PrJSC “Dniprovagonmash”, one of the leaders in freight wagon manufacturing in Eastern Europe, approached LLC “Tekhservis VEKO and Partner GmbH” (TWEKO) with a request to develop comprehensive equipment for metal surface treatment. The project aimed to ensure efficient surface preparation (rust, scale, and contaminant removal), high-quality application of paint coatings, process automation, and adherence to high safety and environmental standards. As part of the project, a complex was designed, manufactured, delivered, and commissioned, including a shot blasting chamber of the KASO series and a painting and drying chamber of the IKFS series, customized to the customer’s needs. This integrated system reduced railway wagon processing time, improved surface preparation and coating quality, and ensured safe working conditions despite challenges caused by force majeure circumstances in 2022.
About the Client
PrJSC “Dniprovagonmash” is a leading Ukrainian enterprise with over 90 years of history, ranking among the largest manufacturers of freight rolling stock in Eastern Europe. The plant specializes in the production and repair of various types of freight wagons, including hopper cars, flatcars, grain hoppers, tank cars, and other rolling stock. The company’s products are used both in the domestic market and exported to European and Asian countries.
“Dniprovagonmash” has a modern production base, its own design departments, and implements advanced technologies in mechanical engineering. The enterprise is known for high quality and reliability standards, collaborating with leading railway operators and logistics companies. To ensure stable production levels and compliance with international safety and environmental standards, the customer required modern technological equipment for preparing metal surfaces before applying protective coatings and subsequent painting.
Project Objectives
Develop, manufacture, and supply comprehensive cleaning and painting equipment that meets the following requirements:
- High-efficiency processing of large metal products to remove rust, scale, old coatings, and other contaminants.
- Automation of abrasive material collection, transportation, and regeneration for the shot blasting chamber, and automation of painting and drying with adjustable temperatures and dwell times for the painting and drying chamber.
