
Společnost TWEKO realizovala kompletní rozsah prací zahrnující návrh, výrobu a integraci technologického pracoviště pro přípravu povrchů a lakovací-sušící zpracování výrobků speciální techniky pro servisní podnik skupiny TDC.
O klientovi
Společnost „TDC Ukrspetstechnika“ je součástí skupiny společností TDC a působí na trhu od roku 2010. Podnik se specializuje na servisní údržbu, opravy a dodávky náhradních dílů pro speciální techniku používanou v zemědělství, komunálním sektoru, stavebnictví, silničních pracích, těžebním průmyslu a v oblasti manipulační techniky.
Společnost zajišťuje profesionální opravy pohonných jednotek, převodovek a hydraulických systémů předních světových výrobců, včetně motorů WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, JCB, převodovek ZF, CARRARO, DANA-SPICER a hydraulických systémů značek DANFOSS, BOSCH REXROTH, KAWASAKI a dalších.
Rozsáhlá síť poboček ve městech Dnipro, Lvov, Oděsa, Charkov a Chmelnyckyj umožňuje operativní plnění servisních a výrobních úkolů na celém území Ukrajiny.
Zadání a volba dodavatele
V rámci rozvoje servisní infrastruktury vznikla potřeba systémově organizovat technologickou oblast pro přípravu povrchů a lakování výrobků s ohledem na reálné opravárenské procesy, logistiku pohybu dílů a integraci zařízení do stávajících výrobních prostor.
Pro řešení tohoto úkolu byla zvolena společnost TWEKO jako inženýrský dodavatel schopný zajistit komplexní zpracování řešení — od koncepčního a dispozičního návrhu až po přípravu kompletní projektové a technické dokumentace.
Řešení
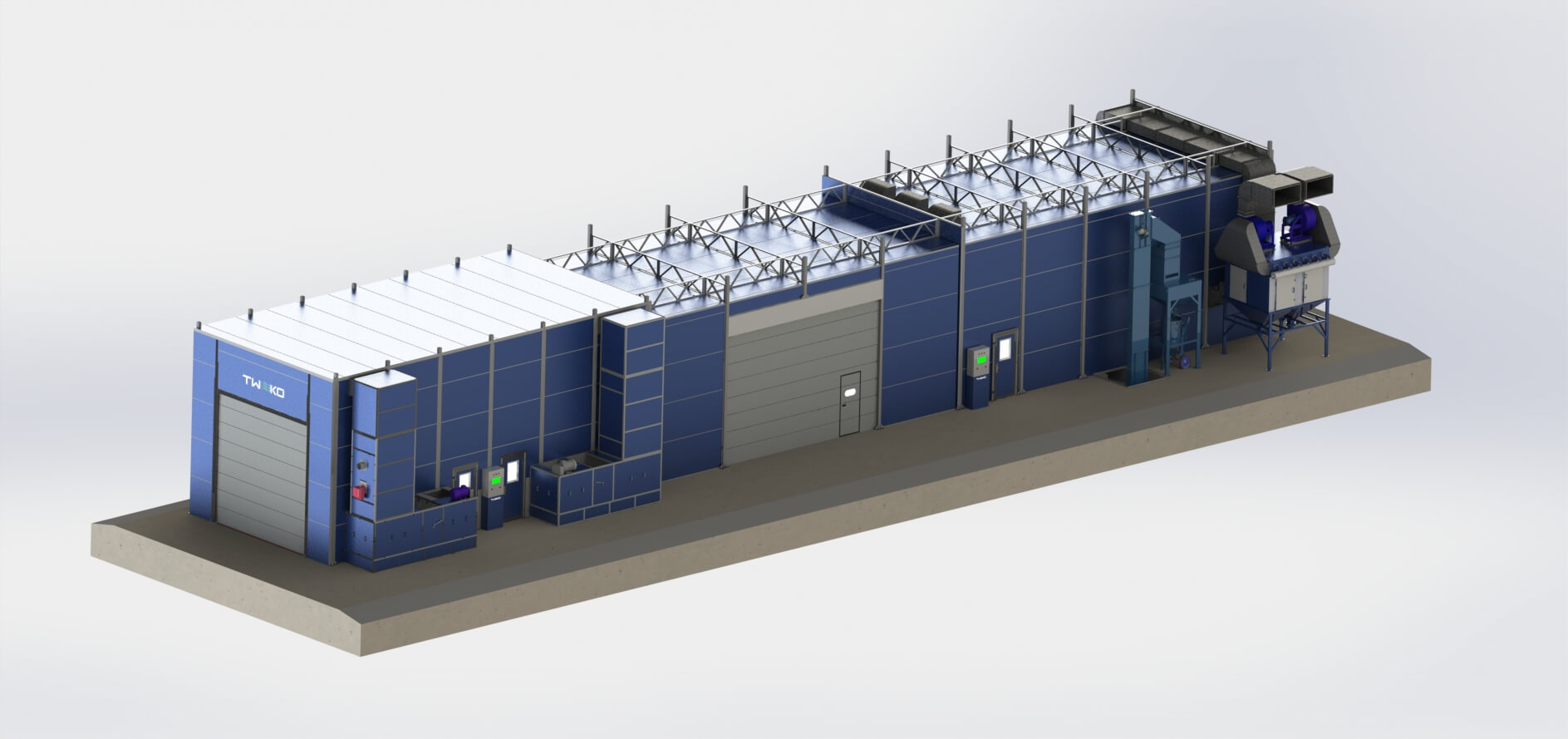
Odborníci společnosti TWEKO vypracovali komplexní inženýrské řešení pro organizaci technologického pracoviště přípravy povrchů a lakování výrobků v rámci jednoho výrobního komplexu.
Konfigurace zařízení, dispoziční uspořádání prostor a vzájemná vazba inženýrských systémů byly navrženy v souladu se schválenou technologickou koncepcí a logistikou pohybu výrobků.
