V září 2024 se na společnost TWEKO obrátil velký strojírenský podnik s požadavkem na návrh a dodávku technologického zařízení pro zajištění kompletního cyklu přípravy povrchu, abrazivního tryskání, mytí, lakování a sušení rozměrných výrobků.
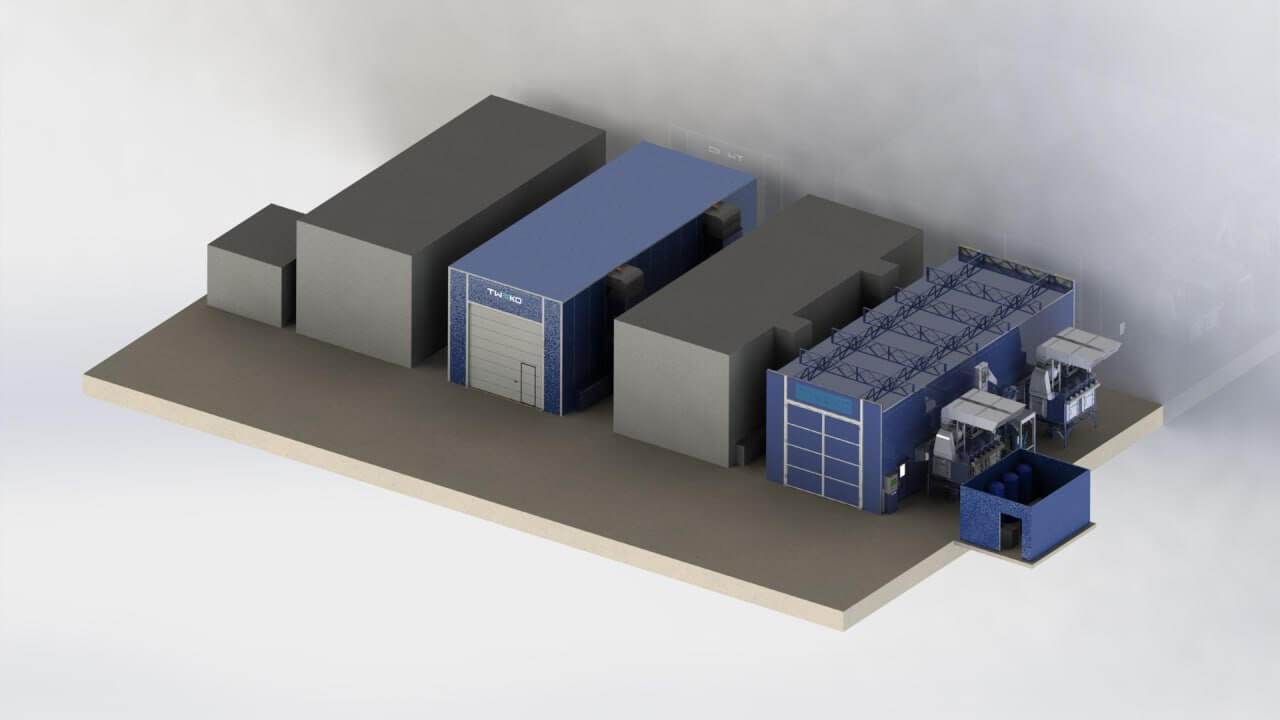
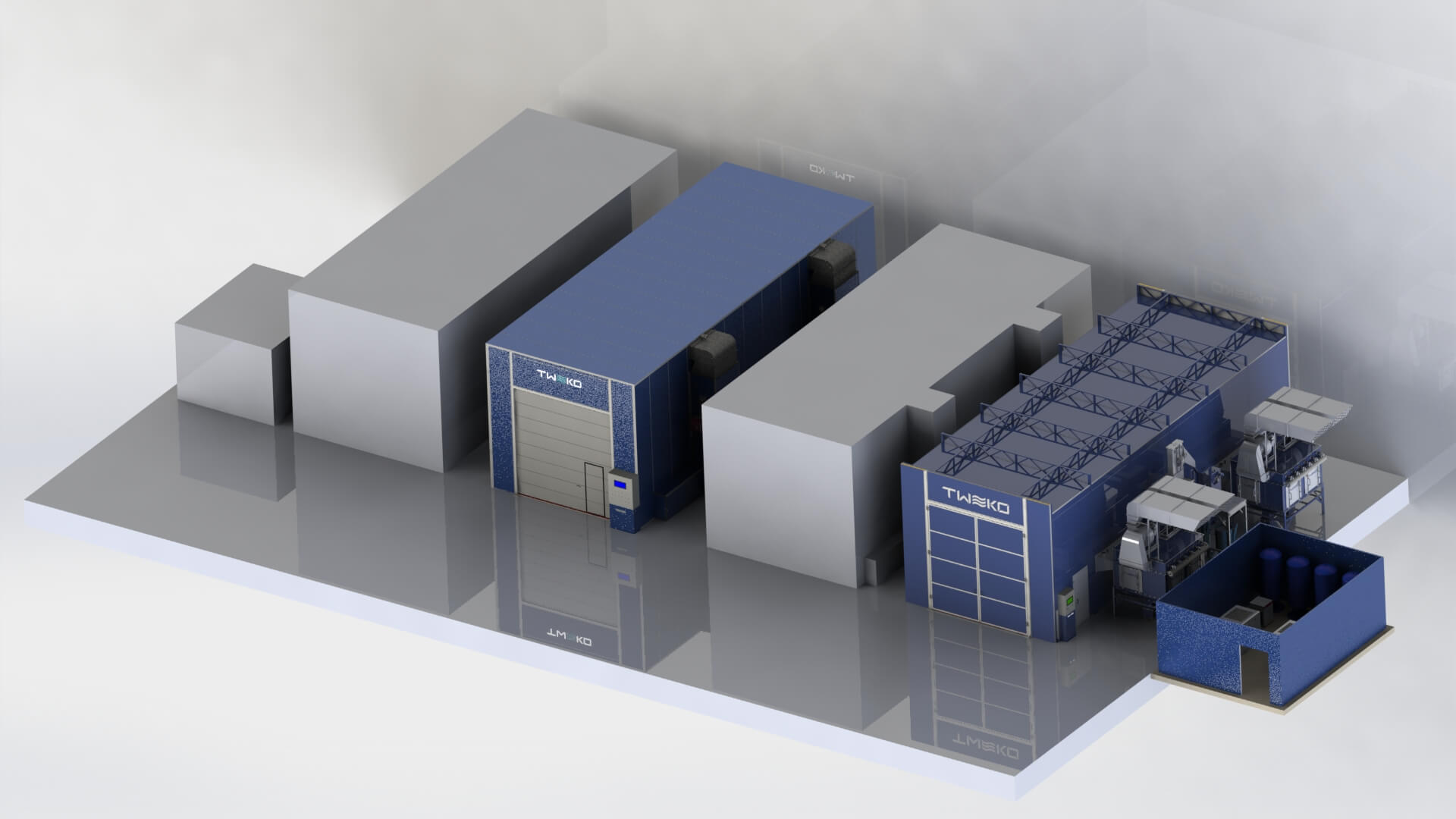
V rámci projektu společnost TWEKO vybrala optimální konfiguraci zařízení, která zahrnovala komoru pro abrazivní tryskání, lakovací a sušicí kabinu a pomocné moduly, s následnou integrací systémů, montáží a uvedením komplexu do průmyslového provozu v říjnu 2025.