- Filtration of dusty air and paint mist to create safe working conditions in the work area.
- Compliance with technical standards, including climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (7th edition).
- Ensuring operator safety and equipment durability.
Solution
TWEKO designed, manufactured, and supplied an integrated complex to PrJSC “Dniprovagonmash”, including a shot blasting chamber of the KASO series (serial number 176/2022) and a painting and drying chamber of the IKFS series (serial number 175/2022). Both systems were adapted to the customer’s needs, considering individual dimensions and components for processing large metal surfaces in industrial conditions.
- Shot Blasting Chamber KASO provides automated abrasive material regeneration, an efficient air filtration system, and safe operation. The design complies with climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (ed. 7).
- Painting and Drying Chamber IKFS includes an automated ventilation system with air recirculation, “dry” filtration, and a heat exchanger for drying, also meeting the specified standards.
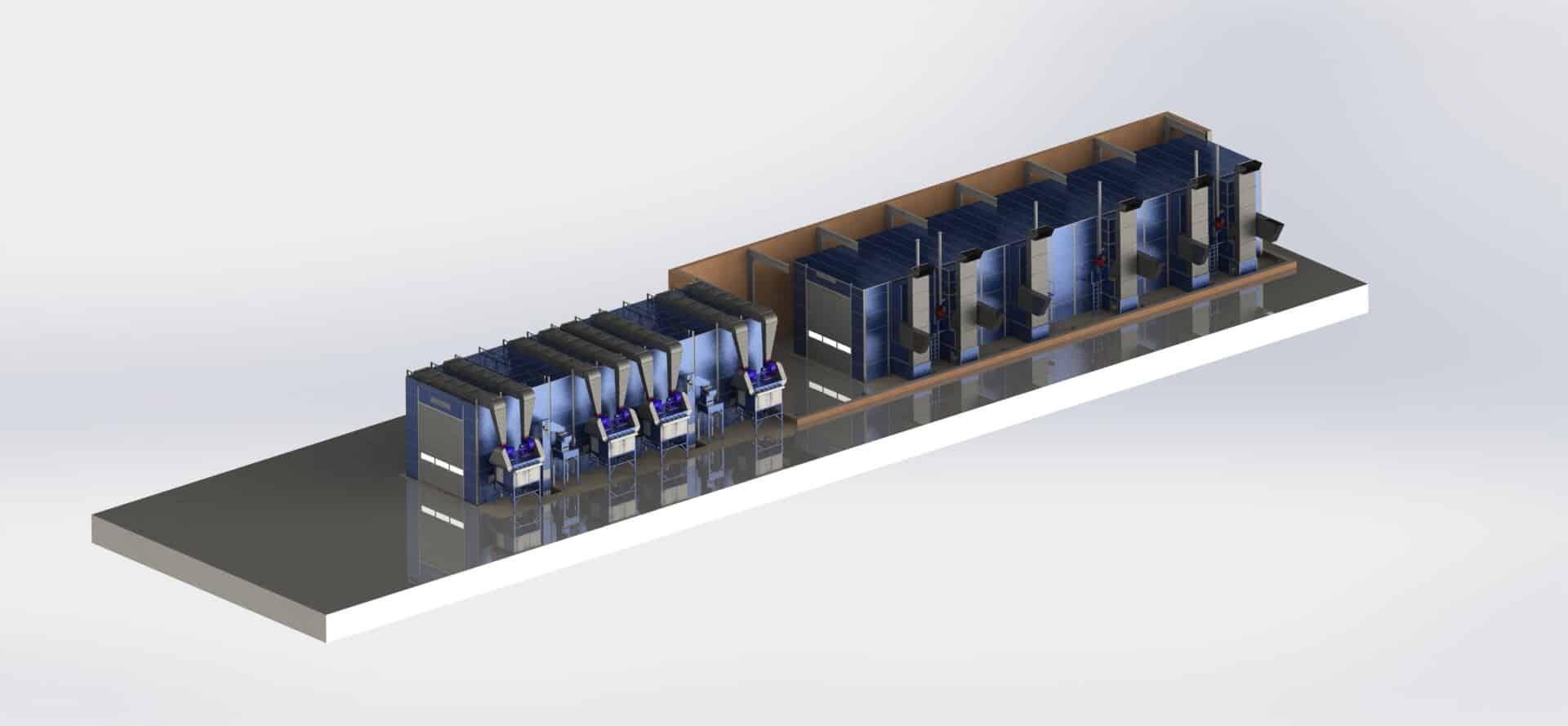
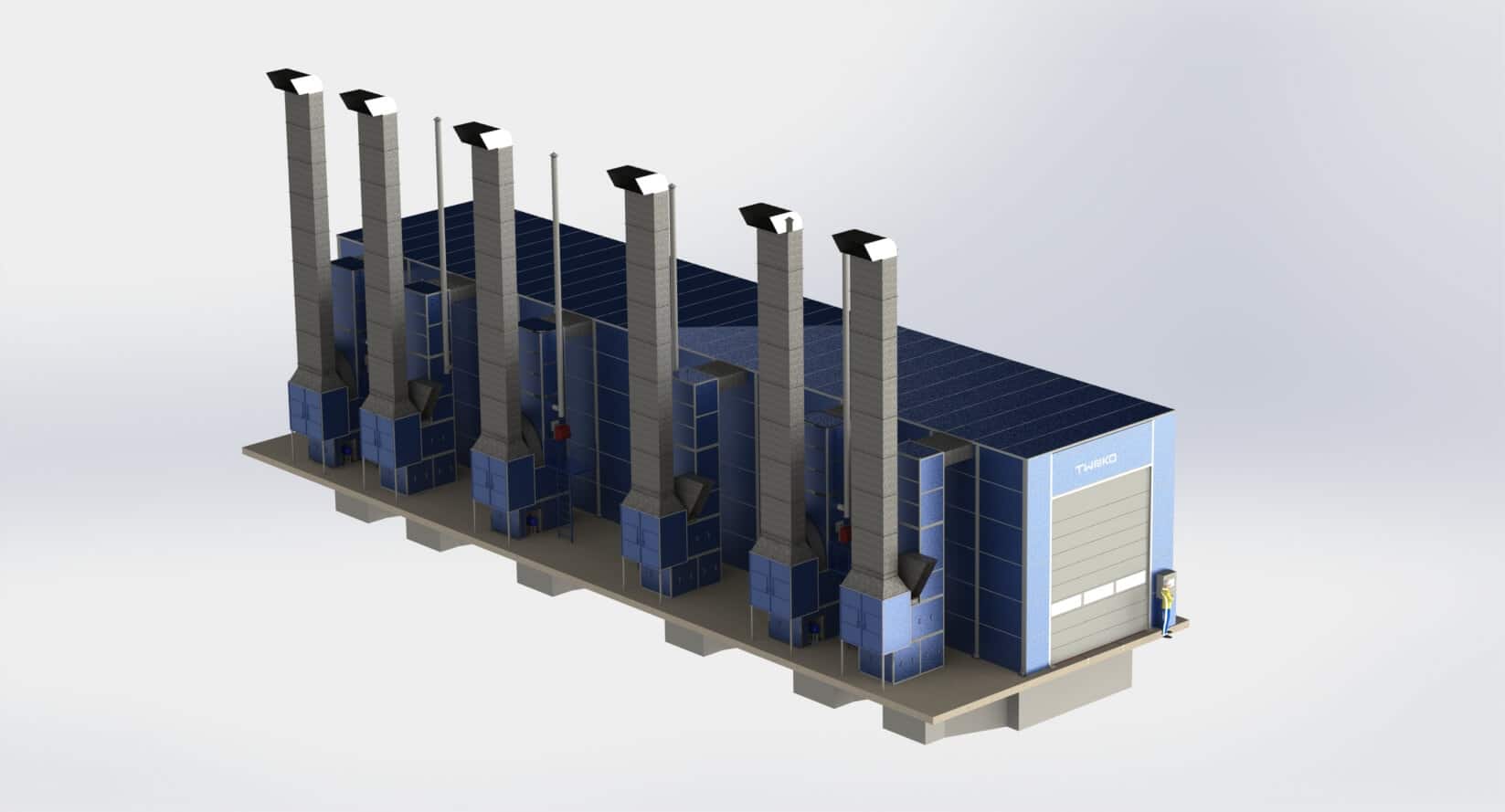
This complex ensures a full processing cycle: surface cleaning from contaminants and application of protective coatings with subsequent drying.
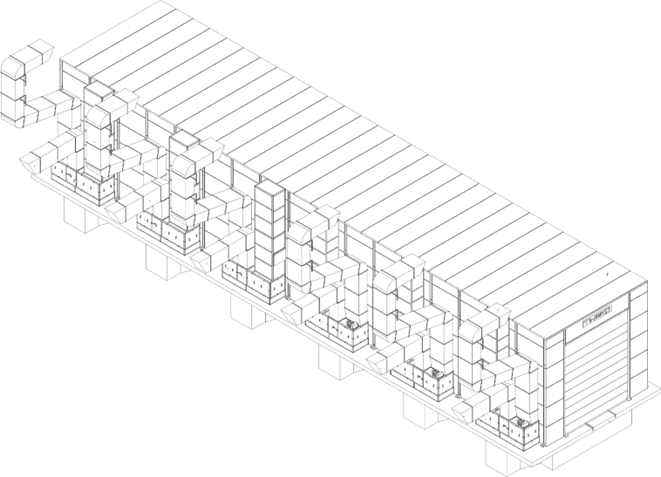
Key Complex Components
The complex includes components from both chambers, integrated for a continuous cleaning and painting process:
| Component | Purpose | |
|---|---|---|
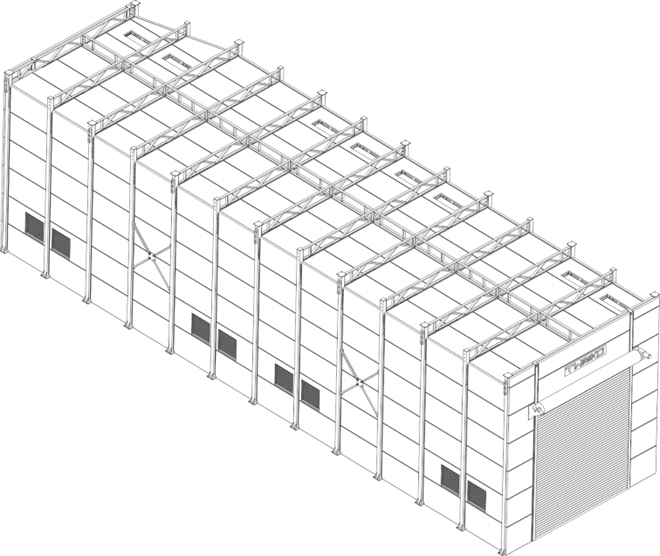
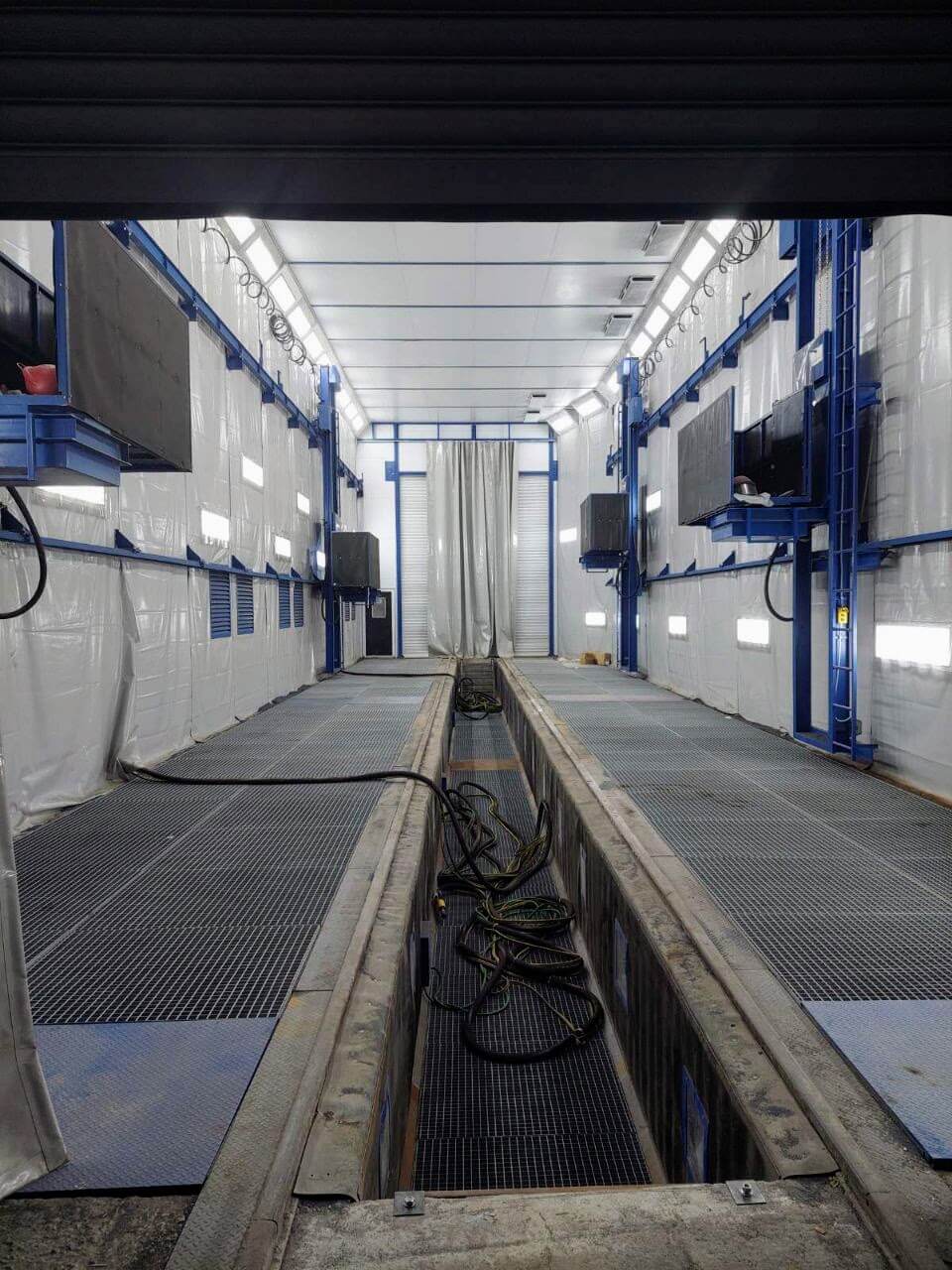
| Shot Blasting Chamber | Metal frame clad with 80 mm thick sandwich panels with polyurethane protective coating resistant to abrasive impact. Weight ≈19,000 kg, internal dimensions 25,000 × 7,000 × 7,000 mm. The structure features two service doors (840 × 1975 mm) and roller gates (4500 × 5000 mm) for convenient access to large products. The chamber complies with climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (ed. 7). Manufactured based on the KASO series shot blasting chamber, which ensures safe and efficient cleaning with shot regeneration in a closed cycle. | |
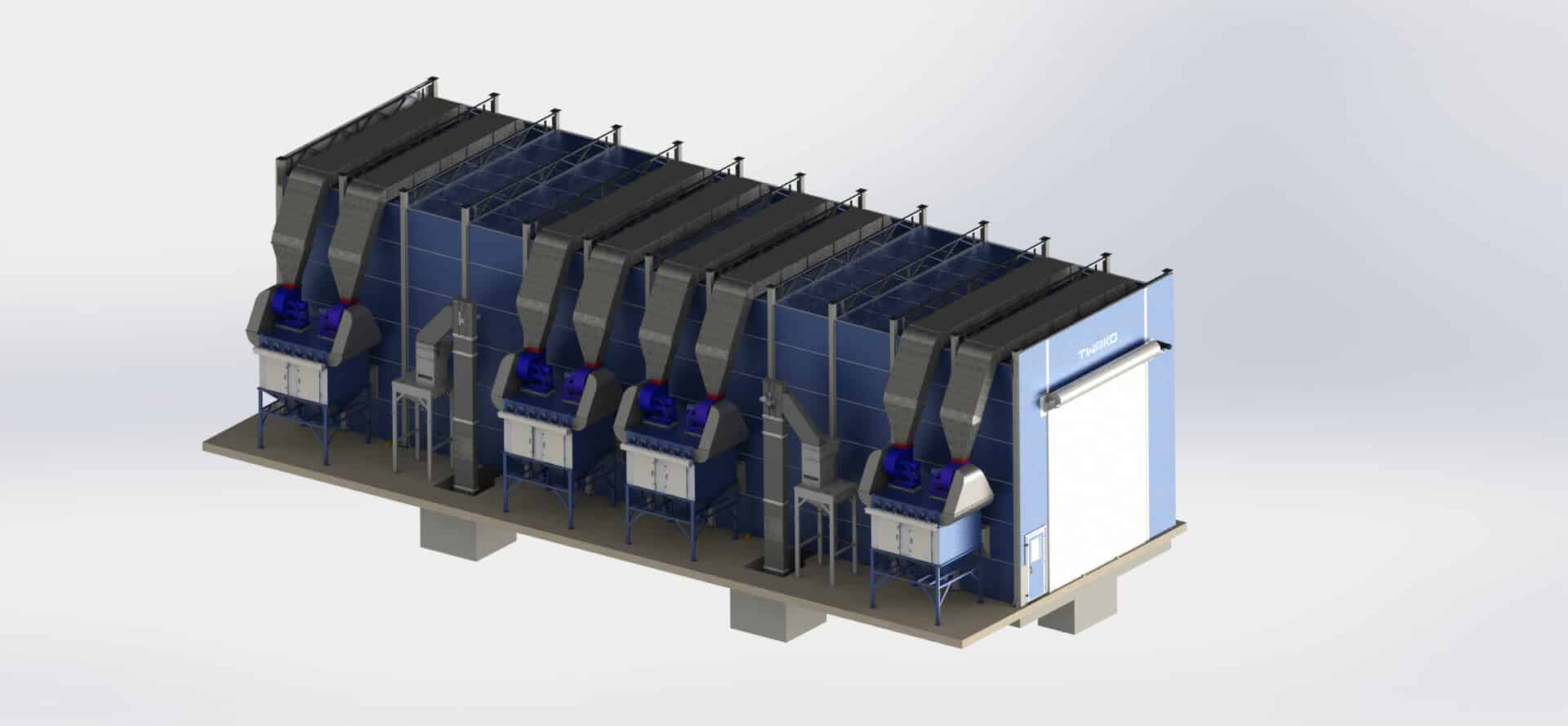
