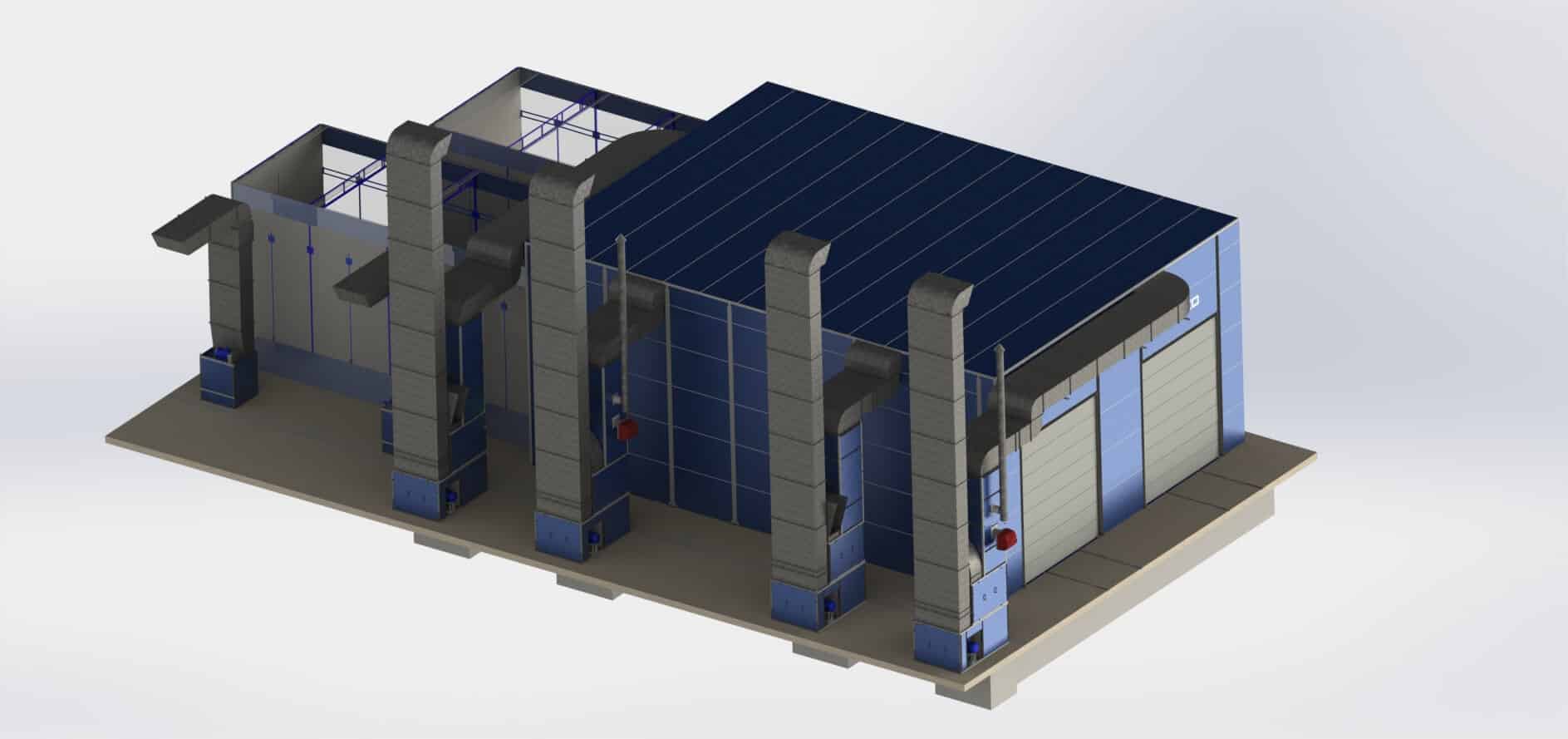
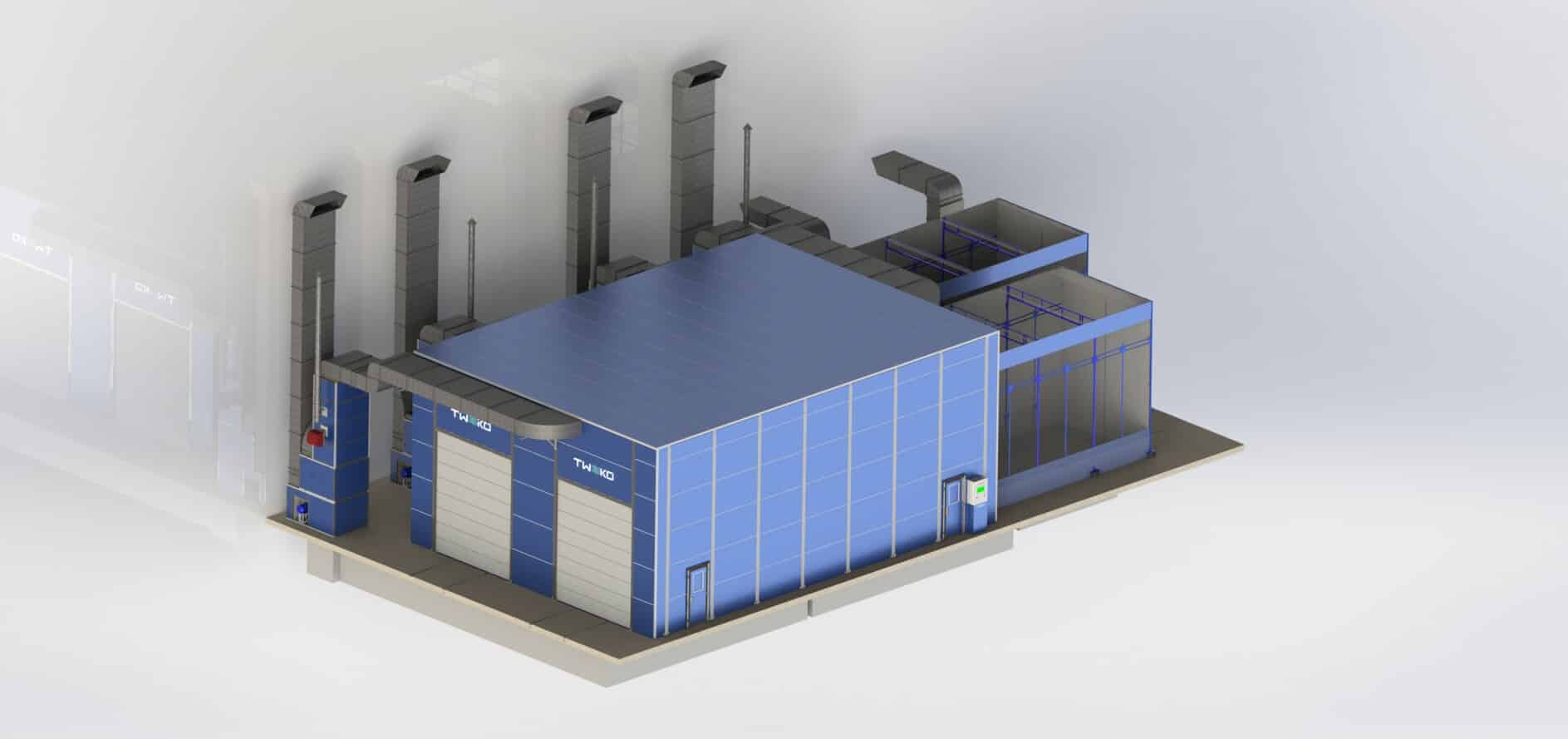
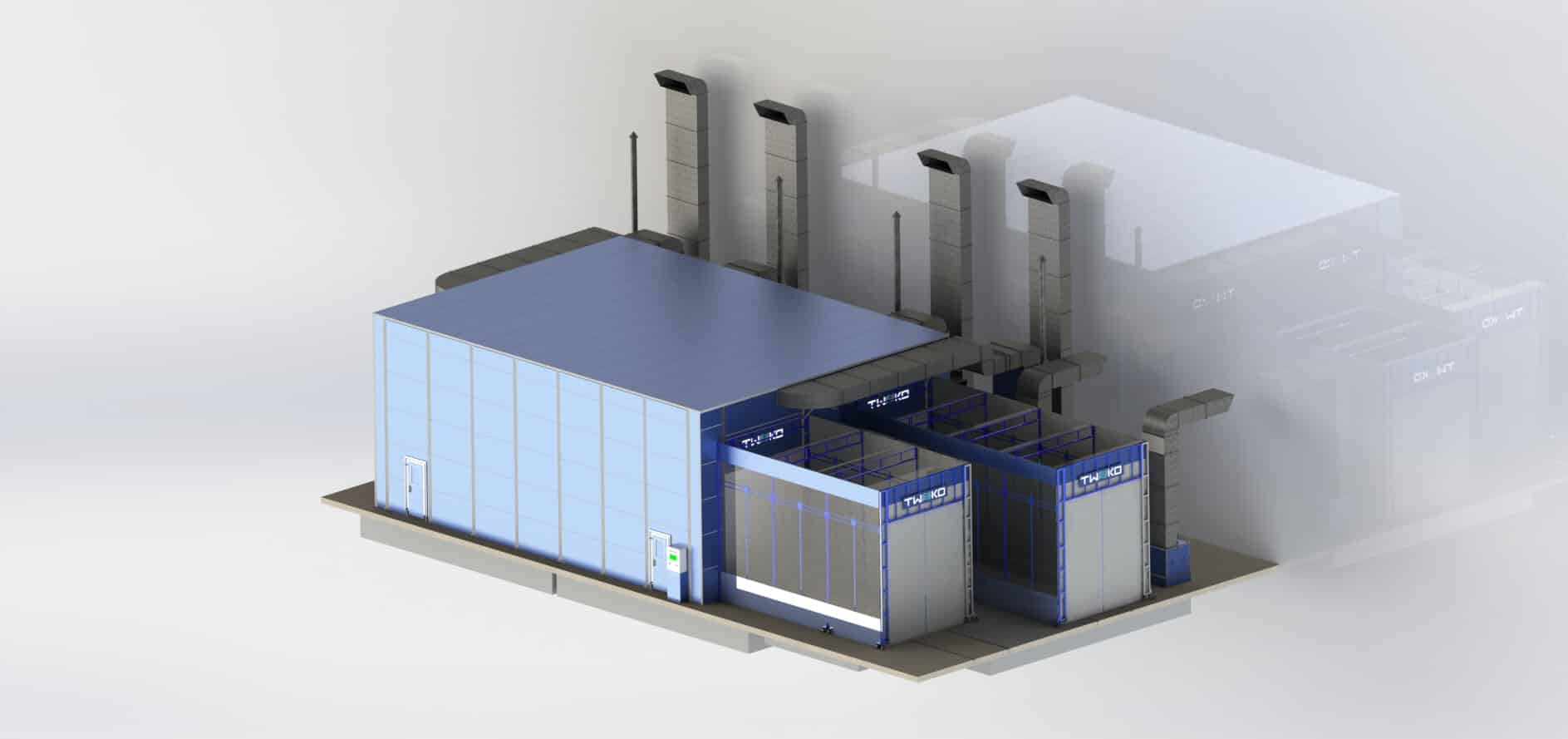
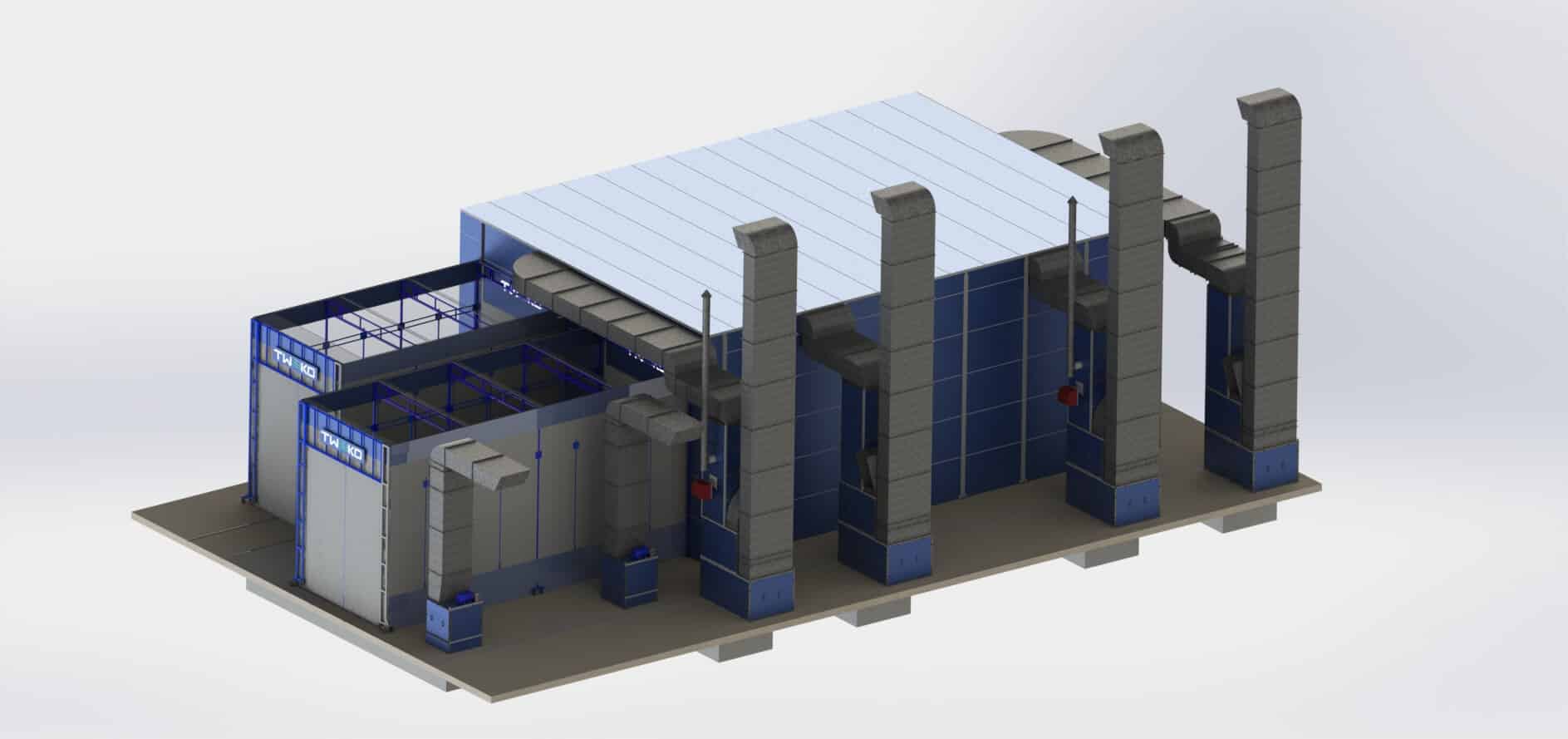
Pro LLC „Spets-Kom-Servis“ společnost TWEKO realizovala integrovaný lakovací komplex s uzavřeným cyklem, zahrnující tryskací komoru KASO, dvě lakovací a sušicí kabiny IKFS a dvě přípravné stanice APP. Řešení zajistilo kompletní cyklus přípravy povrchu, lakování a sušení velkorozměrných výrobků o délce až 15 m v rámci jediného výrobního toku a výrazně zvýšilo konzistenci kvality povlaků i průchodnost úseku.
O klientovi
LLC „Spets-Kom-Servis“ (S-K-S) je ukrajinský výrobce specializované a komerční techniky pod značkou