-
Komora pro abrazivní tryskání
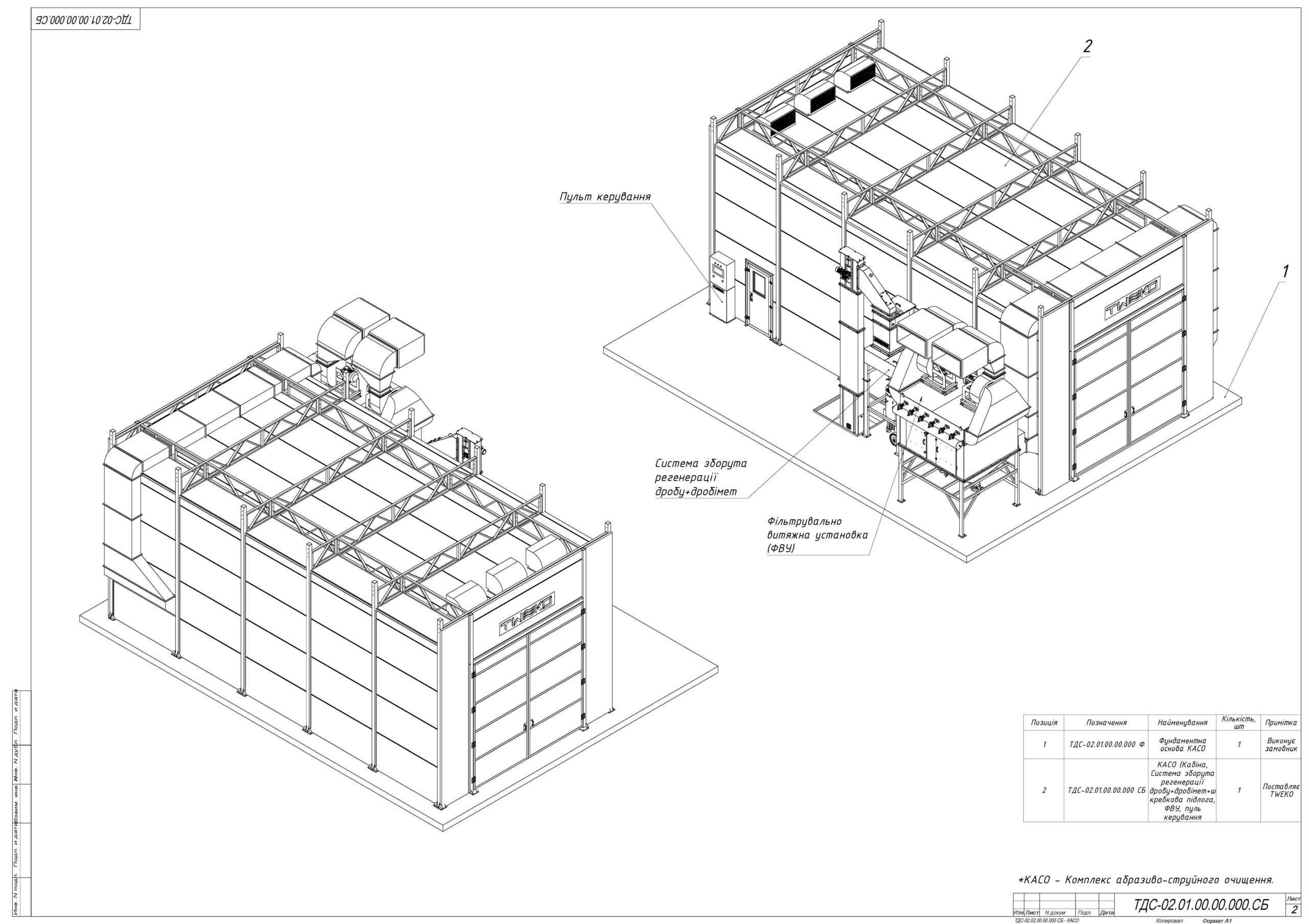
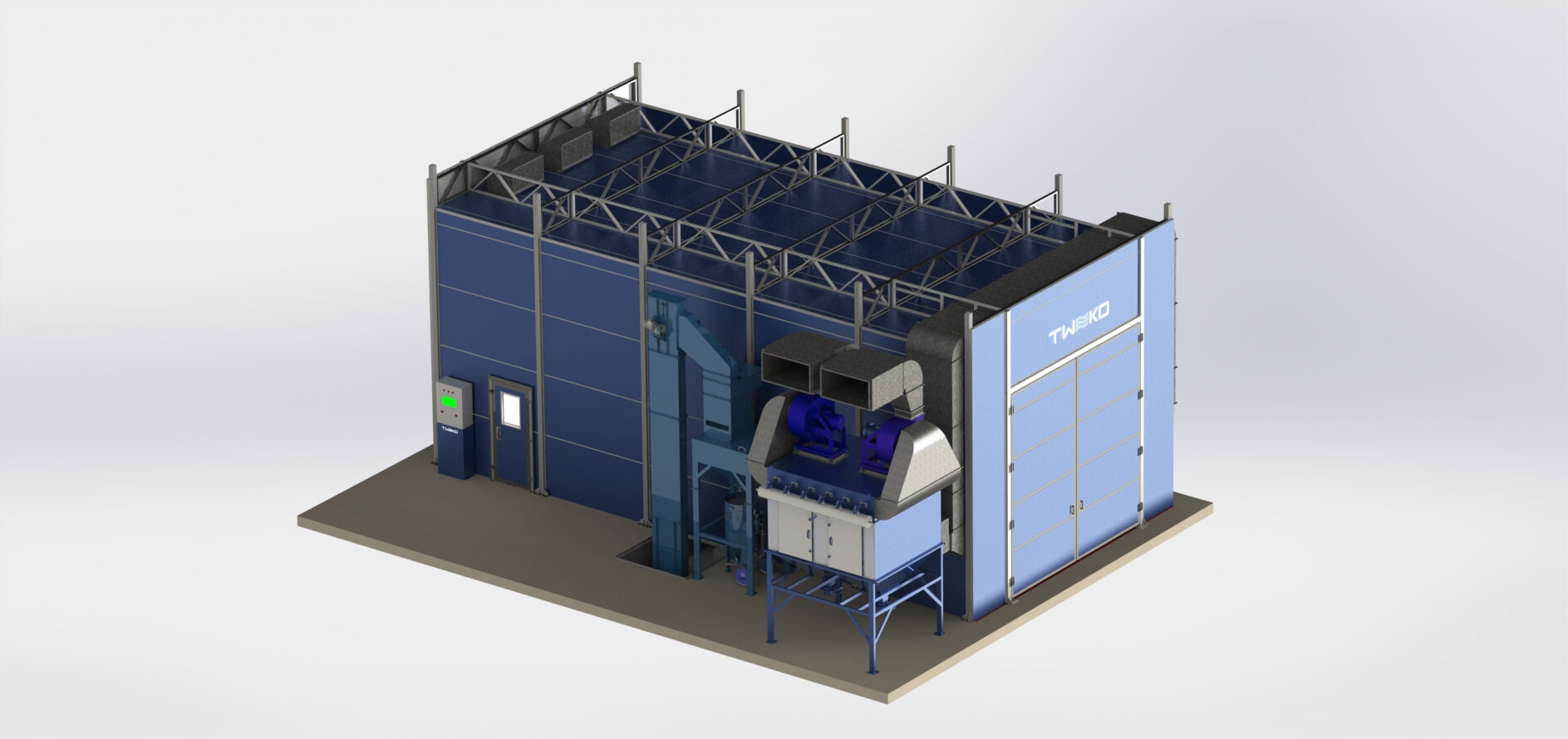
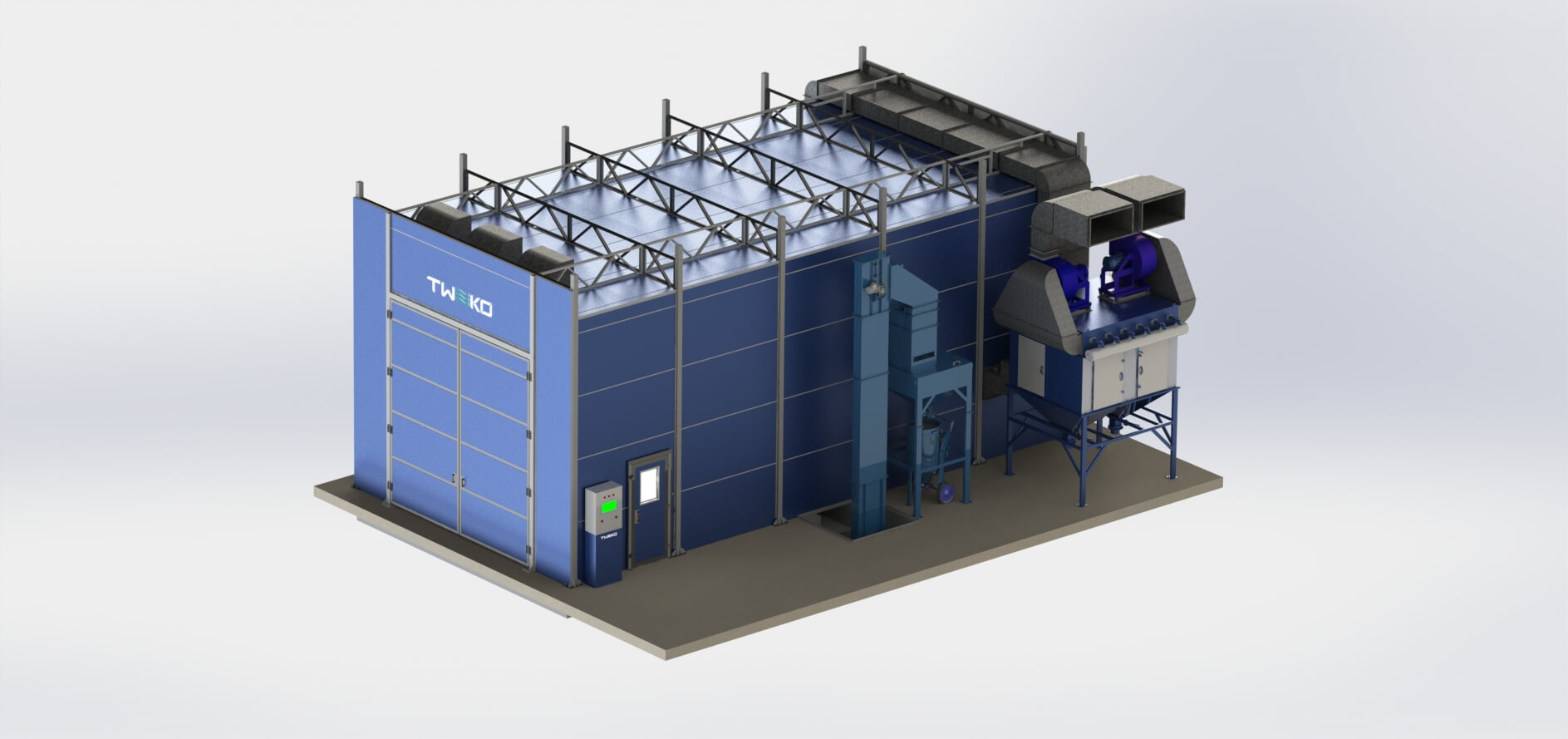
Prvním stupněm technologické trasy je komora pro abrazivní tryskání řady KASO, model KASO-12, určená pro přípravu povrchů výrobků před následnými opravárenskými a lakovacími operacemi.
Komora se používá k odstraňování koroze, zbytků starých nátěrů a provozních nečistot z ocelových konstrukcí, rámů a komponent různých rozměrů.