| Painting and Drying Chamber | Consists of a cabin and ventilation unit. The cabin is a frame structure of profiled pipes, clad with thermally insulated sandwich panels with galvanized coating (zinc 275 mg/m², resistant to 180°C). Weight ≈35,000 kg, internal dimensions 34,220 × 7,000 × 6,050 mm. Equipped with sectional gates (5500 × 4500 mm). The design complies with climatic design UHL 4 (GOST 15150-69) and zone class B-IIa per PUE (ed. 7). Manufactured based on technologies of the IKFS series painting and drying chamber, adapted for efficient application of paint coatings and drying. | |
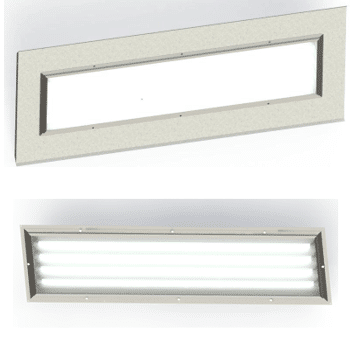
| Lighting System | Provides uniform and safe lighting in the work area. The shot blasting chamber has 144 LED T8 fixtures (1200 mm, 18 W, 6500 K, IP65), creating illuminance over 700 lx; the painting and drying chamber uses 304 explosion-proof LED fixtures (1200 mm, 18 W, 6500 K, IP65) with ceiling and wall units, ensuring at least 600–800 lx in the painting zone. Complies with safety requirements for zone B-IIa per PUE (ed. 7). | |
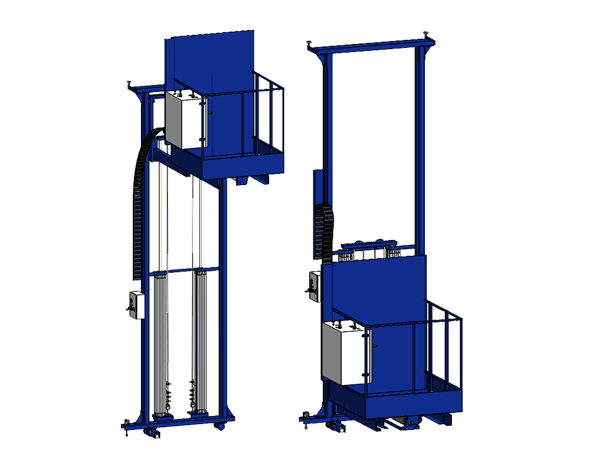
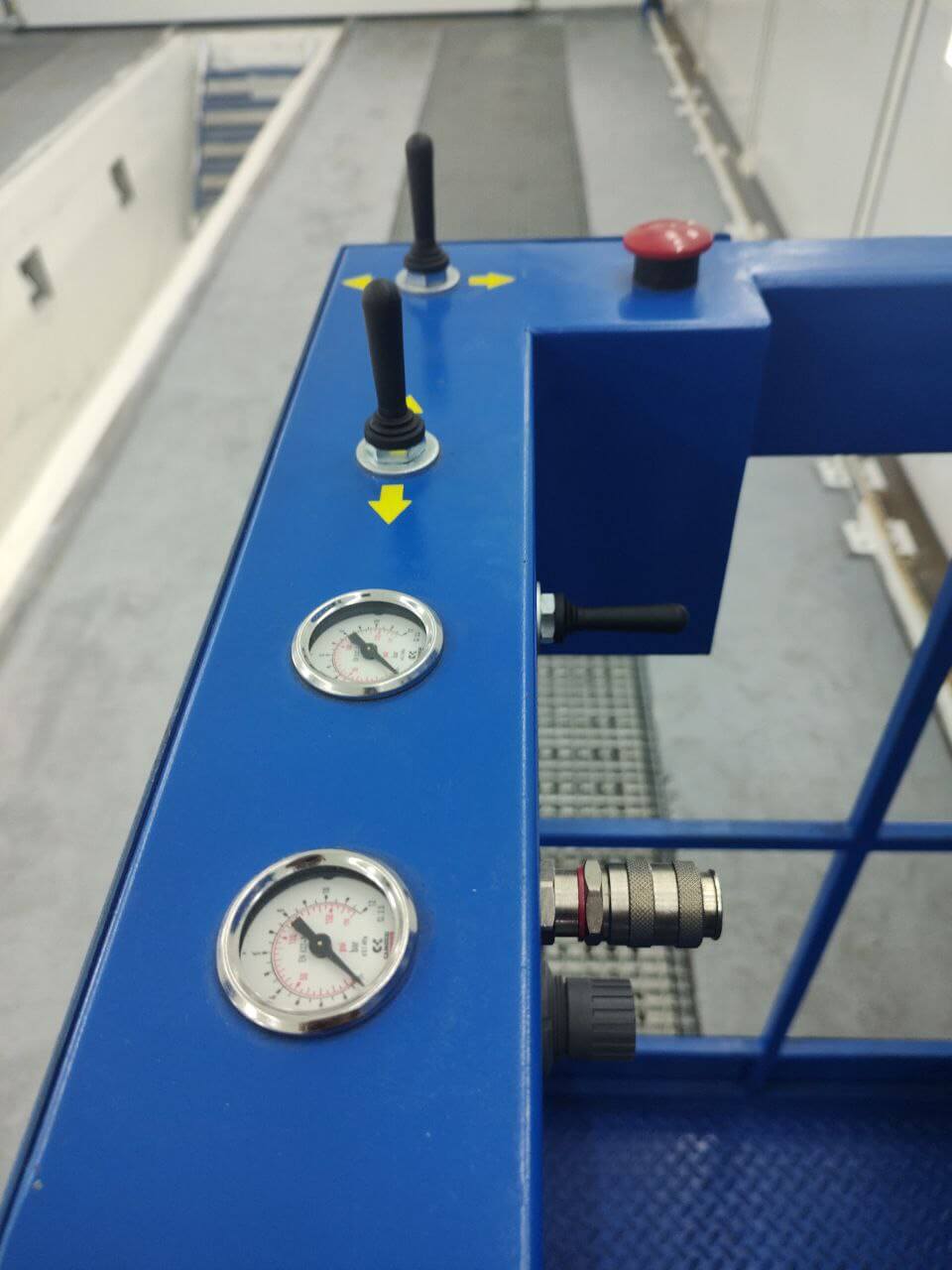
| Lifting and Moving Platform | Three-coordinate lift for personnel and tools series 3PtO provides operators with safe access to large products for shot blasting in the cleaning chamber and for applying paint coatings at height in the painting chamber. Load capacity up to 500 kg, equipped with pneumatic system with guide rails and braking system. | |
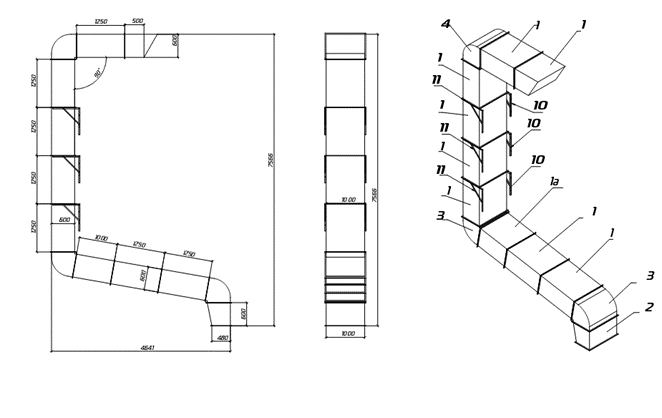
| Air Duct System | The air transportation system in KASO and KFS includes air ducts of various configurations (DVM.02.00.00.101–107 and DVM.01.00.00.101–204, sheet thickness 0.7–1.0 mm) to ensure efficient airflow in filtration-ventilation units and the ventilation group. Total quantity — 204 units (96 for KASO and 108 for KFS). | |
| Compressed Air Supply System | Supplies pneumatic systems of KASO and filter regeneration with compressed air at 6 bar pressure with drying to dew point –30 °C and class not lower than 9 per GOST 17433-80. Includes main line with receivers (500 l) and compressor with capacity 10 m³/min. | |
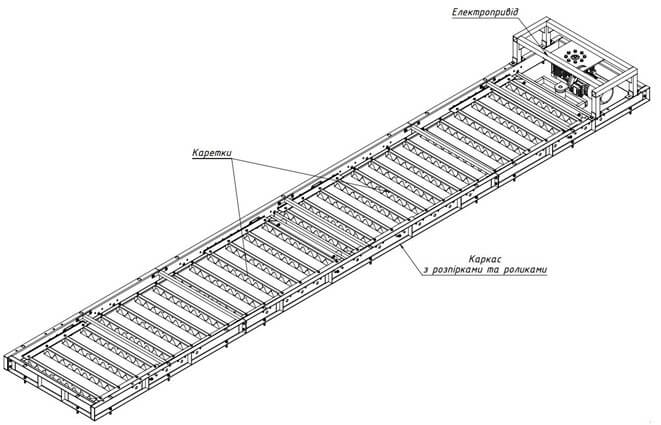
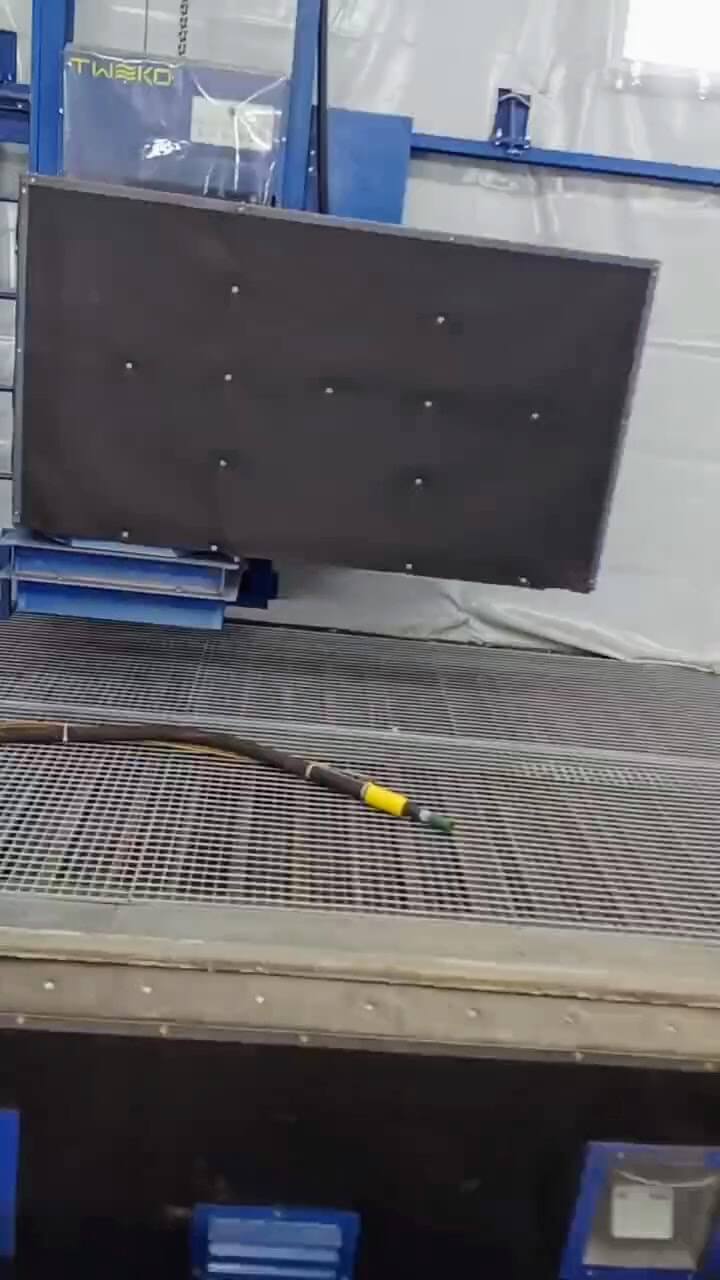
| Scraper Conveyor | System for collecting and transporting used abrasive in the KASO cleaning chamber, consists of five longitudinal and one transverse scraper floor modules. Drive provided by two electric motors (1.1 kW, 1500 rpm). | |