O klientovi
Zákazník je ukrajinský konstrukčně-výrobní podnik strojírenského zaměření, který se specializuje na vývoj, výrobu, technickou údržbu a opravy specializované automobilové a průmyslové techniky, stejně jako na dodávky komponentů.
Podnik provádí kompletní cyklus činností, včetně projektování, výroby, technického servisu a oprav zařízení, dodávek náhradních dílů a servisní podpory.
Díky rozvinuté výrobní základně a zavádění inženýrských inovací patří společnost mezi stabilní a systémové výrobce ve svém segmentu.
Řešení
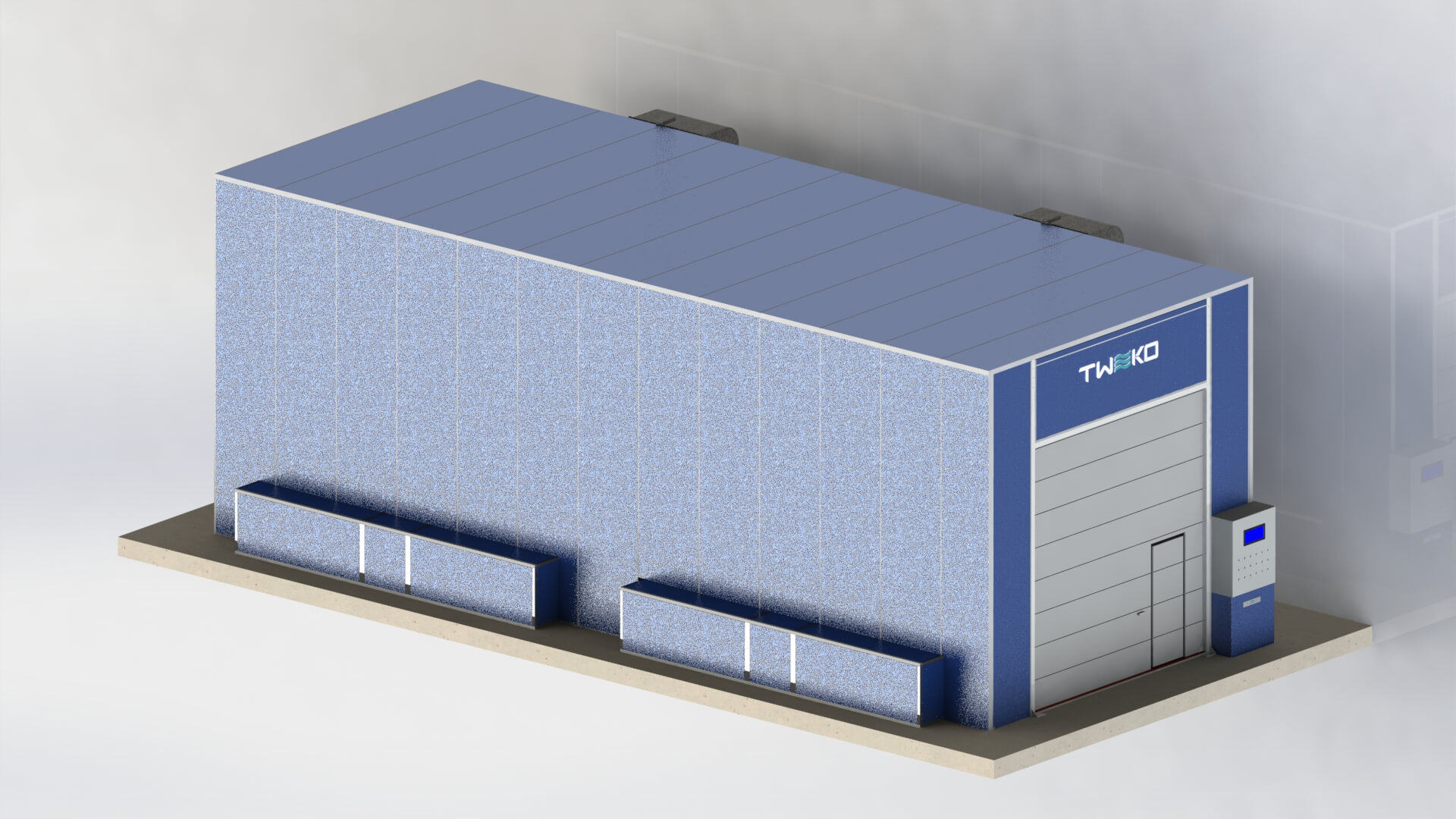
Za účelem zajištění kompletního cyklu přípravy povrchu a nanášení povlaků společnost TWEKO realizovala komplexní technologické řešení, které zahrnuje komoru pro abrazivní tryskání, průchozí lakovací a sušicí kabinu a soubor pomocných inženýrských a technologických systémů integrovaných do jednotného výrobního procesu.
