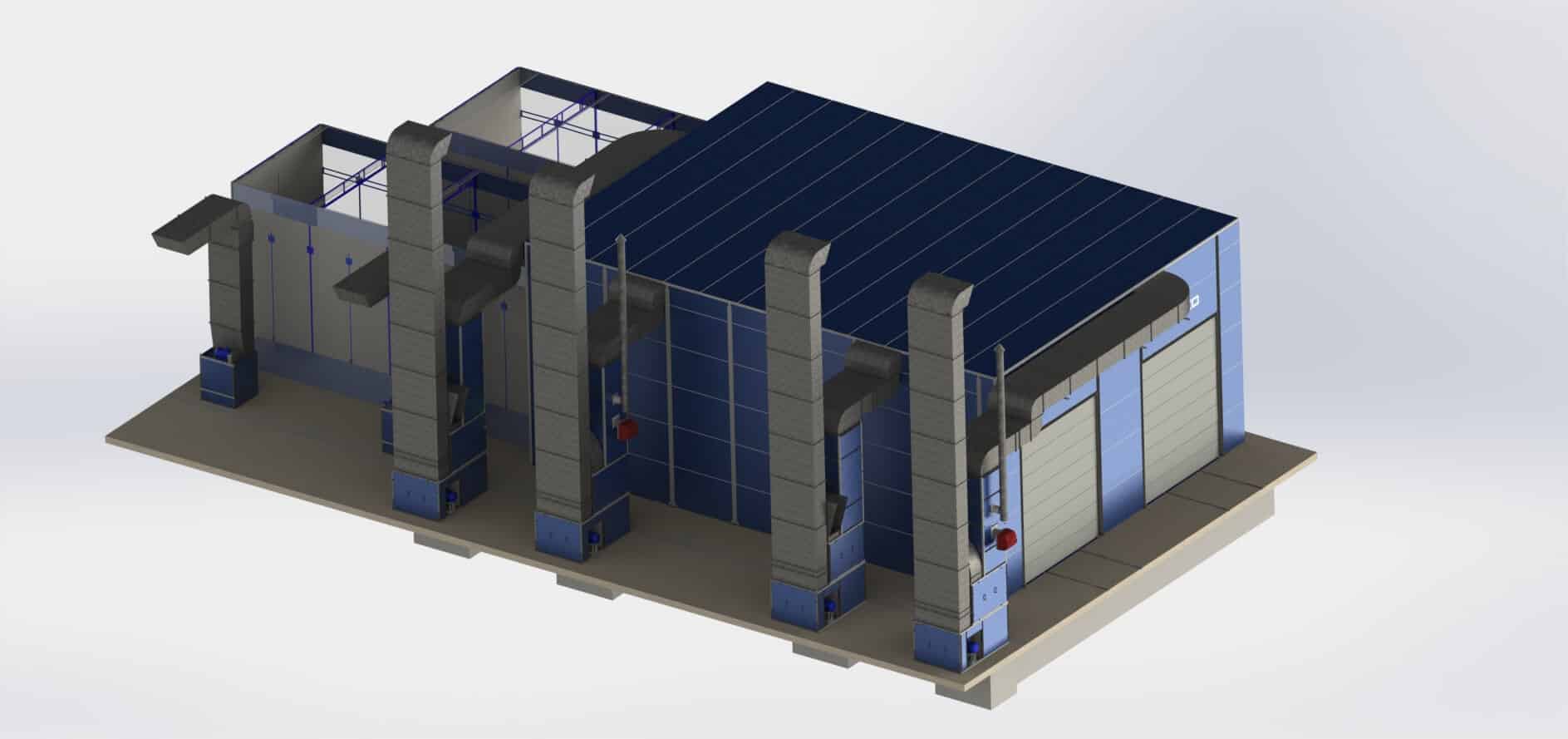
To accomplish the set tasks, a comprehensive technological solution was implemented, including a KASO-series abrasive blasting chamber from TWEKO, IKFS-series paint-spray booths, and 3PtO-series mobile elevating platforms for safe access to upper zones of large-sized products during coating application, as well as separate APP preparation stations. The equipment is integrated into a single production chain with sequential passage through blasting → preparation → painting → drying stages.