Komora je vybavena:
- Mechanizovaným systémem sběru a regenerace abraziva s uzavřeným cyklem, který zahrnuje škrabkovou podlahu, korečkový elevátor, vibrační separátor a zásobní bunkr pro opakované použití abraziva.
- Filtračně-ventilační jednotkou s kartušovými filtračními prvky a impulsní regenerací pro čištění zaprášeného vzduchu v pracovní zóně.
- Systémem organizovaného odvodu zaprášeného vzduchu z pracovní zóny v souladu s požadavky průmyslového větrání.
- Vjezdovými vraty pro nakládku výrobků a servisními dveřmi pro obsluhu s bezpečnostními blokovacími prvky.
- Vnitřním otěruvzdorným ochranným opláštěním stěn a konstrukčních prvků, navrženým pro intenzivní provoz abrazivního tryskání.
- Systémem průmyslového osvětlení přizpůsobeným provozu v podmínkách zvýšené prašnosti.
- Automatizovaným ovládacím panelem s kontrolou provozu ventilační jednotky a systému regenerace abraziva.
-
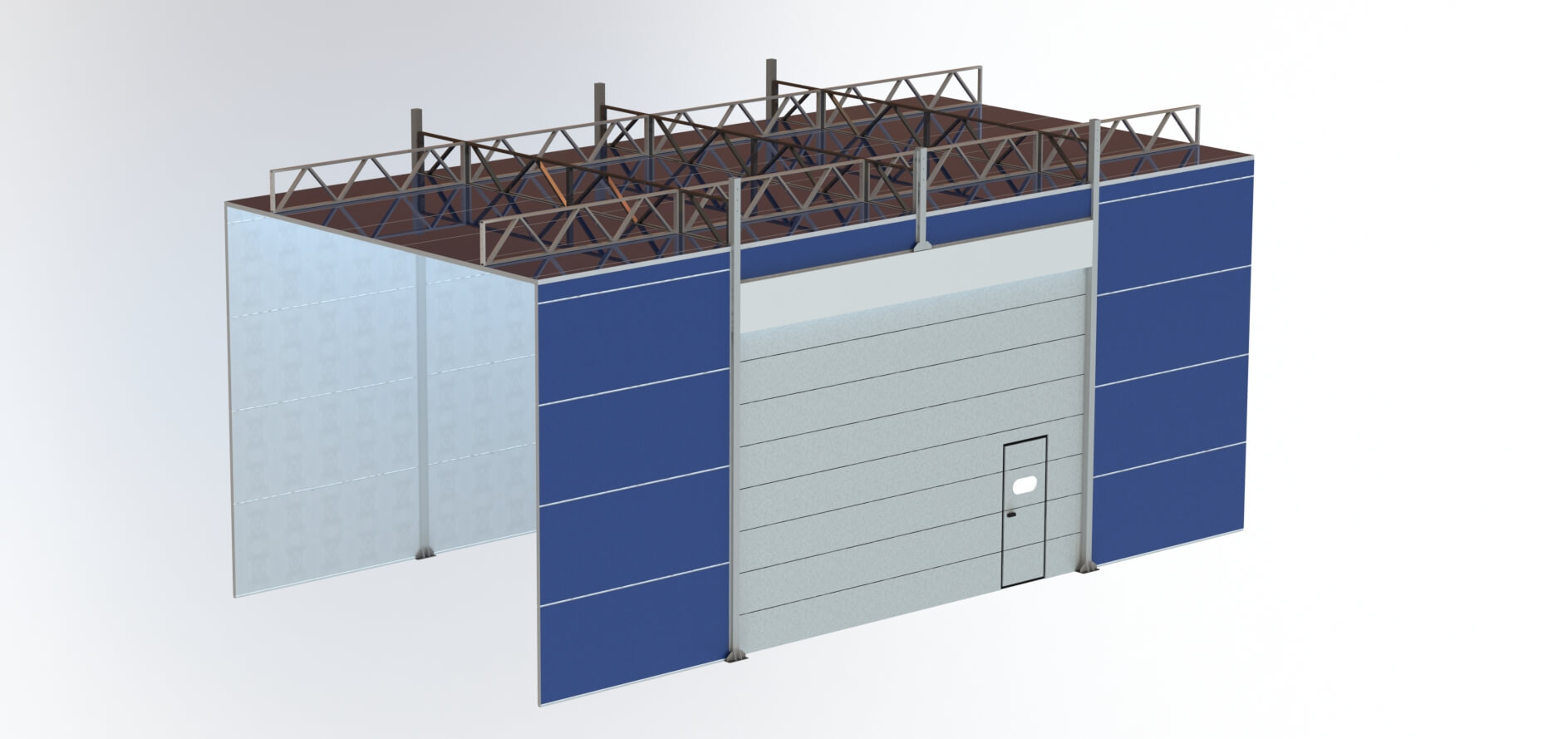
Větrací přechodová komora (tamponová komora)
Mezi komorou pro abrazivní tryskání a lakovacím a sušicím komplexem je navržena větrací přechodová komora, která zajišťuje technologické a vzduchotechnické oddělení jednotlivých fází zpracování.
Přechodová komora plní funkci mezizóny mezi procesy přípravy povrchu a lakování, přičemž omezuje přenos prachu, zbytků abraziva a produktů čištění do následujících technologických pracovišť.
Funkce větrací přechodové komory:
- Snížení migrace zaprášeného vzduchu mezi komorami a lokalizace „znečištěné“ zóny v oblasti abrazivního tryskání.
- Vyrovnání a stabilizace proudění vzduchu před vstupem výrobků do lakovacího a sušicího komplexu.
- Vytvoření kontrolované přechodové zóny pro přesun výrobků bez narušení provozních režimů sousedních komor.
- Udržení celkové technologické disciplíny a čistoty vzduchového prostředí v lakovací zóně.