- Komora pro abrazivní tryskání
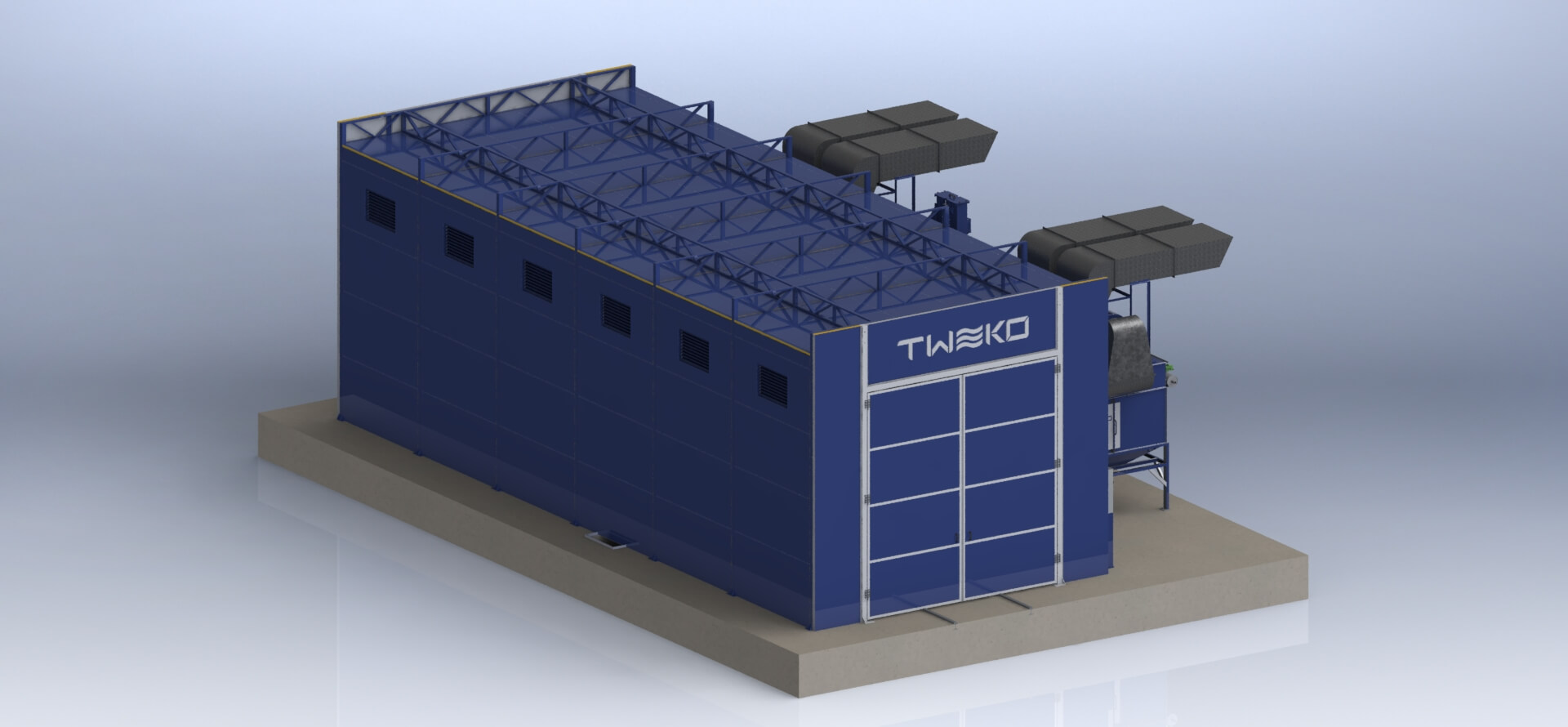
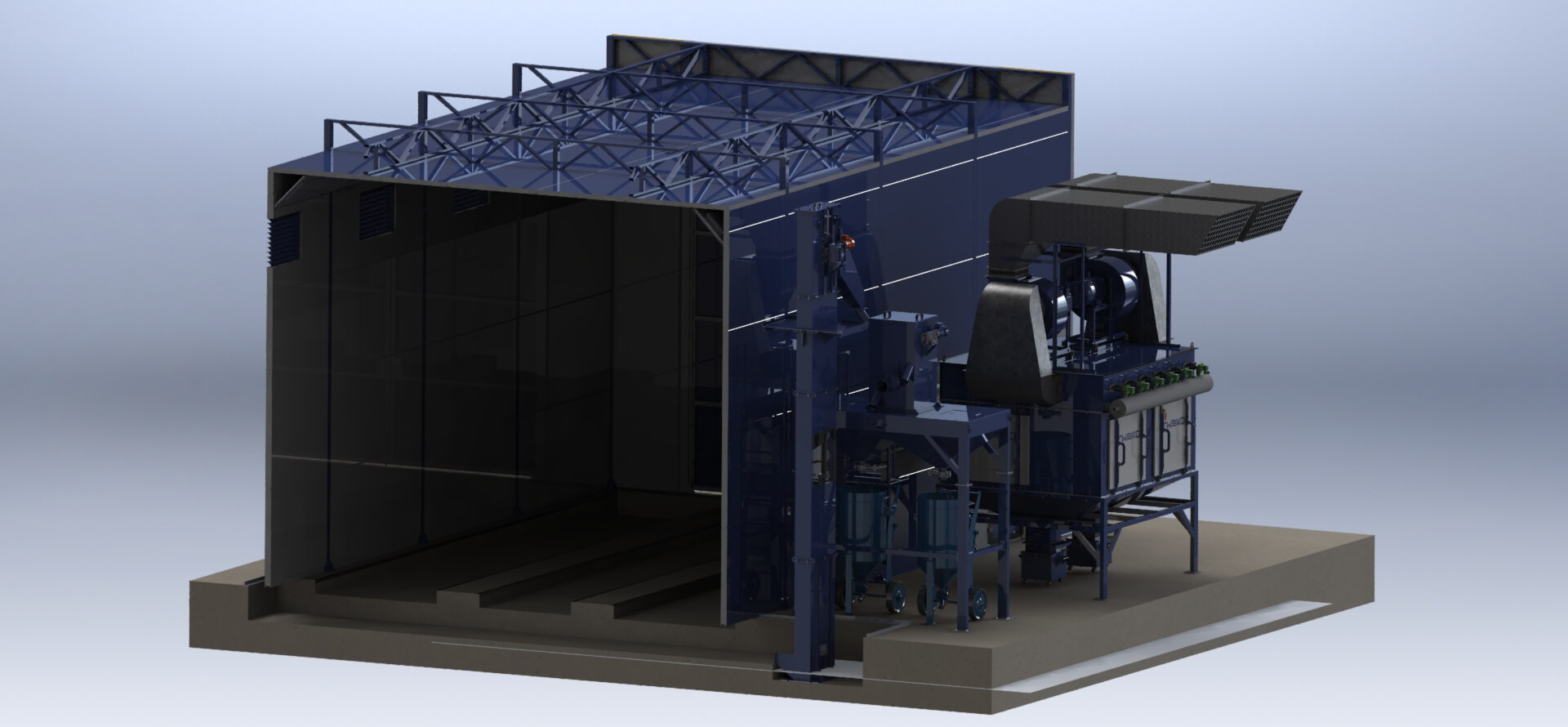
Pro fázi přípravy povrchu byla implementována komora pro abrazivní tryskání řady KASO výroby TWEKO — model KASO-15 v průchozím provedení s jednou pracovní zónou pro abrazivní tryskání. Komory řady KASO jsou určeny pro průmyslové čištění kovových výrobků od koroze, okují, starých nátěrů a dalších nečistot se zajištěním stabilní kvality povrchu před následnými technologickými operacemi.Uspořádání komory KASO-15 v průchozí konfiguraci umožňuje kontinuální zpracování rozměrných uzlů a agregátů a integraci zařízení do plynulé výrobní logiky s minimalizací prostojů a manuálních operací. Konstrukční řešení a inženýrské systémy komory jsou přizpůsobeny intenzivní průmyslové zátěži a splňují požadavky podniků těžkého strojírenství a sériové výroby.
Komora je vybavena:
- Mechanizovaným systémem sběru a regenerace abraziva v uzavřeném cyklu, který zahrnuje škrabkovou podlahu, korečkový elevátor, separátor a zásobníkový bunker a zajišťuje automatický návrat vyčištěného abraziva zpět do pracovního procesu.
- Filtračně-ventilačními jednotkami s kazetovou filtrací a pulzní regenerací filtrů, určenými k účinnému čištění zaprášeného vzduchu v pracovní zóně během abrazivního tryskání.
- Ventilačním systémem s řízeným odvodem zaprášeného vzduchu, který zajišťuje dodržení přípustných hygienických a akustických parametrů v obslužném prostoru.
- Automatizovaným ovládacím pultem s indikací stavu hlavních uzlů komory, kontrolou činnosti ventilačních jednotek, systémů regenerace abraziva a transportních mechanismů.
- Vjezdovými a výjezdovými vraty v průchozím provedení, dimenzovanými pro zpracování rozměrných výrobků v kontinuálním režimu, a servisními dveřmi pro obsluhu s prvky vzájemného blokování.
- Vnitřním oděruvzdorným ochranným obložením a systémem průmyslového osvětlení pracovní zóny, přizpůsobenými podmínkám intenzivního abrazivního provozu.
Konstrukce komory, inženýrské systémy a automatizace řízení byly realizovány s ohledem na požadavky technologického procesu a provozní podmínky podniku, což zajistilo stabilní provoz zařízení v průmyslovém režimu a jeho plnohodnotnou integraci do výrobní infrastruktury zákazníka.


- Lakovací a sušicí kabina
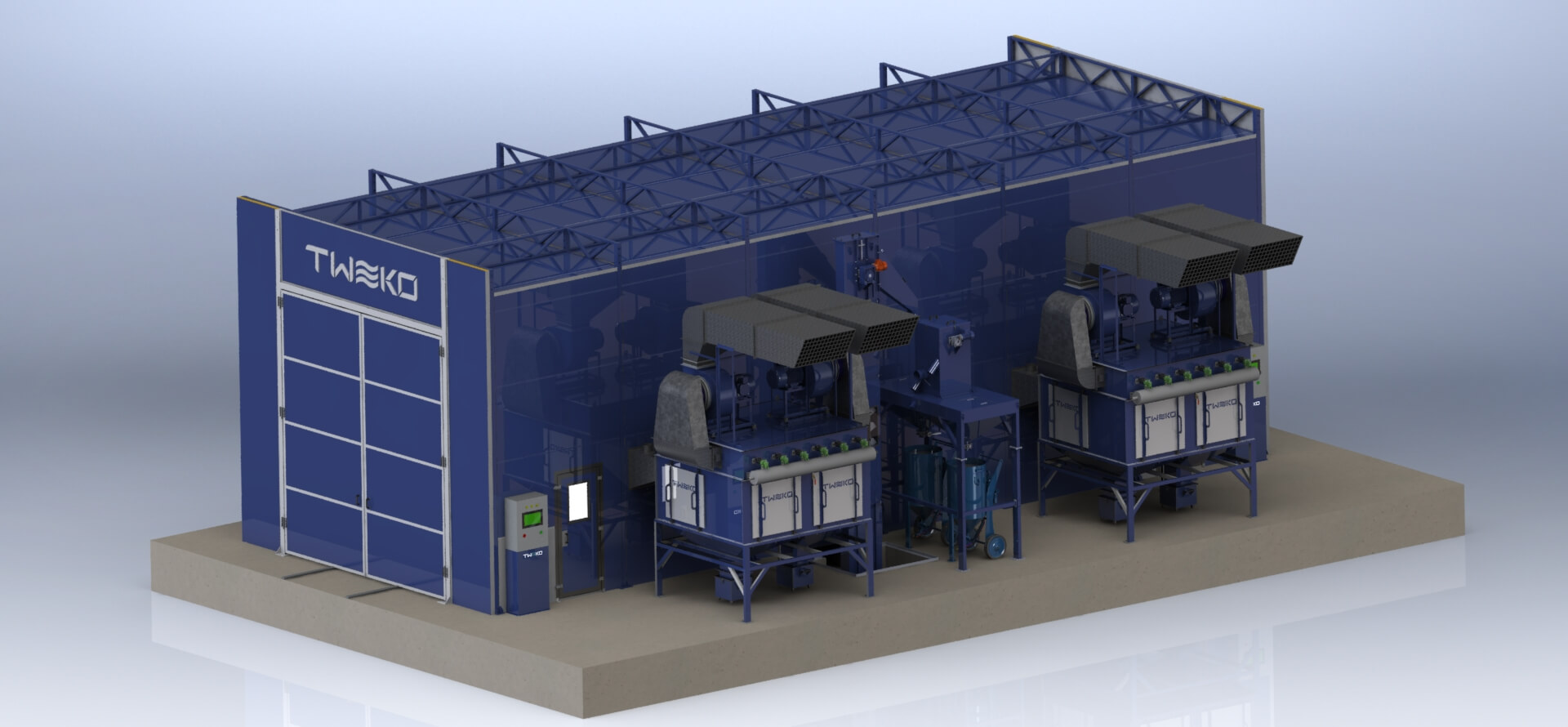
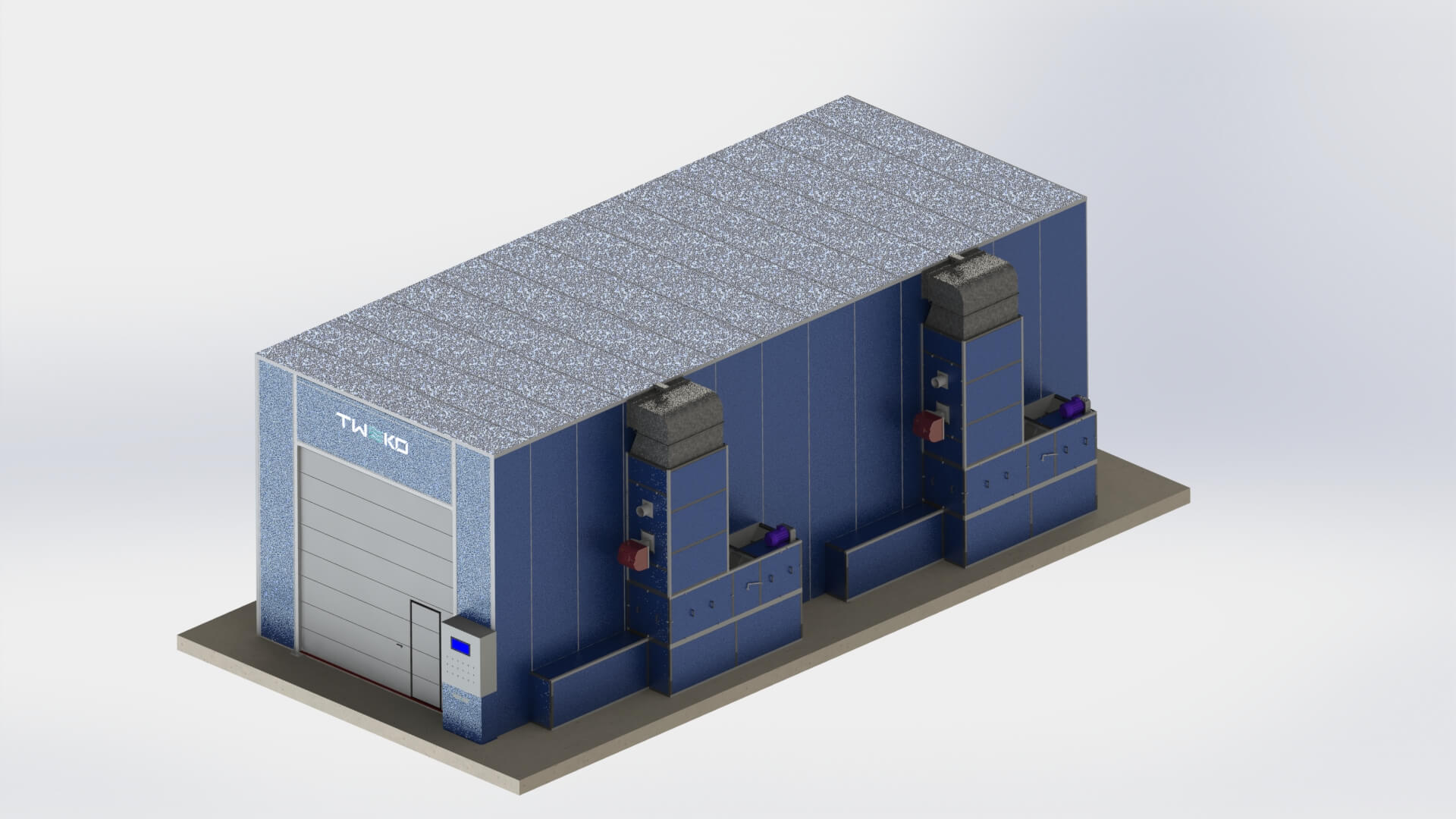
Pro fáze nanášení nátěrových hmot a sušení výrobků byla v rámci technologického komplexu realizována lakovací a sušicí kabina řady IKFS Diagonal, model IKFS-2-15, určená pro zpracování rozměrných výrobků v podmínkách průmyslové výroby.Kabina je provedena v průchozím uspořádání se dvěma pracovními zónami a diagonální organizací proudění vzduchu, která zajišťuje rovnoměrné rozložení vzduchu při lakování, účinný odvod aerosolů nátěrových hmot a stabilní podmínky sušení v celém objemu výrobku bez ohledu na jeho rozměry a geometrickou složitost.