PolyCar. Společnost zajišťuje projektování, výrobu a dovybavení vozidel na podvozcích MAN, IVECO, Volvo, Renault, Hyundai a dalších předních značek podle individuálních technických požadavků zákazníků.
Hlavní zaměření zahrnuje výrobu techniky pro komunální služby, zemědělství, infrastrukturu a státní/obranné složky. Portfolio zahrnuje speciální vozidla, mobilní komplexy a funkční nástavby vyráběné v souladu s průmyslovými normami a provozními požadavky.
Výrobní proces zahrnuje výrobu složitých kovových konstrukcí nástaveb pomocí svařování, montáže a obrábění, následnou antikorozní úpravu a nanášení vysoce kvalitních lakových povlaků. Některé výrobky dosahují délky až 15 metrů, což klade vysoké nároky na kvalitu tryskání, rovnoměrnost nanášení materiálů, stabilitu proudění vzduchu v lakovacích kabinách a přesnost teplotních režimů sušení.
Rozměry výrobků v kombinaci s rostoucími výrobními objemy vyžadovaly vytvoření jediného integrovaného technologického celku umožňujícího uzavřený cyklus přípravy povrchu a nanášení povlaků v jediném kontinuálním toku. Před realizací projektu probíhaly tyto operace na oddělených pracovištích bez plné integrace do jednoho systému, což omezovalo průchodnost a ztěžovalo udržení stabilních technologických parametrů.
Cíle projektu
Cílem projektu bylo vybudovat integrované lakovací pracoviště s úplným technologickým řetězcem – příprava povrchu, lakování a sušení velkorozměrných kovových konstrukcí – v rámci jediného výrobního toku.
Zákazník požadoval systém, který zajistí konzistentní kvalitu tryskání s uzavřenou recirkulací abraziva, rovnoměrné nanášení lakových materiálů v kontrolovaném prostředí a přesné dodržení teplotních profilů sušení.
Další cíle zahrnovaly zvýšení průchodnosti lakovacího úseku, možnost paralelního zpracování na různých etapách a minimalizaci vnitropodnikového přesunu nadměrně velkých dílů.
Rozsah zahrnoval také technickou modernizaci části stávající budovy, vypracování realizační dokumentace rekonstrukce a přípravu inženýrské infrastruktury pro bezproblémovou integraci zařízení do běžící výroby.