-
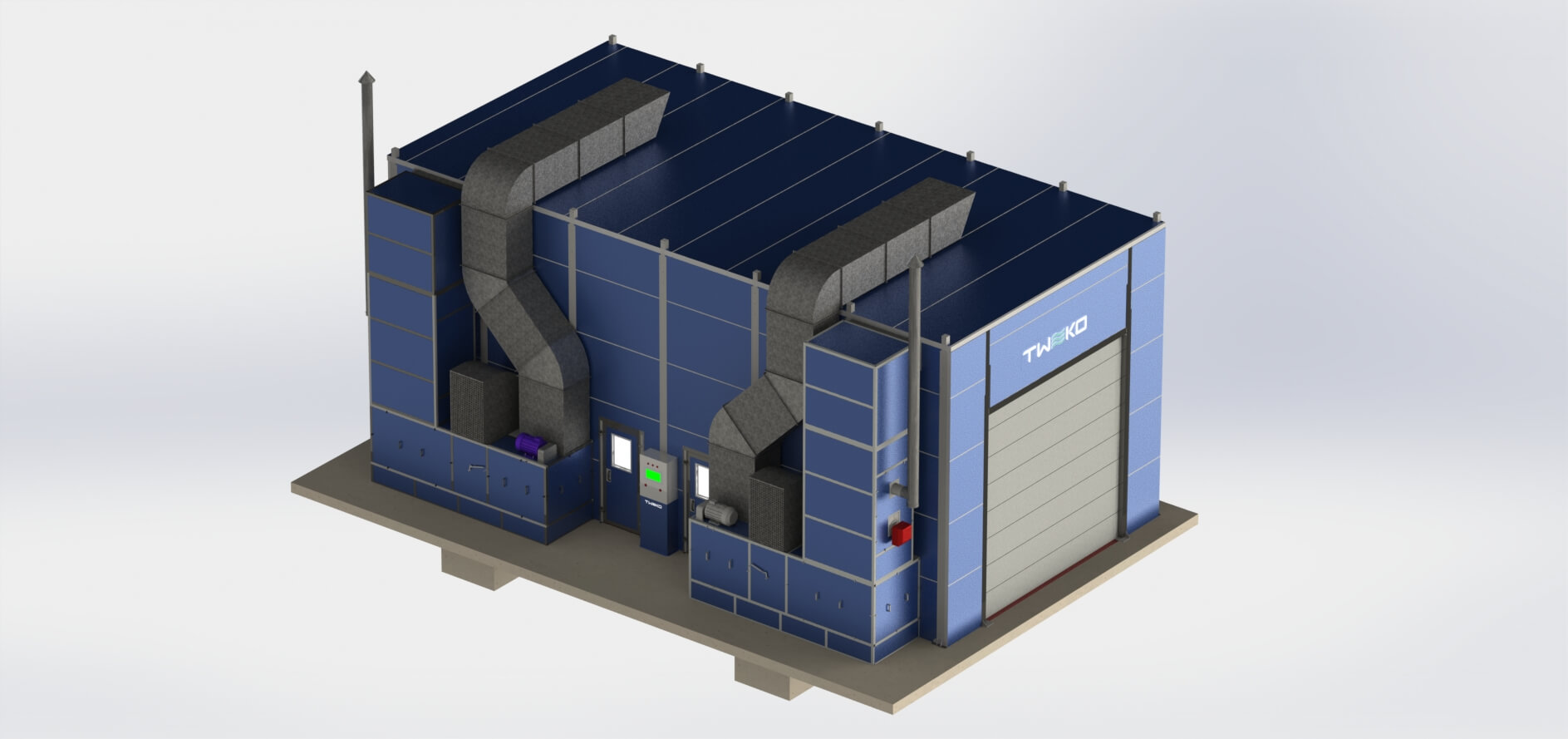
Lakovací a sušicí komplex
Závěrečnou fází technologické trasy je lakovací a sušicí komora řady IKFS, model IKFS-Z-12, rozdělená na samostatné pracovní zóny a určená pro nanášení nátěrových hmot a následné tepelné zpracování výrobků.
Dispoziční řešení komory umožňuje organizaci lakování a sušení v kontrolovaných podmínkách výměny vzduchu, s možností sekvenčního nebo paralelního zpracování výrobků v závislosti na výrobních požadavcích.
Lakovací a sušicí komplex je vybaven:
- Přívodně-odtahovým ventilačním systémem s organizovanou výměnou vzduchu, který zajišťuje rovnoměrné proudění vzduchu v pracovních zónách během lakování a účinný odvod aerosolů nátěrových hmot.
- Systémy filtrace přívodního a odváděného vzduchu, určenými ke snížení koncentrace aerosolů a ochraně navazujících výrobních prostor.
- Tepelně-ventilačními jednotkami integrovanými do konstrukce komory, které zajišťují ohřev, cirkulaci vzduchu a udržování nastavených sušicích režimů po dokončení lakování.
- Automatizovaným řídicím systémem s ovládacím panelem obsluhy, umožňujícím nastavení a kontrolu režimů lakování, sušení, profukování a chlazení, jakož i sledování stavu inženýrských systémů.
- Systémy technologických blokování a kontroly, které zabraňují provozu komory při nepřípustných hodnotách teploty, tlaku nebo stavu ventilačních a tepelných jednotek.
- Vjezdovými, výjezdovými a mezizónovými vraty, zajišťujícími průchozí logiku pohybu výrobků a utěsnění pracovních zón během technologických operací.
- Systémem průmyslového osvětlení pracovních zón, přizpůsobeným podmínkám lakování a dlouhodobému provozu.