Kabina je vybavena:
- Přívodně-odtahovou ventilací s řízenou výměnou vzduchu, která zajišťuje rovnoměrné rozložení vzduchových proudů v pracovních zónách a stabilní podmínky pro nanášení nátěrových hmot.
- Systémy filtrace přiváděného a odváděného vzduchu určené k čištění pracovního prostředí a ke snížení emisí aerosolů nátěrových hmot.
- Termoventilačními jednotkami integrovanými do konstrukce kabiny, které zajišťují ohřev, cirkulaci vzduchu a automatické udržování nastavených teplotních režimů během sušení.
- Automatizovaným řídicím systémem s obslužným panelem, umožňujícím řízení režimů lakování, sušení, profukování a chlazení, jakož i kontrolu činnosti ventilačních a tepelných systémů.
- Systémy technologických blokování a kontroly, které znemožňují provoz zařízení při nepřípustných hodnotách teploty, tlaku nebo stavu inženýrských systémů.
- Vjezdovými, výjezdovými a mezizónovými vraty, dimenzovanými pro průchod rozměrných výrobků v kontinuálním režimu a zajišťujícími těsnost pracovních zón během lakování a sušení.
Konstrukce kabiny, systém výměny vzduchu a automatizace řízení byly realizovány v souladu s technickým zadáním a projektovou dokumentací, což zajistilo stabilní provoz lakovací a sušicí technologie v podmínkách průmyslového využití a její plnou integraci do jednotného technologického procesu podniku.


Všechny technologické moduly — komora pro abrazivní tryskání, lakovací a sušicí kabina a pomocné inženýrské systémy — byly sjednoceny do jednoho technologického komplexu. V rámci projektu byly provedeny instalace inženýrských sítí, elektroinstalační práce a uvedení zařízení do provozu, po kterém byl komplex předán do průmyslového provozu ve stanovených termínech.
Technické parametry technologického komplexu
| Komponenta | Komora pro abrazivní tryskání | Lakovací a sušicí kabina |
|---|---|---|
| Základní charakteristiky | ||
| Typ kabiny | Průchozí, jednokomorová | Průchozí, dvouzónová |
| Celková délka* | ≈ 11,5 m | ≈ 15,2 m |
| Rozměry | ||
| Vnitřní rozměry (pracovní zóna) | ≈ 11,0 × 6,5 × 5,2 m | ≈ 7,5 × 6,0 × 5,0 m (každá zóna) |
| Vnější rozměry | ≈ 11,5 × 10,1 × 5,8 m | ≈ 15,2 × 7,3 × 5,7 m |
| Servisní přístup | ||
| Servisní dveře | 840 × 1 975 mm, 2 ks | Předvídány |
| Ventilace a výměna vzduchu | ||
| Typ ventilace | Filtračně-ventilační | Přívodně-odtahová |
| Výkon ventilace | 30 000 m³/h × 2 jednotky | 32 500 m³/h — přívod 25 000 m³/h — odtah |
| Technologické systémy | ||
| Hlavní účel | Abrazivní tryskání povrchů | Lakování a sušení výrobků |
| Systém ohřevu | Není předvídán | Naftové hořáky, 2 ks |
| Maximální teplota v kabině | — | až 60 °C |
| Napájení a osvětlení | ||
| Napájení zařízení | 380 V / 50 Hz | 380 V / 50 Hz |
| Napájení osvětlení | 220 V / 50 Hz | 220 V / 50 Hz |
| Maximální výkon osvětlení | až 2 kW | až 3 kW |
| Akustické parametry | ||
| Hladina hluku vně kabiny | až 70 dB | až 70 dB |
Klíčové komponenty komory pro abrazivní tryskání (KASO) a lakovací a sušicí kabiny (IKFS)
| Komponenta | KASO | IKFS |
|---|---|---|
| Kabina | Ocelová kabina v průchozím provedení s jednou pracovní zónou, se vstupními a výstupními vraty, servisními dveřmi pro obsluhu, vnitřním oděruvzdorným ochranným obložením, systémem průmyslového osvětlení a těsnicími prvky přizpůsobenými podmínkám abrazivního tryskání. | Ocelová kabina v průchozím provedení se dvěma nezávislými pracovními zónami, se vstupními, výstupními a mezizónovými vraty, servisními dveřmi pro obsluhu, stropními a stěnovými osvětlovacími systémy a utěsněnou konstrukcí pro režimy lakování a sušení. |
| Systém zpracování materiálu | Mechanizovaný systém sběru a regenerace abraziva v uzavřeném cyklu, zahrnující škrabkovou podlahu, korečkový elevátor, separátor, zásobníkový bunker a automatický návrat vyčištěného abraziva zpět do pracovního procesu. | Systém nanášení nátěrových hmot a sušení výrobků s využitím termoventilačních jednotek, řízené výměny vzduchu a automatického udržování nastavených technologických parametrů. |
| Filtračně-ventilační systém | Filtračně-ventilační jednotky s kazetovou filtrací a pulzní regenerací filtrů, systémem vzduchovodů a organizovaným účinným odvodem zaprášeného vzduchu z pracovní zóny. | Přívodně-odtahová ventilace s bočními odsávacími boxy, systémy filtrace přiváděného a odváděného vzduchu a řízeným rozdělením proudění vzduchu v pracovních zónách kabiny. |
| Transport a pracovní zóna | Průchozí schéma zpracování rozměrných výrobků a těžkých uzlů bez nutnosti reverzních nebo mezilehlých technologických operací. | Průchozí schéma lakování a sušení rozměrných výrobků s rozdělením na dvě nezávislé pracovní zóny pro sekvenční nebo paralelní zpracování. |
| Systém ohřevu / sušení | Není předvídán. Kabina je určena výhradně pro abrazivní tryskání povrchů bez tepelného zpracování výrobků. | Termoventilační jednotky integrované do konstrukce kabiny, zajišťující ohřev, cirkulaci vzduchu a automatické udržování režimů sušení. |
| Řídicí systém | Automatizované ovládací pulty s indikací stavu hlavních uzlů, kontrolou provozu ventilace, systémů regenerace abraziva a transportních mechanismů. | Automatizovaný ovládací pult s programovatelným logickým automatem, snímači tlaku a teploty, regulátorem teploty, časovači a počítadlem provozních hodin. |
| Bezpečnost a provoz | Nárazuvzdorné průmyslové osvětlení, ochranné prvky vnitřního obložení, blokovací systémy, centralizovaná kontrola provozu zařízení a vzájemné technologické blokování uzlů. | Požární klapky, kontrola tlaku v pracovních zónách, systémy technologických blokování, řízení proudění vzduchu a ochrana proti provozu zařízení při nepřípustných parametrech. |
Realizace projektu
Realizace projektu probíhala etapově v období od září 2024 do října 2025 za účasti inženýrských, konstrukčních, výrobních a servisních oddělení společnosti TWEKO, stejně jako stavebních a montážních dodavatelů zákazníka.