- Shot-Blasting Chamber for Abrasive Blasting
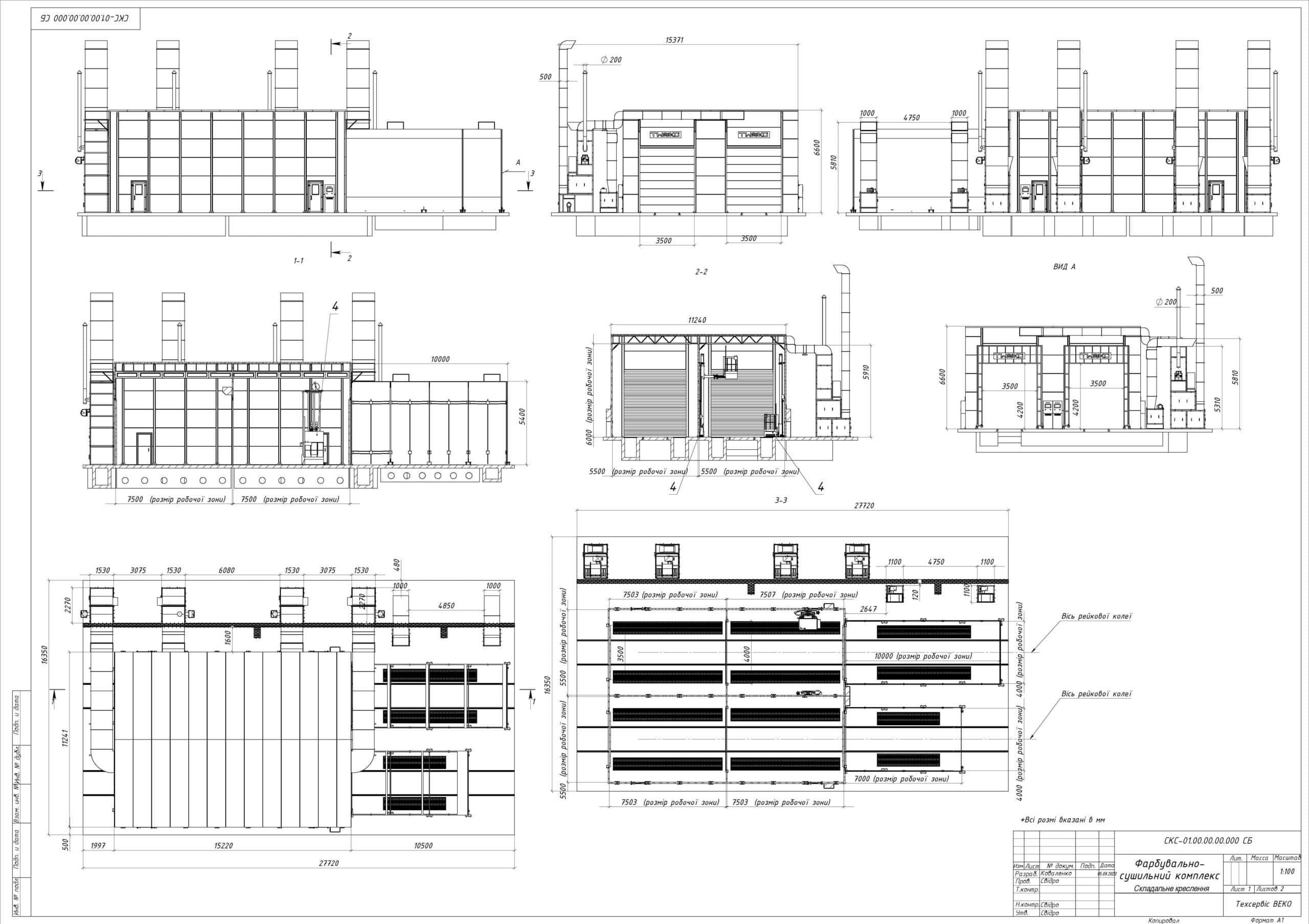
For the surface preparation stage, we designed, manufactured, and performed full installation of an abrasive blasting chamber of the KASO series — model KASO-15, engineered for abrasive blasting of large-sized metal structures up to 15,000 mm in length, ensuring high-quality and uniform surface cleaning before applying paint coatings.

The chamber has internal working zone dimensions of 15,000 × 5,000 × 5,000 mm. The structure is made of 80 mm and 60 mm sandwich panels. In the abrasive impact zone, internal protective lining is provided.

The collection and regeneration system for metallic shot is implemented in a closed loop and includes:- Mechanized scraper floor measuring 14,500 × 5,000 mm with longitudinal and transverse transport modules.
- Pneumatic drive with electric control for shot transfer.
- Bucket elevator for vertical shot transport.
- Separator for removal of dust and foreign impurities.
- Storage hopper for cleaned shot with return to the blasting cycle.
To remove dust during blasting, the chamber is equipped with a filter-ventilation unit FVU-30, which includes a body made of bent panels, cartridge filter elements, and a pulse-jet filter cleaning system with a dust collection hopper.
Chamber operation is controlled via an electrical panel with an automation and monitoring system, including a pressure switch, runtime counter, magnetic starters, circuit breakers, and overload relays. Monitoring of abrasive regeneration mechanisms and ventilation operation is provided.
The chamber configuration is adapted for integration into the existing production infrastructure of the enterprise and is designed for heavy-duty industrial operation.