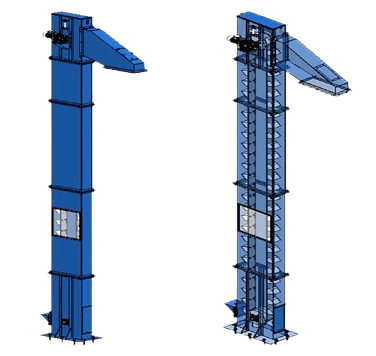
| Bucket Elevator (Bucket Conveyor) | Bucket conveyor KT-5M provides abrasive supply in the cleaning chamber to the separator. Consists of lower, upper, and middle sections with rubber belt (width – 200 mm) and 3 mm steel buckets. Drive provided by two electric motors (1.1 kW, 1440 rpm). | |
| Separator | The separator regenerates abrasive in the KASO chamber, separating dust and debris through a perforated sieve (1 × 1 m, steel with anti-corrosion coating). Equipped with two vibrators (0.18 kW, 3000 rpm). | |
| Shot Bunker | Conical reservoir made of S235 steel for accumulating cleaned abrasive (steel or cast iron shot, 0.5–1.0 mm), capacity ≈2 m³. Equipped with hermetic construction to prevent abrasive leakage. | |
| Filtration-Ventilation Unit | Filtration-ventilation unit (FVU) cleans dusty air with capacity 30,000 m³/h (4 sets, weight ≈2000 kg, dimensions 3000 × 2000 × 2500 mm, each with fan and AIR 160 S4 electric motor, 15 kW, 1455 rpm). | |
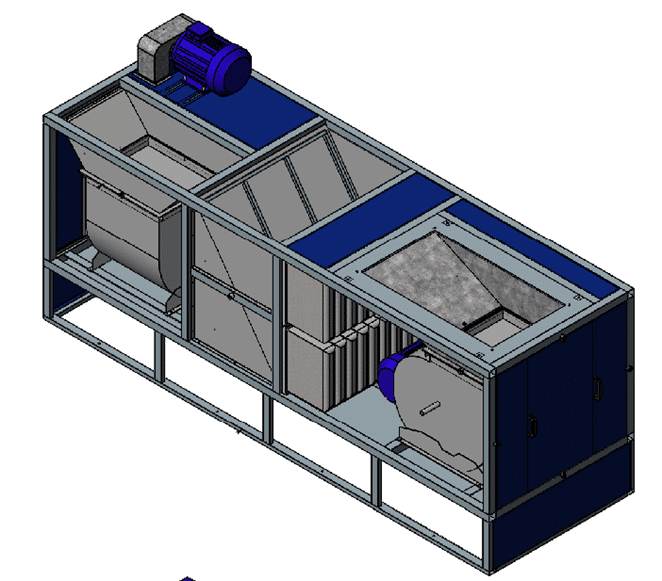
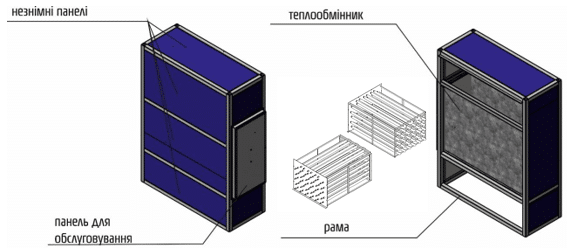
| Ventilation Group | Ventilation group of the painting and drying chamber includes air supply unit (with supply fan BRV-18, capacity ≈18,000 m³/h), heat exchanger unit (with 198 TOE series heating elements), and exhaust unit (with exhaust fan BRV-18). | |
| Filters | “Dry” filtration system of the painting and drying chamber with pre-cleaning filter (efficiency ≈89%, replacement every 500 hours), ceiling filter (acrylic, efficiency ≈96.7%, replacement every 500 hours), and floor filter (fiberglass, efficiency ≈93%, replacement every 80–100 hours). | |
| Heating and Drying System (including heat exchanger) | Provides KFS chamber heating with 198 tubular electric heaters (TEN) in TOE series heat exchanger (power 200 kW, made of AISI 304 stainless steel). | |
| Abrasive Blasting Chamber Control Panel | Provides centralized control of all abrasive blasting chamber systems: has switches for main equipment power supply (380 V / 50 Hz) and chamber lighting (220 V / 50 Hz), “START” and “STOP” buttons, indicators for filtration-ventilation units operation, scraper floor drives, bucket conveyor, signal lamps for motor overload and bunker overflow. Equipped with operating hours counter and pressure sensors in compressed air main line (0–10 bar). | |