V počáteční fázi bylo zpracováno technické zadání zákazníka s ohledem na rozměry a hmotnost výrobků velkého formátu, způsob jejich manipulace uvnitř kabin a specifika výrobního areálu.
- návrh dispozičního řešení komory pro abrazivní tryskání a průchozí lakovací a sušicí kabiny s rozdělením do dvou pracovních zón;
- stanovení umístění termoventilačních jednotek, ventilačních a filtračních systémů;
- definování požadavků na základy, montážní jámy, přístřešek a inženýrské sítě;
- přípravu doporučení pro kompresorovnu (rozměry prostoru, provozní podmínky, teplotní režim).
Projektová řešení byla upřesňována ve spolupráci se zákazníkem a jeho stavební organizací.
- výkresy kabin KASO a IKFS;
- výkresy nosných konstrukcí, vrat, příček a stropních prvků;
- dokumentaci ke škrabkové podlaze, separátoru, korečkovému elevátoru a zásobníku abraziva;
- schémata ventilačních systémů, bočních odsávacích boxů a vzduchovodů;
- doporučení k pneumatickým rozvodům a napojení kompresorové techniky.
Dokumentace byla využita pro vlastní výrobu zařízení a koordinaci prací s dodavateli.
- ocelových konstrukcí kabin;
- systémů sběru a regenerace abraziva;
- ventilačních a filtračních jednotek;
- prvků automatizace a řízení.
Probíhala postupná kompletace a expedice zařízení v návaznosti na připravenost stavební části.
- montáž nosných rámů a opláštění kabin;
- instalaci škrabkové podlahy, dopravníků, separátoru a zásobníku abraziva;
- montáž ventilačních jednotek, vzduchovodů a filtračních systémů;
- instalaci termoventilačních jednotek lakovací a sušicí kabiny;
- pokládku elektrických a pneumatických rozvodů;
- integraci ovládacích pultů a systémů automatizace.
Montáž byla prováděna v souladu se schválenými montážními postupy za technického dozoru.
- ověření funkce ventilačních a filtračních systémů;
- nastavení automatizace a řídicích systémů;
- kontrolu provozu systému sběru a regenerace abraziva;
- přípravu komplexu k provozu s jednokomorovou KASO a dvouzónovou IKFS.
Komplex byl uveden do průmyslového provozu v říjnu 2025 včetně předání kompletní technické dokumentace.
Princip činnosti technologického komplexu
Technologický komplex je navržen v průchozím uspořádání a zajišťuje plynulé a navazující provádění operací přípravy povrchu, nanášení povlaků a sušení rozměrných uzlů a agregátů.
Abrazivní tryskání (KASO-15)
Výrobek je přiváděn do pracovní zóny komory pro abrazivní tryskání prostřednictvím vjezdových vrat a umístěn v pracovním prostoru kabiny. Zpracování probíhá s využitím abrazivních tryskacích zařízení s centrálním systémem přívodu a regenerace abraziva.
V průběhu tryskání:
- použité abrazivo dopadá na škrabkovou podlahu;
- je mechanicky dopravováno do separátoru;
- prochází procesem čištění a oddělení nečistot;
- je vraceno do zásobního bunkeru pro opětovné použití.
Zaprášený vzduch z pracovní zóny je odváděn prostřednictvím filtračně-ventilačních jednotek, kde je vyčištěn před vypuštěním. Činnost systému sběru abraziva, ventilace a pomocných mechanismů je koordinována pomocí ovládacích pultů.