- Paint-Spray Booths
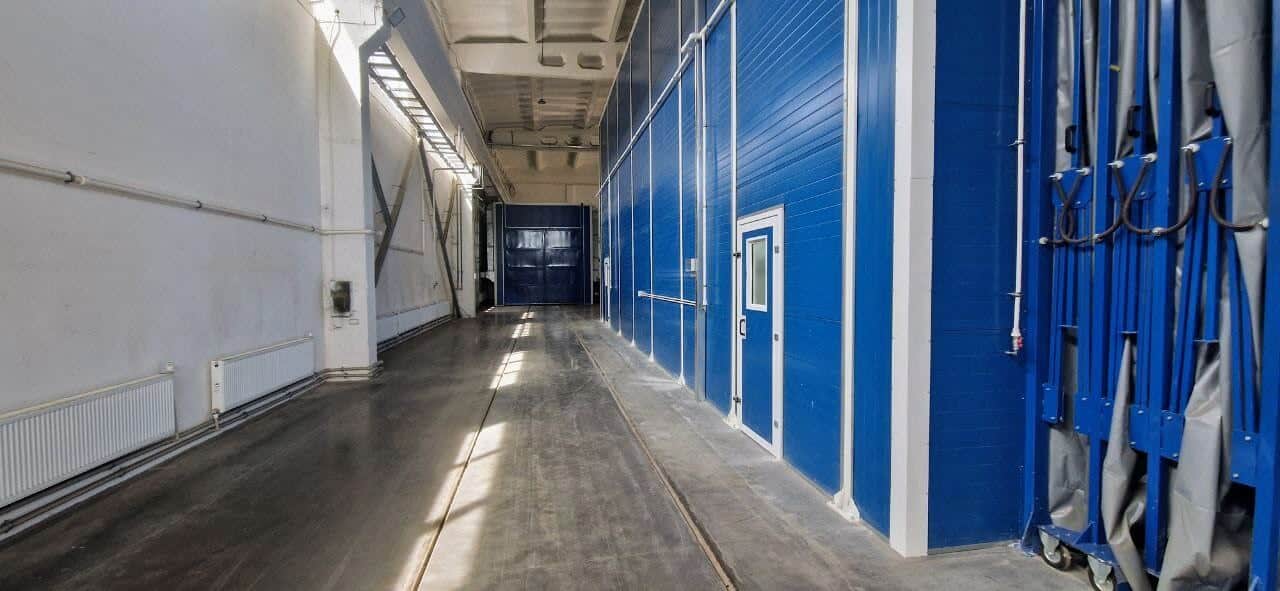
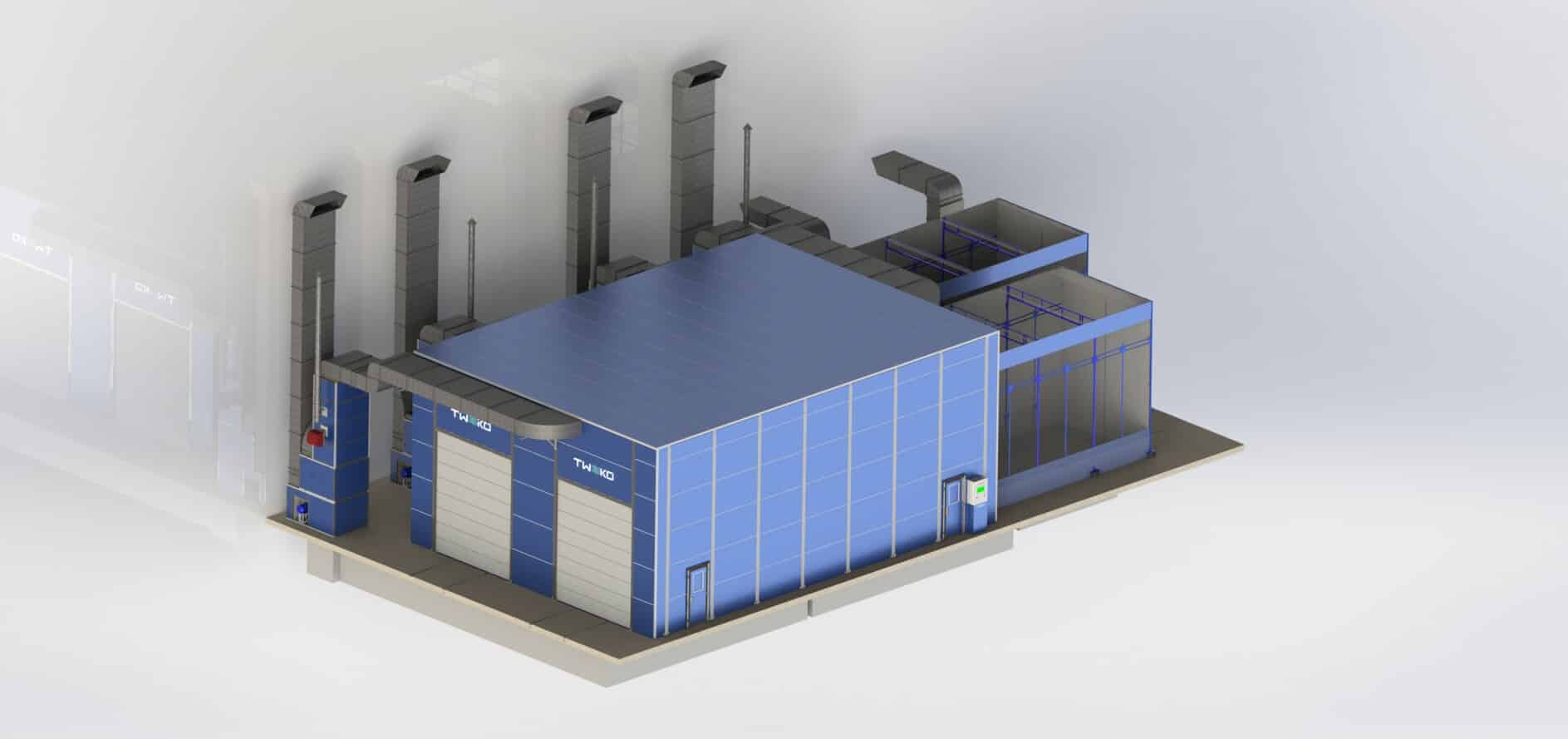
To perform paint coating application and drying operations on large-sized products within the complex, two IKFS-series paint-spray booths — model IKFS-15 — were designed, manufactured, and installed.