| Painting and Drying Chamber Control Panel | Provides full control of painting and drying chamber modes. Equipped with two-channel temperature controller, drying dwell timer, potentiometer for excess pressure regulation, actual pressure indicator, light indicators for supply and exhaust fans, electric heaters, emergency conditions, gas detector, “START” / “STOP” buttons, mode switches, and emergency stop. | |
| Operating Hours Counter | Designed to track total operating time of chambers. The painting chamber uses DHM-48 type motor-hour meter with RESET function for resetting readings (e.g., after filter replacement). The abrasive blasting chamber uses motor-hour meter for component wear monitoring without reset function. | |
| Gas Detector | Available only for the painting chamber. Uses DOZOR-S type gas analyzer to monitor gas concentrations (5–50% LEL), blocks equipment when thresholds are exceeded to ensure safety in painting mode. | |
| Temperature Setting | Available only for the painting chamber. Implemented through two-channel temperature controller (LU-1 for painting, LU-2 for drying) with set range up to 90 °C, displays actual and set temperature to maintain optimal drying conditions. | |
| Drying Cycle Dwell Time Setting | Available only for the painting chamber. Uses EDR-48 type timer with range 00:00–99:99 (min:sec), starts countdown after reaching set temperature to control drying process. | |
| Excess Pressure Setting | Available only for the painting chamber. Regulated by potentiometer through frequency converter, maintains working pressure 30–50 Pa, equipped with draft-pressure gauge for chamber pressure monitoring. |









Project Implementation
Design
The KASO shot blasting chamber and IKFS painting and drying chamber were designed according to PrJSC “Dniprovagonmash” technical specifications, considering requirements for processed product dimensions, productivity, energy efficiency, and safety. Structures executed according to climatic design UHL 4 (GOST 15150-69) and requirements for explosive zones class B-IIa per PUE.
The complete set of design documentation for both chambers was developed by TWEKO specialists and delivered to the customer in paper and electronic format in May 2022.
Manufacturing
Manufacturing was completed at TWEKO production facilities in February 2022:
- KASO Chamber — serial number 176/2022;
- IKFS Chamber — serial number 175/2022.
Both chambers used components from leading manufacturers (Provent fans, AIR 160 S4, AIR 132M6, AIR 132S6, DS80M4, M90S-4 electric motors, TechnoFilter cartridge and ceiling filters, Camozzi pneumatic elements, INVT frequency converters, etc.), ensuring reliability and durability of ventilation systems, filter regeneration, abrasive transportation (KASO), and heating and drying modes (IKFS).
Due to military actions from 24.02.2022, temporary logistics disruptions and partial shortage of certain components affected delivery timelines of specific items.
Delivery
Equipment delivery was carried out in stages according to the contract: first — in the period February–May 2022. Large elements (frames, ventilation modules, TEN sections, scraper conveyors, bucket elevators) were transported disassembled; unloading was carried out by crane or loader with textile slings, small components — manually. The customer prepared a dry and ventilated storage facility on their territory.
Additional elements, including operator lifting-moving platforms, were shipped in September 2022.
Installation
Installation works were carried out in stages on the customer’s territory after completion of preparatory works with foundation, electrical power supply, and compressed air networks.
- KASO: installation started in September 2022; duration of works — about 10 calendar weeks. Installed and tested scraper conveyor, bucket elevator, separator, and filtration-ventilation unit.
- IKFS: installation carried out in parallel with installation of BRV-18 supply-exhaust ventilation modules, tubular electric heaters (TEN), ceiling and floor filters, automation system and control panel; typical installation period — about 8–10 weeks depending on infrastructure readiness.
All works were carried out under supervision of TWEKO technical specialists with compliance to electrical power connection requirements (380 V/50 Hz for main equipment, 220 V/50 Hz for lighting), grounding, as well as connection and setup of compressed air supply (6 bar for KASO).
After installation, comprehensive commissioning works were conducted: ventilation mode adjustment, cabin tightness check, filter regeneration system setup, testing of automatic interlocks and safety alarms.