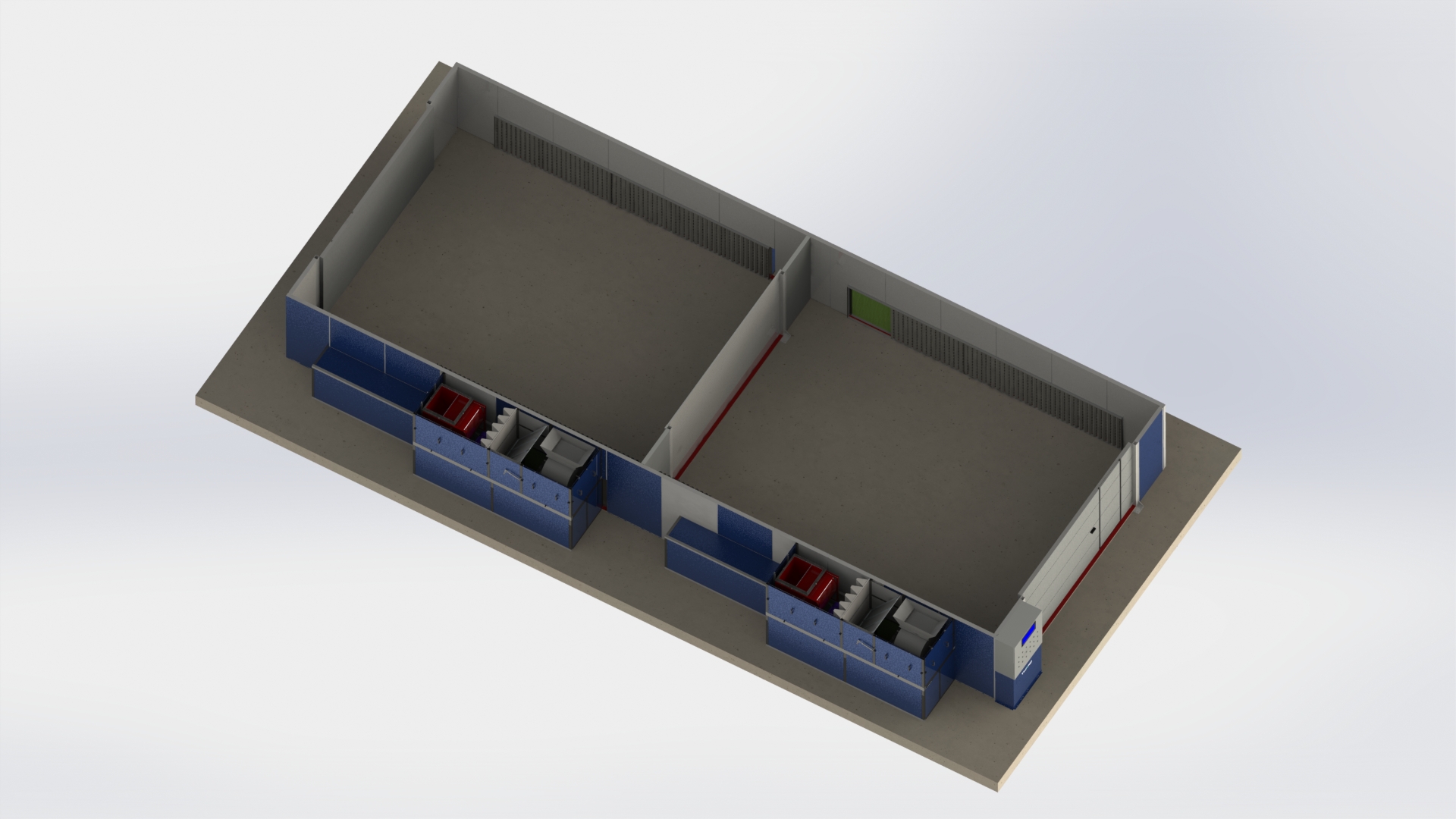
Lakování a sušení (IKFS-2-15)
Po dokončení přípravy povrchu je výrobek přesunut do lakovací a sušicí kabiny, která je rovněž provedena v průchozím dvouzónovém uspořádání. Kabina umožňuje organizovat lakování a sušení v oddělených zónách nebo paralelní zpracování dvou výrobků.
Během lakování:
- je v kabině udržována řízená výměna vzduchu;
- vzduch je přiváděn přívodním ventilačním systémem a odváděn bočními odsávacími boxy;
- odváděný vzduch prochází filtračním systémem.
V režimu sušení:
- jsou uvedeny do provozu termoventilační jednotky;
- řídicí systém zajišťuje cirkulaci vzduchu a udržování nastavených technologických parametrů;
- po dokončení sušení přechází kabina do režimu profukování a chlazení.
Řízení a vzájemná spolupráce systémů
Všechny fáze provozu komplexu jsou integrovány do jednotného řídicího systému, který umožňuje:
- řízení provozních režimů jednotlivých kabin;
- koordinaci ventilace, regenerace abraziva a sušení;
- zajištění bezpečného a stabilního provozu zařízení.
Díky průchozímu uspořádání a dvouzónové organizaci pracovních prostor se komplex přirozeně integruje do plynulé výrobní logiky a přizpůsobuje se skutečným potřebám zákazníka.
Výsledek pro zákazníka
Realizací projektu zákazník získal plnohodnotný technologický komplex integrovaný do výrobní infrastruktury podniku a přizpůsobený zpracování rozměrných výrobků a uzlů složité geometrie a velkých rozměrů.
- uzavřený výrobní cyklus přípravy povrchu, lakování a sušení výrobků v rámci jednoho komplexu bez nutnosti využití externích výrobních pracovišť;
- průchozí logiku zpracování s dvouzónovou organizací lakovací a sušicí části, která umožňuje flexibilní plánování výrobních operací a přizpůsobení aktuálním úkolům;
- stabilní provoz zařízení v podmínkách intenzivního využití díky průmyslovému konstrukčnímu provedení, automatizovaným řídicím systémům a standardizovanému způsobu montáže;
- kontrolované podmínky zpracování v každé fázi technologického procesu – od abrazivního tryskání až po lakování a sušení;
- možnost dalšího rozvoje výrobního pracoviště s ohledem na navržená inženýrská řešení a rezervy pro budoucí modernizaci;
- snížení technologických rizik díky použití sladěných projektových řešení a standardizovaných postupů montáže a uvádění do provozu.
Komplex byl uveden do průmyslového provozu s předáním kompletní technické dokumentace, což zákazníkovi umožnilo přejít do standardního provozního režimu bez nutnosti dodatečných úprav zařízení.
Závěr
Realizovaný projekt prokázal schopnosti společnosti TWEKO v oblasti realizace komplexních inženýrských řešení pro průmyslové podniky — od zpracování technického zadání a projektování až po výrobu, montáž a uvedení zařízení do průmyslového provozu.
V rámci projektu byl navržen a integrován technologický komplex pro abrazivní tryskání, lakování a sušení, přizpůsobený zpracování rozměrných výrobků a reálným provozním podmínkám zákazníka. Průchozí uspořádání, dvouzónová organizace pracovních prostor a koordinovaná spolupráce všech inženýrských systémů zajistily stabilní a řízený provoz celého komplexu.
Projekt byl realizován v souladu s platnými technickými požadavky, bezpečnostními normami a individuálními specifiky výrobního areálu, což potvrdilo efektivitu systematického přístupu k řešení složitých průmyslových úkolů. Dosažený výsledek vytváří spolehlivý základ pro další rozvoj výroby zákazníka a škálování technologických procesů.
Pokud váš podnik potřebuje individuální technologické řešení pro přípravu povrchu, lakování a sušení výrobků, tým společnosti TWEKO je připraven navrhnout optimální konfiguraci zařízení s ohledem na specifika výroby a reálné provozní podmínky.