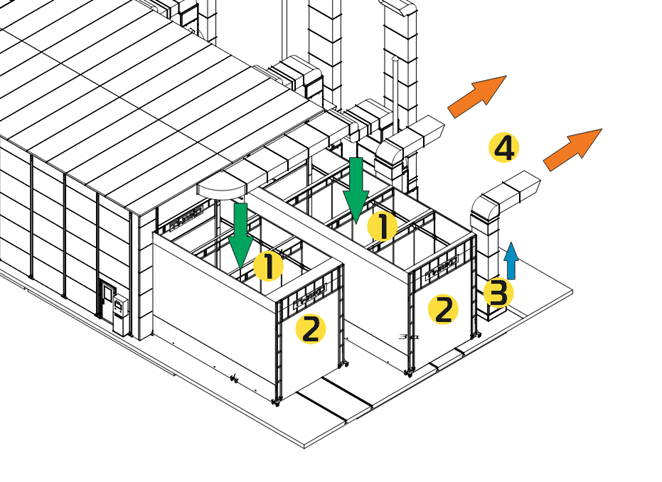
Each booth has internal working zone dimensions of 15,000 × 5,500 × 6,000 mm. The structure is made of 80 mm and 60 mm sandwich panels with thermal insulation filling. The booths are equipped with mobile elevating platforms for painters, entry gates sized 3,500 × 4,200 mm, and personnel doors. The ventilation system is organized on the principle of laminar downward airflow with supply of filtered intake air through ceiling filters and extraction through floor grilles with two-stage EU3-class filtration.
Each booth is equipped with:- Supply thermal ventilation unit with heat exchanger and diesel burner.
- Exhaust ventilation unit with pneumatically actuated discharge dampers.
- Pre-filters and air recirculation filters.
- LEL gas detector (pre-explosive concentration monitoring).
- Industrial LED lighting system 4×18 W (upper corner and wall fixtures).