Training and Commissioning
Customer personnel underwent training on operation and maintenance of both chambers. The training program included:
- operational procedures and daily maintenance;
- safety rules and use of PPE (for KASO — protective suit, gloves, helmet with forced air supply; for KFS — protective clothing, gloves, and respirator when working with painting materials);
- control panel setup: two-channel thermostat, drying timer (0–99 min), excess pressure regulation potentiometer (30–50 Pa), gas detector signal interpretation (5–50% LEL).
After training, final tests were conducted and both systems were handed over to the customer for operation.
Force Majeure Circumstances
Project implementation was complicated by Russia’s military aggression against Ukraine, which from February 24, 2022 led to the introduction of martial law (confirmed by UCCI 28.02.2022). This caused delays in logistics, increased component costs, and temporary shortage of certain resources. Despite these circumstances, TWEKO ensured sequential component delivery, timely installation completion, and full fulfillment of contractual obligations to PrJSC “Dniprovagonmash”.
Principle of Operation
The complex operates on an integrated cleaning and painting cycle for metal surfaces in industrial conditions, ensuring continuous preparation and processing of products while complying with safety and environmental standards.
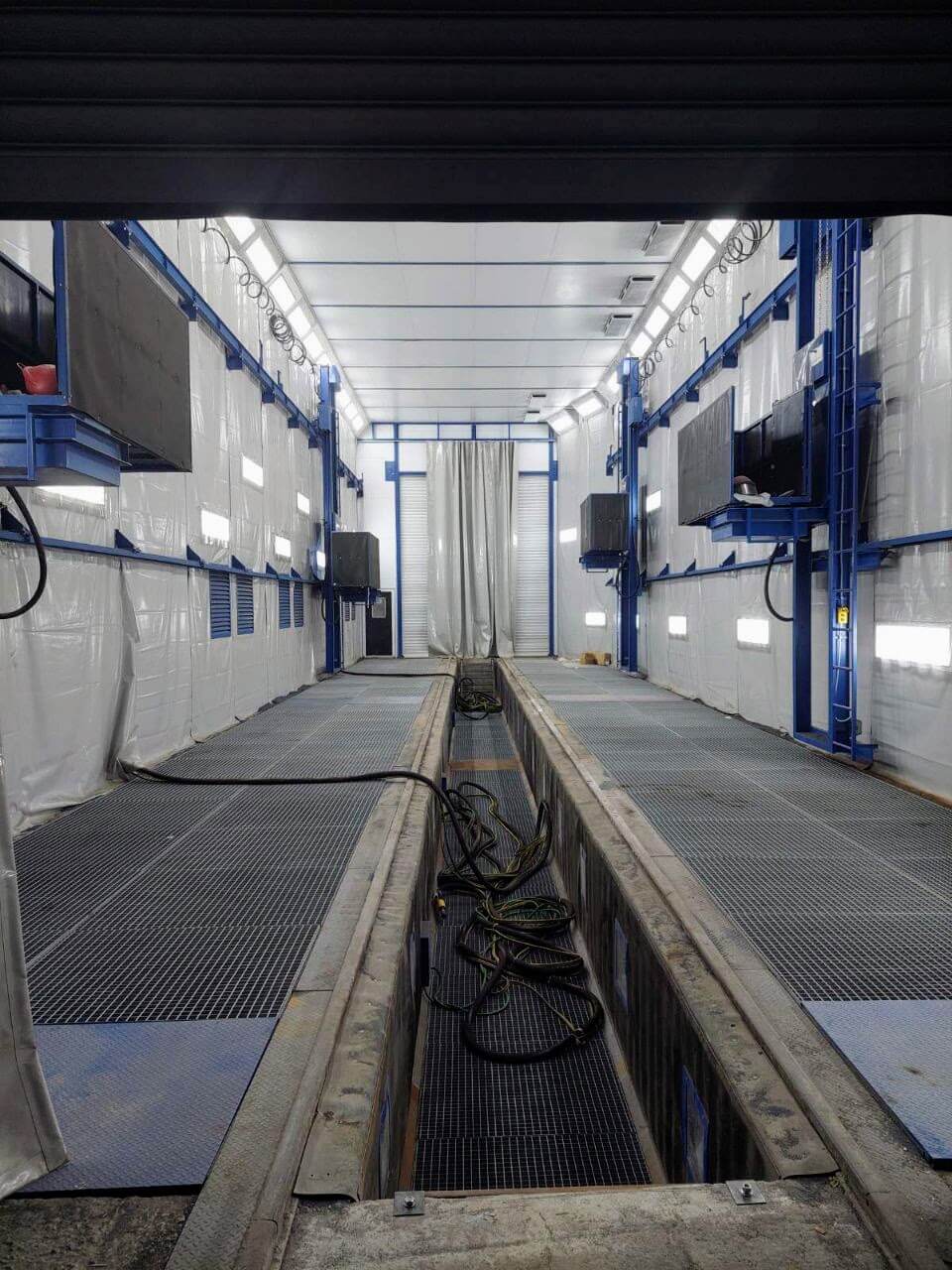
- Shot Blasting Chamber KASO: The operator uses an abrasive blasting gun to process metal parts with steel or cast iron shot, effectively removing rust, scale, old coating residues, oil, and other contaminants from surfaces within the chamber’s internal space. The process occurs under climatic design UHL 4 (GOST 15150-69) conditions, ensuring zone class B-IIa (PUE, 7th edition). Four 3PtO series lifting-moving platforms, equipped with pneumatic system with guide rails, brakes, and height adjustment, provide safe access to all product areas, allowing movement in three directions. Used abrasive is collected by scraper conveyor, which transports it to bucket elevator. The elevator lifts abrasive to separator, where dust and debris are sieved through perforated sieve with vibrators, after which cleaned abrasive accumulates in conical bunker with capacity up to 2 m³ for reuse. Dusty air is exhausted through four filtration-ventilation units (FVU) with capacity 30,000 m³/h each, equipped with cartridge filters regenerated by pulse blowing with compressed air (pressure 6 bar, class not lower than 9 per GOST 17433-80, with drying to dew point -30 °C for external installation). The process is controlled by central control panel, equipped with power switches, “START” and “STOP” buttons, FVU operation indicators, conveyor drives, motor overload and bunker overflow signal lamps, as well as motor-hour meter and compressed air main line pressure sensors, ensuring continuous monitoring and quick response to malfunctions.