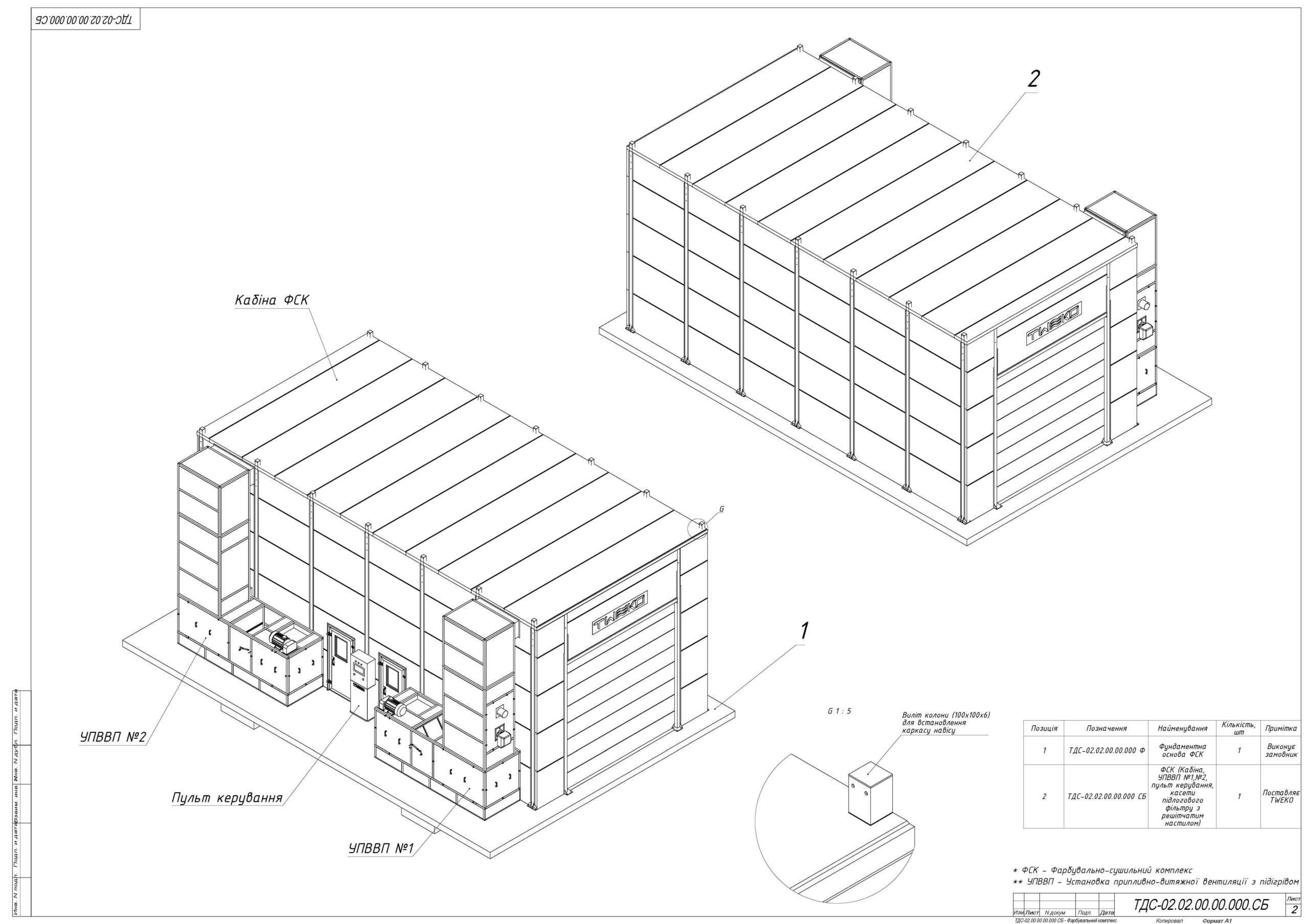
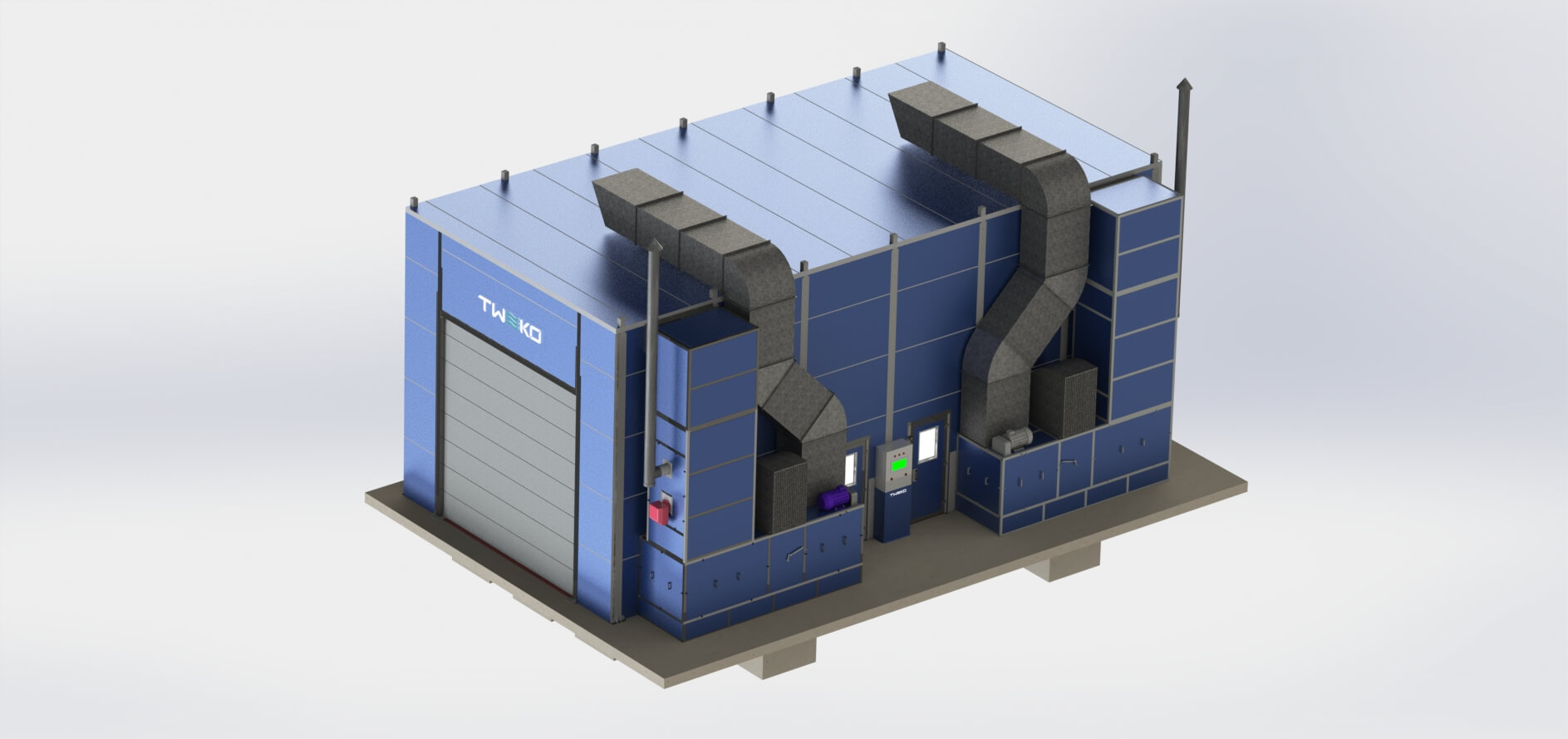
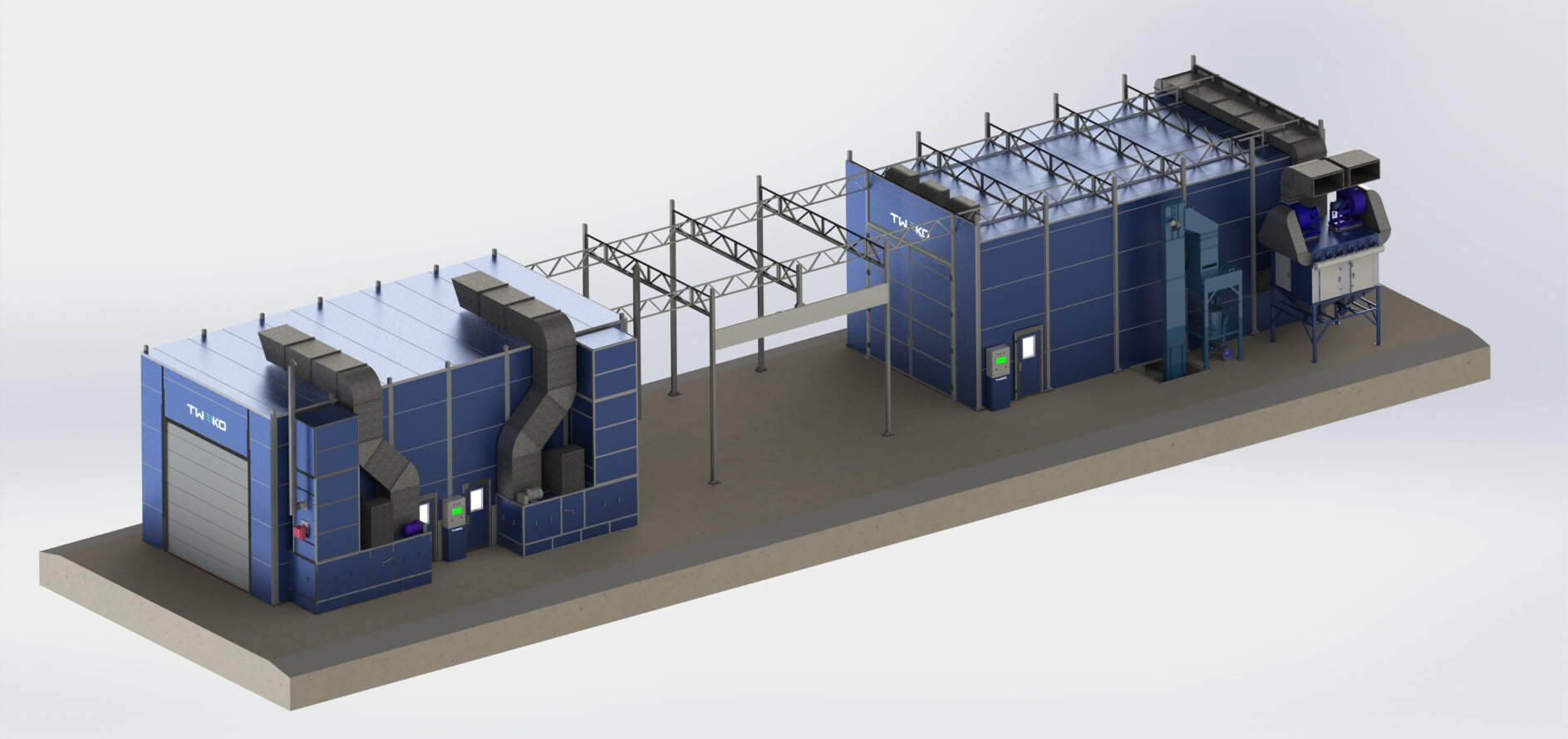
Navržené řešení je koncipováno jako jednotný technologický celek s navazující průchozí logikou zpracování, který v rámci sladěného dispozičního uspořádání zařízení propojuje fáze abrazivního tryskání, přechodovou zónu a lakovací a sušicí proces.
Komplex byl navržen s ohledem na rozměry haly, logistiku pohybu výrobků a požadavky na inženýrské sítě, což umožňuje následnou realizaci projektu na pracovišti zákazníka bez nutnosti úprav základních technických řešení.