Control panels are equipped with an automation and monitoring system including frequency converters for ventilation units, pressure switch, operating and critical temperature sensors, drying mode thermostat, runtime counter, magnetic starters, and circuit breakers.
The control logic allows zoned use of the working space with separate control of thermal ventilation units, enabling adaptation of operating modes to product dimensions.
To ensure safe operator access to upper zones of products during coating application, the complex includes 3PtO-series mobile elevating platforms for painters.
- Preparation Stations of the APP Series
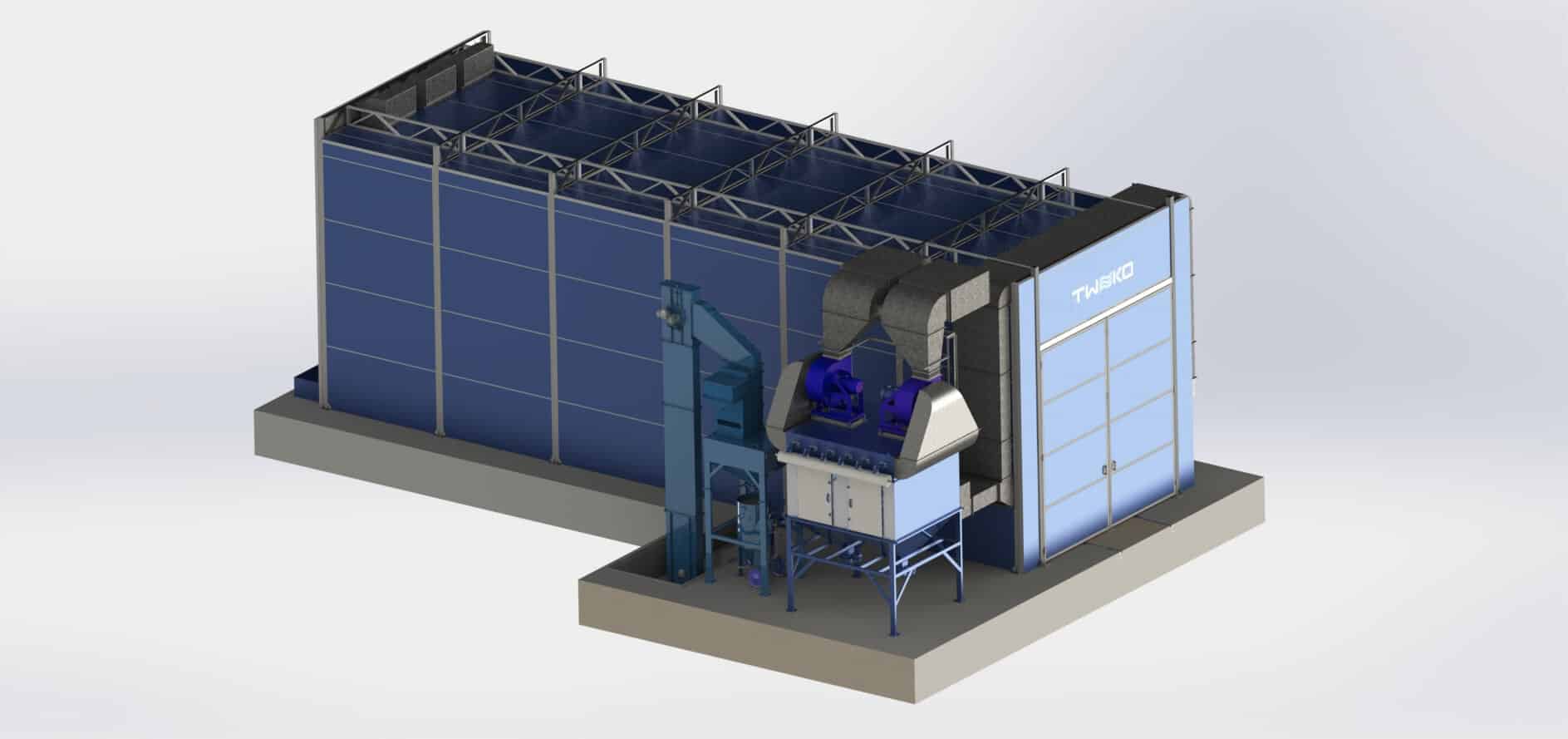
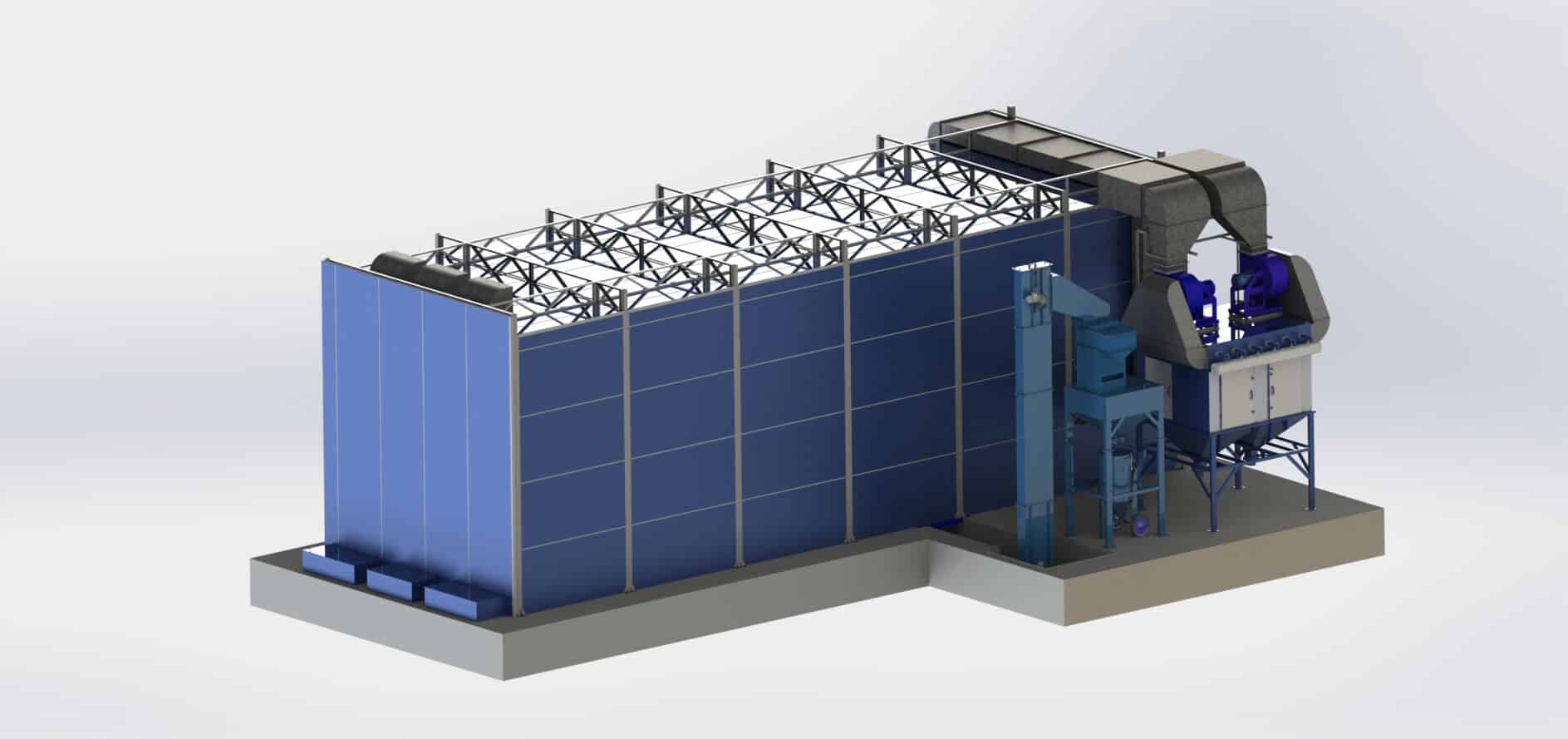
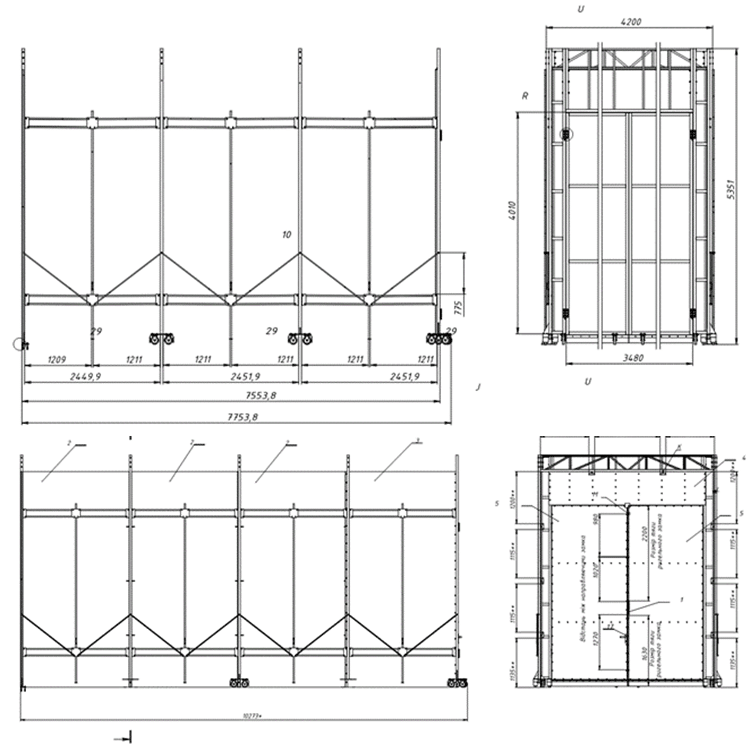
To perform surface preparation operations and localized paint material application within the complex, two preparation stations of the APP series were implemented in versions of different lengths — APP-7 and APP-10.