- Painting and Drying Chamber KFS: After cleaning, products are moved to the painting chamber, where paint coatings are applied by pneumatic manual spraying under climatic design UHL 4 (GOST 15150-69) and zone class B-IIa (PUE, 7th edition) conditions. Air enters through intake valve, passes pre-cleaning filter (efficiency ≈89%), TOE series tubular heater heat exchanger, and ceiling filter (acrylic, efficiency ≈96.7%, resistant to temperatures up to 100–120 °C), ensuring clean environment with maintained excess pressure 30–50 Pa. Ventilation is provided by six supply and six exhaust ventilation units (capacity ≈18,000 m³/h each), equipped with motors (7.5 kW, 1000 rpm) for supply and (5.5 kW, 1000 rpm) for exhaust, meeting explosion-proof zone class 2/22 (PUE) and DSTU B A.3.2-12:2009 requirements. In drying mode, the chamber operates in three-stage cycle: blowing to remove paint residues, drying with recirculation through heat exchanger (maximum temperature ≈90 °C, provided by 198 TENs), and cooling, with automatic LED fixtures (18 W, 6500 K) shutdown to protect from overheating. Additional exhaust air filtration is provided by floor filter (labyrinth/cardboard/fiberglass, efficiency ≈93%) and outlet filter (TPS-50 fiberglass, efficiency ≈75%). For convenient access to large products during coating application, 3PtO series lifting-moving platforms are used. The process is controlled by control panel with two-channel temperature controller (LU-1 for painting, LU-2 for drying), dwell timer (range 0–99 minutes), potentiometer for fan frequency converter regulation, pressure indicator, node operation light indicators, ventilation and heater blocking system when gas detector (range 5–50% LEL) is triggered, and “START”/”STOP” buttons with emergency stop, ensuring safety and operation accuracy.



This integrated approach minimizes material losses, maintains high processing quality, and ensures safe working conditions, complying with fire safety and environmental standards.
Technical Specifications of Abrasive Blasting and Painting-Drying Chambers
| Category / Parameter | Cleaning Chamber | Painting Chamber |
|---|---|---|
| Dimensions and Construction | ||
| Internal Dimensions (L×W×H), mm | 25,000 × 7,000 × 7,000 | 34,220 × 7,000 × 6,050 |
| External Dimensions (L×W×H), mm | 25,760 × 9,265 × 7,400 | 34,430 × 11,851 × 9,016 |
| Weight, kg | ≈19,000 | ≈35,000 |
| Gates | Roller, 4,500 × 5,000 mm | Sectional, 5,500 × 4,500 mm |
| Service Doors | 2 pcs., 840 × 1,975 mm | – |
| Frame / Cladding | Metal frame, 80 mm sandwich panels with abrasive-resistant inner coating | Metal frame, thermally insulated sandwich panels, ceiling and floor filters |
| Ventilation and Air Exchange | ||
| Number of Ventilation Units | 4 filtration-ventilation units (FVU) | 6 supply + 6 exhaust BRV-18 type VU |
| Ventilation Unit Capacity | ≈30,000 m³/h per FVU | ≈18,000 m³/h per BRV-18 fan |
| Fan Electric Motors | AIR 160 S4 15 kW, 1,450–1,500 rpm (8 pcs.) | Supply – AIR 132M6 7.5 kW 1,000 rpm × 6; Exhaust – AIR 132S6 5.5 kW 1,000 rpm × 6 |
| Filter Regeneration | Pulse blowing with compressed air through receiver and solenoid valves | – |
| Filtration | ||
| Cartridge Filters | 144 pcs. FPC (324×662 mm) | – |
| Ceiling Filter | – | Acrylic, efficiency ≈96.7%, T up to 100–120 °C |
| Floor / Exhaust | – | Labyrinth / cardboard / fiberglass, efficiency ≈93% |
| Pre-filter | – | Acrylic, efficiency ≈89% |
| Outlet Filter | – | TPS-50 fiberglass, efficiency ≈75% |
| Abrasive Collection System / Transportation | ||
| Scraper Conveyor | 5 longitudinal + 1 transverse modules, drive 1.1 kW × 2 | – |
| Bucket Elevator (Bucket Conveyor) | Sectional construction, drive 1.1 kW × 2, belt with buckets | – |
| Abrasive Separator | With sieve and channels for debris and dust screening | – |
| Air Heating / Drying | ||
| Heater | – | TENs – 198 pcs., max T in chamber ≈90 °C |
| Electrical Power | ||
| Main Equipment | 380 V / 50 Hz | |
| Lighting | 220 V / 50 Hz | |
| Lighting – Power Consumption | ||
| Fixtures | – | LED T8 1200 mm 18 W 6500 K (≈304 pcs.) |
| Total Power | – | ≈5 kW |
| Noise Characteristics – Outside Chamber | ||
| Sound Level | ≈70 dB (for KFS inside ≈65 dB) | |
| Climatic Design and Operating Conditions | ||
| Conditions | UHL 4 design; ambient T –25…+30 °C; humidity 45–75% at 20 °C; atmospheric pressure 86–106 kPa | |
| Compressed Air Parameters | ||
| Compressed Air | Pressure 6 bar, class not lower than 9 per GOST 17433-80; for external installation – drying to dew point –30 °C |
– |
| Control and Automation | ||
| System | Panel with node status indicators, motor-hour meter, bunker level control, FVU signals | Panel with 2-channel thermostat (painting/drying), dwell timer, pressure indicator, fan frequency regulator, gas detector |
| Warranty / Service Life | ||
| Service Life | Warranty 12 months; overhaul resource 5 years; standard service life 10 years | |
Maintenance, Safety Procedures, and Warranty Obligations
LLC “Tekhservis VEKO and Partner GmbH” developed procedures for uninterrupted complex operation.
- Maintenance: For KASO — daily inspection, separator and FVU emptying, weekly valve check, monthly filter check, quarterly conveyor and fan check, semi-annual electrical circuit check. For IKFS — daily filter inspection, weekly fan check, monthly filter replacement, quarterly heat exchanger check, semi-annual contact check.
- Safety Procedures: Prohibited to open doors/gates during operation, use solvents (KASO) or work without grounding (IKFS). Mandatory PPE. KASO equipped with limit switches, IKFS — gas detector.
- Warranty: 12 months from commissioning (if installation under manufacturer supervision) or 15 months from delivery date. Does not cover instruction violations. Repair — by LLC “Tekhservis VEKO” representatives, transportation — at manufacturer’s expense.
Results
- Efficiency: The complex increased productivity through automated cleaning (KASO) and painting/drying (IKFS), reducing processing time.
- Processing Quality: KASO ensures thorough cleaning, IKFS — uniform coating application and drying, improving corrosion protection.
- Environmental Safety: Dust filtration (KASO) and paint mist filtration (IKFS) comply with environmental standards.
- Reliability: Service life 10 years with overhaul resource 5 years for both chambers.
- Safety: Safety automation (KASO) and gas detector (IKFS) minimize risks.
KASO and IKFS Complex Chambers for Railway Transport from TWEKO
The abrasive cleaning, painting, and drying complex is an integrated solution for cleaning metal surfaces from rust and applying protective paint coatings. KASO uses abrasive blasting technology with abrasive regeneration, while IKFS provides pneumatic painting and drying with air recirculation. Both systems feature efficient filtration, lighting (over 700 lux), and automated control. Developed individually according to technical specifications. The complex from LLC “Tekhservis VEKO and Partner GmbH” became a key solution for PrJSC “Dniprovagonmash”, ensuring high productivity, cleaning and painting quality, safety, and environmental compliance. The equipment meets modern standards and supports freight wagon production, reducing time and costs.