Technické specifikace komplexu
| Parametr | Lakovací a sušicí komplex (LSK) | Komora pro abrazivní tryskání (KAT) |
|---|---|---|
| Rozměry a konstrukce | ||
| Vnitřní rozměry (pracovní prostor) | 12 100 × 6 000 × 5 000 mm | 12 000 × 6 000 × 5 000 mm |
| Vnější rozměry | 12 360 × 5 870 × 7 500 mm | — |
| Servisní dveře | 840 × 1 975 mm (2 ks) | 840 × 1 975 mm (1 ks) |
| Větrání a výměna vzduchu | ||
| Typ ventilačních jednotek | Přívodní a odtahové | Filtračně-ventilační jednotka |
| Výkon ventilace | 32 500 m³/h | 30 000 m³/h |
| Elektromotory ventilace |
15 kW / 1 500 ot/min (2 ks) 15 kW / 1 500 ot/min (2 ks) |
15 kW / 1 455 ot/min (2 ks) |
| Tepelná a technologická část | ||
| Typ ohřevu | Naftové hořáky (2 ks) | Není k dispozici |
| Teplota v pracovním prostoru | Až 60 °C | — |
| Systém regenerace abraziva | — | Škrabáková podlaha, korečkový výtah, separátor |
| Pohony technologických mechanismů | — |
Škrabáková podlaha — 1,1 kW / 1 500 ot/min (4 ks) Korečkový výtah — 1,1 kW / 1 440 ot/min (1 ks) Vibrátor — 0,18 kW / 3 000 ot/min (1 ks) |
| Elektrické napájení a osvětlení | ||
| Napájení zařízení | 380 V / 50 Hz | 380 V / 50 Hz |
| Napájení osvětlení | 220 V / 50 Hz | 220 V / 50 Hz |
| Maximální příkon osvětlení | Až 3 kW | Až 3 kW |
| Světelný tok | 6 500 lm | — |
| Celkový instalovaný příkon | 64 kW | — |
| Akustické a hmotnostní parametry | ||
| Hladina hluku uvnitř komory | Až 65 dB | — |
| Hladina hluku vně komory | Až 70 dB | Až 70 dB |
| Hmotnost zařízení | ≈ 5 630 kg | ≈ 11 000 kg |
Princip činnosti komplexu
Technologický komplex je navržen jako průchozí systém a zajišťuje postupné provádění operací přípravy povrchu, nanášení nátěrových hmot a sušení výrobků v rámci jednoho výrobního procesu.
Zpracování je rozděleno do samostatných etap s jasnou izolací technologických zón, což umožňuje minimalizovat vzájemné ovlivňování procesů a zajistit opakovatelné podmínky v každé fázi.
V první fázi jsou výrobky dopravovány do komory pro abrazivní tryskání, kde dochází k mechanickému odstranění koroze, starých povlaků a provozních nečistot. Použité abrazivo je shromažďováno, regenerováno a vraceno zpět do pracovního procesu, zatímco prašný vzduch je čištěn ve filtračně-ventilačním systému.
Po tryskání jsou výrobky přesouvány přes ventilační přechodovou komoru (vzduchovou předsíň), která vytváří přechodovou zónu mezi etapami přípravy povrchu a lakování, omezuje přenos prachu a stabilizuje proudění vzduchu.
V závěrečné fázi probíhá v lakovacím a sušicím komplexu nanášení povlaků za kontrolovaných podmínek výměny vzduchu, následované sušením výrobků při stanovených teplotních režimech. Po ukončení sušení systém přechází do režimů profukování a chlazení.
Řízení všech etap je realizováno prostřednictvím jednotného automatizačního systému, který zajišťuje synchronní provoz zařízení a dodržení stanovené technologické posloupnosti.
Výsledek pro zákazníka
V důsledku realizace projektu získala společnost TDC ucelené inženýrské řešení pro organizaci technologické výrobní oblasti přípravy povrchu a lakovací-sušicí úpravy výrobků v rámci servisní výroby.
Navržená konfigurace komplexu zohledňuje reálné provozní podmínky, rozmanitost zpracovávaných objektů a požadavky na logické a návazné uspořádání technologických procesů.
- Byl vytvořen přehledný technologický postup s logickou posloupností operací a jasným oddělením funkčních zón.
- Rizika negativního vzájemného ovlivňování procesů přípravy povrchu a lakování byla snížena díky správnému zónování výrobní oblasti.
- Byly vytvořeny kontrolované podmínky pro nanášení povlaků a sušení výrobků, nezbytné pro stabilní kvalitu výsledku.
- Byl připraven kompletní soubor konstrukční a technické dokumentace pro následnou výrobu, montáž a provoz zařízení.
- Byly položeny inženýrské základy pro další rozvoj a škálování technologické oblasti podle výrobních potřeb podniku.
Získané řešení umožňuje zákazníkovi systematicky přistupovat k organizaci procesů renovace a lakování výrobků a snižovat technologická rizika ve fázi realizace i provozu technologické oblasti.
Závěr
Projekt pro společnost TDC potvrdil schopnosti společnosti TWEKO v oblasti vývoje komplexních inženýrských řešení pro servisní a opravárenskou výrobu — od analýzy vstupních podmínek a tvorby koncepce až po přípravu kompletní projektové a technické dokumentace.
Navržené řešení kombinuje racionální uspořádání zařízení, koordinovanou logiku technologických procesů a požadavky na inženýrské systémy, čímž vytváří spolehlivý základ pro další realizaci technologické oblasti a její rozvoj v souladu s výrobními úkoly zákazníka.
Systematický přístup k projektování umožňuje minimalizovat rizika ve fázích výroby, montáže a provozu zařízení a zároveň zajišťuje předvídatelnost výsledku ještě před zahájením samotné realizace projektu.
Potřebujete individuální inženýrské řešení pro přípravu povrchu a lakování?
Tým společnosti TWEKO vyvíjí technologická řešení pro abrazivní tryskání a lakovací-sušicí procesy s ohledem na reálné provozní podmínky, výrobní logistiku a požadavky na integraci zařízení do stávajících prostor.