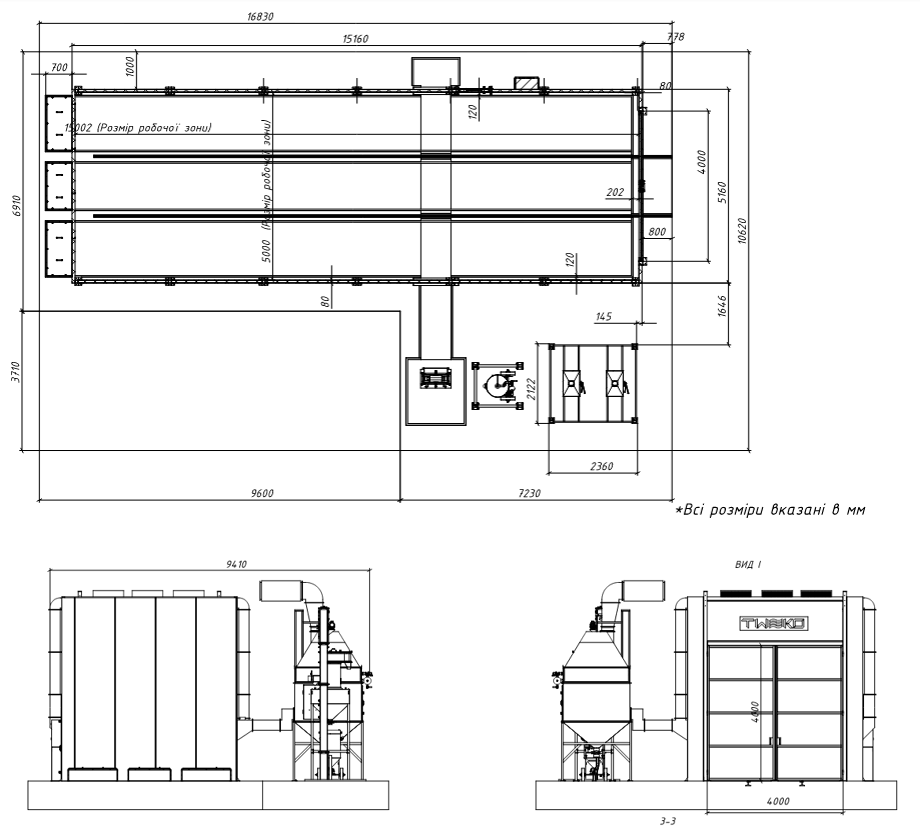
The stations are constructed as metal-frame modular structures with a system of enclosing curtains on guides and have identical width and height dimensions, differing in working zone length to accommodate various product sizes and section logistics.- APP-7: overall structure length — 7,753.8 mm; overall height — 4,200 mm; working opening height — 4,010 mm; overall width — 4,200 mm; working opening width — 3,480 mm.
- APP-10: overall structure length — 10,277 mm; overall height — 4,200 mm; working opening height — 4,010 mm; overall width — 4,200 mm; working opening width — 3,480 mm.

Each station is equipped with engineering and technological units according to specification:- recirculation ventilation unit with electric motor;
- shutter device with pneumatic drive for airflow control;
- set of exhaust, supply, and preliminary cleaning filters;
- control panel with automation and monitoring systems;
- runtime counter;
- set of floor grilles with permissible load up to 800 kg/wheel;
- upper corner LED T8 1200 × 4 × 18 W fixtures.
The use of two APP stations enables parallel execution of preparatory operations and localized painting without stopping the main booths, while also increasing the overall painting section throughput.
Technical Specifications
| Component | KASO-15 | IKFS-15 (2 booths) | APP (2 stations) |
|---|---|---|---|
| General Characteristics | |||
| Equipment Type | Abrasive Blasting Chamber | Paint-Spray Booth | Preparation Station with Recirculation |
| Quantity | 1 set | 2 sets | 2 sets |
| Working Zone Dimensions | |||
| Internal Dimensions (L × W × H) | 15,000 × 5,000 × 5,000 mm | 15,000 × 5,500 × 6,000 mm | 7,000 × 4,000 × 5,000 mm |
| Construction | |||
| Enclosing Structures | Sandwich panels 80/60 mm, inner perimeter with wear-resistant coating | Sandwich panels 80/60 mm | Metal frame with guides and enclosing curtains |
| Floor | Mechanized scraper floor 14,500 × 5,000 mm | Two-stage EU3 filtration with floor grilles | Grilles, load up to 800 kg/wheel |
| Technological Systems | |||
| Abrasive Regeneration System | Scraper conveyor + transverse module + bucket elevator + separator + hopper | — | — |
| Air Filtration | FVU-30 filter-ventilation unit with pulse-jet cartridge cleaning | Supply filters, ceiling filters, floor filters | Supply, pre-filters, and exhaust filters |
| Heating | Not provided | Thermal ventilation units with diesel burner (4-pass heat exchanger) | Not provided |
| Ventilation | |||
| Ventilation Type | Filter-ventilation with aspiration | Supply-exhaust with zoned thermal unit control | Recirculation ventilation unit |
| Automation and Control | |||
| Control Panel | Monitoring of motors, bucket elevator, separator, FVU, fault indication | Temperature control automation, pressure switches, frequency converters, zoned thermal unit control | Control panel with automation system and runtime counter |
| Gas Monitoring | — | LEL gas detector (pre-explosive concentration monitoring) | — |
| Power Supply | |||
| Equipment Power | 380 V / 50 Hz | 380 V / 50 Hz | 380 V / 50 Hz |
| Lighting | LED T8 1200 × 4 × 18 W (upper corner) | LED 4 × 18 W (20 upper + 12 wall fixtures) | LED T8 1200 × 4 × 18 W |
Project Implementation
The project was implemented as comprehensive technical re-equipment of part of the existing production building, integrating the KASO-15 shot-blasting chamber, two IKFS-15 paint-spray booths, two APP preparation stations, and 3PtO-series mobile elevating platforms into a single technological flow. The works covered design, development of working documentation, equipment manufacturing, installation, engineering system integration, and commissioning.
At the first stage, an instrumental inspection of the premises was performed and a layout solution for the painting section was developed, taking into account product dimensions up to 15,000 mm, in-shop movement logic, and placement of engineering systems.
- foundation pit geometry for the mechanized scraper floor KASO-15 was determined;
- placement of IKFS-15 paint-spray booths and their thermal ventilation units was elaborated;
- routing of air ducts, exhaust zones, and air recirculation was coordinated;
- points for electrical power and pneumatic system connections were defined.
Design solutions were developed with consideration for integrating equipment into the existing enterprise infrastructure without stopping the main production process.
- drawings of the KASO-15 blasting chamber cabin (15,000 × 5,000 × 5,000 mm);
- documentation for the 14,500 × 5,000 mm scraper floor with longitudinal and transverse modules;
- drawings of the bucket elevator, separator, and shot accumulation hopper;
- drawings of two IKFS-15 booths (15,000 × 5,500 × 6,000 mm);
- supply-exhaust ventilation diagrams and thermal unit schematics;
- design documentation for APP preparation stations.
The documentation served as the basis for manufacturing metal structures and engineering units, as well as coordinating installation works.
- manufacture of KASO and IKFS booth structures using 80/60 mm sandwich panels;
- manufacture of abrasive regeneration system units (scraper conveyor, bucket elevator, separator, hopper);
- completion of the FVU-30 with cartridge filters and pulse-jet cleaning system;
- manufacture of thermal ventilation units with diesel burners and 4-pass heat exchangers;
- manufacture and completion of 3PtO-series mobile elevating platforms for painters;
- preparation of electrical control cabinets and automation systems.
Equipment underwent internal quality control before shipment to the site.
- installation of booth frames and enclosing structures;
- installation of the mechanized scraper floor and transport modules;
- installation of the bucket elevator, separator, and shot hopper;
- installation of the FVU-30 and aspiration air ducts;
- installation of IKFS thermal ventilation units and air recirculation systems;
- installation of APP preparation stations with recirculation ventilation units;
- installation and adjustment of 3PtO-series mobile elevating platforms;
- laying of electrical and pneumatic utilities;
- integration of control panels and automation systems.
Installation was performed in compliance with requirements for airtightness, structural rigidity, and correct airflow operation.
- verification of mechanized abrasive regeneration system operation;
- adjustment of FVU-30 aspiration parameters;
- setup of IKFS temperature regimes and zoned thermal unit control;
- verification of LEL gas detectors (pre-explosive concentration monitoring);
- testing of painting, drying, and air recirculation modes;
- training of customer personnel.
Upon completion of commissioning works, the complex was commissioned for industrial operation as a single closed-loop painting section with abrasive blasting surface preparation, painting, and drying of large-sized products.
Key Components of the Complex
| Unit / System | Technical Implementation |
|---|---|
| Working Booths | The complex includes a KASO-15 shot-blasting chamber (internal dimensions 15,000 × 5,000 × 5,000 mm), two IKFS-15 paint-spray booths (15,000 × 5,500 × 6,000 mm), and two APP preparation stations (7,000 × 4,000 × 5,000 mm). Booths are made of 80/60 mm sandwich panels. KASO inner perimeter has a wear-resistant coating. APP stations are metal-frame structures with guides and enclosing curtains. |
| Gates and Access | KASO-15 is equipped with 3,500 × 3,500 mm entry gates and 850 × 1,900 mm service doors. IKFS-15 booths have 3,500 × 4,200 mm entry gates and 800 × 1,900 mm personnel doors. APP stations provide open front access. Safe access to upper zones during painting is provided by 3PtO-series mobile elevating platforms. |
| Scraper Floor | Mechanized abrasive collection system sized 14,500 × 5,000 mm: 5 longitudinal modules 14,500 × 900 × 110 mm and 1 transverse module 4,500 × 800 × 1,500 mm. Drive — pneumatic with electric control. |
| Abrasive Regeneration System | Includes a bucket elevator, shot separator, and accumulation hopper. The separator provides mechanical separation of dust and impurities with return of cleaned shot to the working cycle. |
| KASO Filter-Ventilation Unit | FVU-30 with bent-panel housing, cartridge filter elements, automatic pulse-jet cleaning system, and dust collection hopper. |
| IKFS Supply-Exhaust System | Supply-type thermal ventilation units with heat exchanger and diesel burner. 4-pass heat exchanger made of heat-resistant steel. Supply and recirculation air valves with pneumatic drive. Separate exhaust ventilation unit with discharge dampers. |
| IKFS Filtration System | Pre-filters, fine ceiling filters, and floor filters (two-stage EU3 filtration scheme). |
| APP Recirculation Ventilation | Recirculation ventilation unit with electric motor, set of supply, pre-, and exhaust filters, and pneumatically actuated shutter device for airflow control. |
| Floor Grilles | IKFS — two-stage filtration with floor cassettes. APP — grilles with maximum permissible load 800 kg per wheel. |
| Automation and Control | Control panels for KASO, IKFS, and APP with magnetic starters, circuit breakers, and overload relays. IKFS includes frequency converters (3 pcs.), pressure switch, operating and critical temperature sensors, thermostat, and runtime counter. Zoned thermal unit control is provided. IKFS booths are equipped with LEL gas detectors. |
| 3PtO Mobile Elevating Platforms | The complex includes two 3PtO-series mobile elevating platforms for painters, providing safe access to upper zones of large-sized products during coating application within the IKFS booth working space. |
| Lighting | LED T8 1200 × 4 × 18 W fixtures. KASO — 20 upper corner fixtures. IKFS — 20 upper and 12 wall fixtures. APP — upper corner fixtures of similar type. |
| Power Supply | Equipment power — 380 V / 50 Hz. Lighting — 220 V / 50 Hz. |
Results for the Customer
Implementation of the integrated painting complex enabled LLC “Spets-Kom-Servis” to establish a fully closed technological cycle of surface preparation, painting, and drying of large-sized products within a single production site.
The complex, including the KASO-15 abrasive blasting chamber, two IKFS-15 paint-spray booths, two APP preparation stations, and 3PtO-series mobile elevating platforms, provided systematic integration of mechanics, ventilation, thermal engineering, and automation into a unified production infrastructure.
Coating Quality Stability
The mechanized abrasive regeneration system, effective FVU-30 aspiration, and controlled air exchange parameters in IKFS-15 ensured repeatable shot-blasting results and stable conditions for paint application.
- uniform surface preparation after shot blasting;
- controlled drying temperature regimes;
- reduced human-factor influence through automated control systems;
- stable airflow parameters inside paint-spray booths.
Productivity Increase
The presence of two autonomous IKFS-15 booths and two APP preparation stations enables parallel processing of multiple products at different readiness stages.
- simultaneous operation of multiple технологical zones;
- transfer of preparatory operations outside paint booths;
- continuous blasting cycle with automatic abrasive return;
- optimized internal logistics for product movement.
Control and Safety
The automation system ensures monitoring of key operating parameters and blocks impermissible operating modes.
- monitoring of temperature and air pressure;
- control of KASO transport mechanisms;
- LEL gas monitoring in IKFS booths;
- fault indication and emergency alerts.
Production Effect
Creation of a single painting section with abrasive blasting surface preparation enabled the company to perform a full cycle of anti-corrosion protection for large-sized products up to 15 meters long in standard industrial mode.
The complex operates as an integral technological system, ensuring predictable coating quality, process stability, and readiness for serial production of specialized automotive equipment.
Conclusion
The project for LLC “Spets-Kom-Servis” became an example of a comprehensive engineering approach to modernizing the painting section for a manufacturer of large-sized specialized equipment. The implemented complex combined abrasive blasting surface preparation, painting, and drying into a unified technological system with coordinated operating modes of mechanical, ventilation, thermal, and automated units.
Integration of KASO-15, two IKFS-15 booths, and two APP stations, complemented by 3PtO-series mobile elevating platforms, provided the company with full control over anti-corrosion protection and finish coating quality, stable technological parameters, and the ability to scale production without engaging external contractors.
The complex functions as an infrastructural part of production — not separate booths, but a systematically integrated painting section adapted to intensive operation, large-sized products, and requirements for serial production of special automotive equipment.
Implementation of this project confirms TWEKO’s competence in creating complete technological solutions for mechanical engineering enterprises and specialized equipment manufacturers.
We Implement Comprehensive Solutions for Your Production
TWEKO designs and implements integrated painting complexes for mechanical engineering enterprises, metal structure manufacturers, and specialized equipment producers. We work with the full cycle — from pre-design surveys and working documentation development to manufacturing, installation, commissioning, and start-up in industrial operation.
If your enterprise needs modernization of the surface preparation and painting section or plans to launch a new production complex, our engineers will develop a technical solution taking into account product dimensions, shop logistics, and production loads.