Řešení
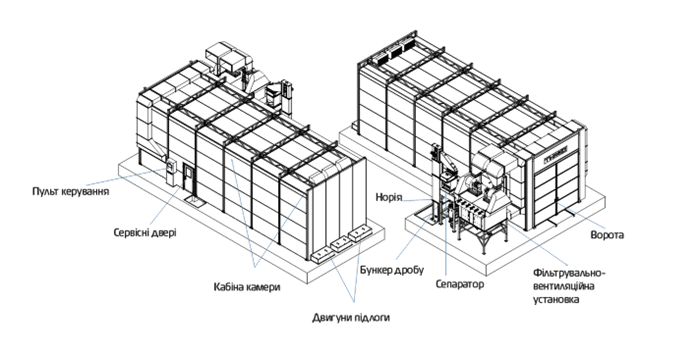
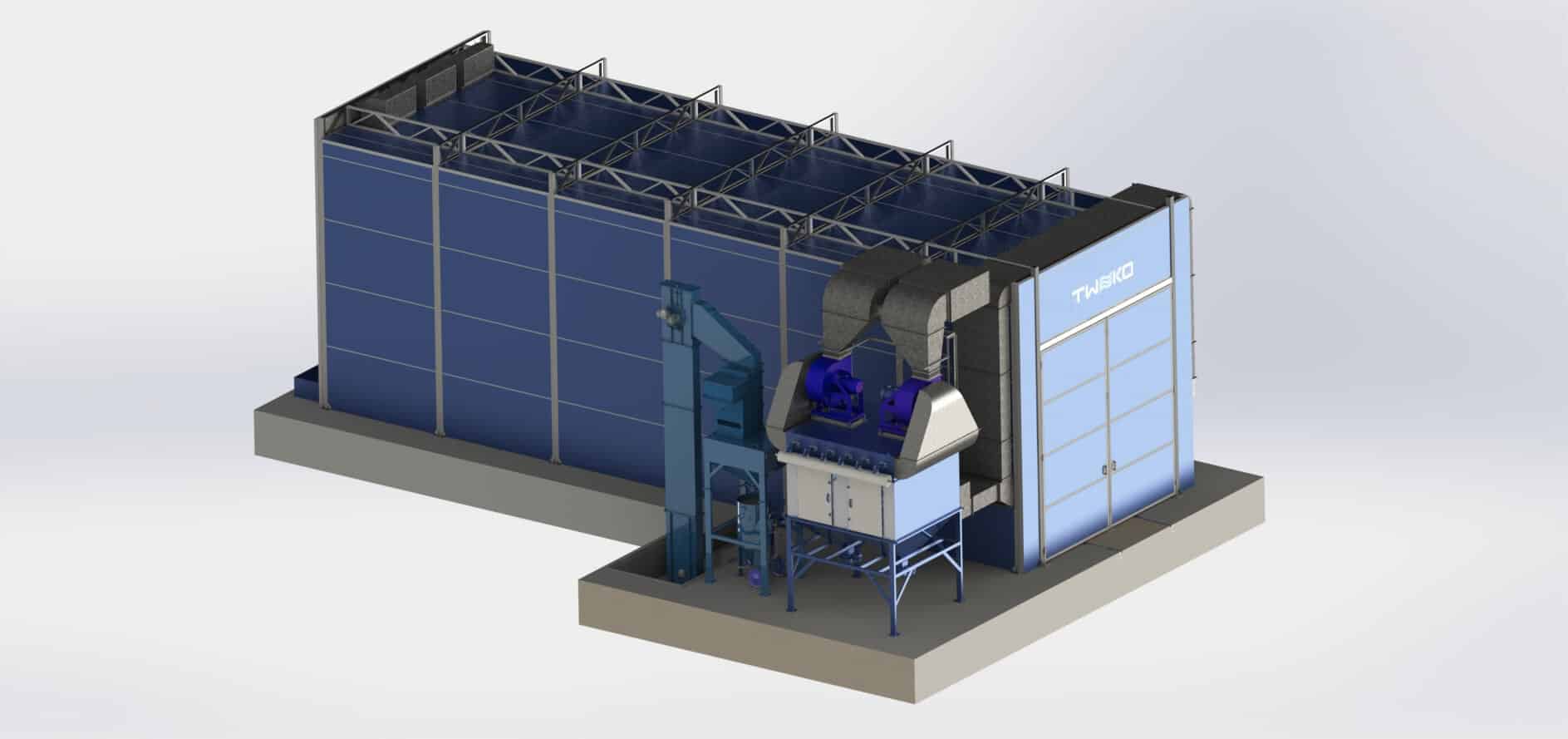
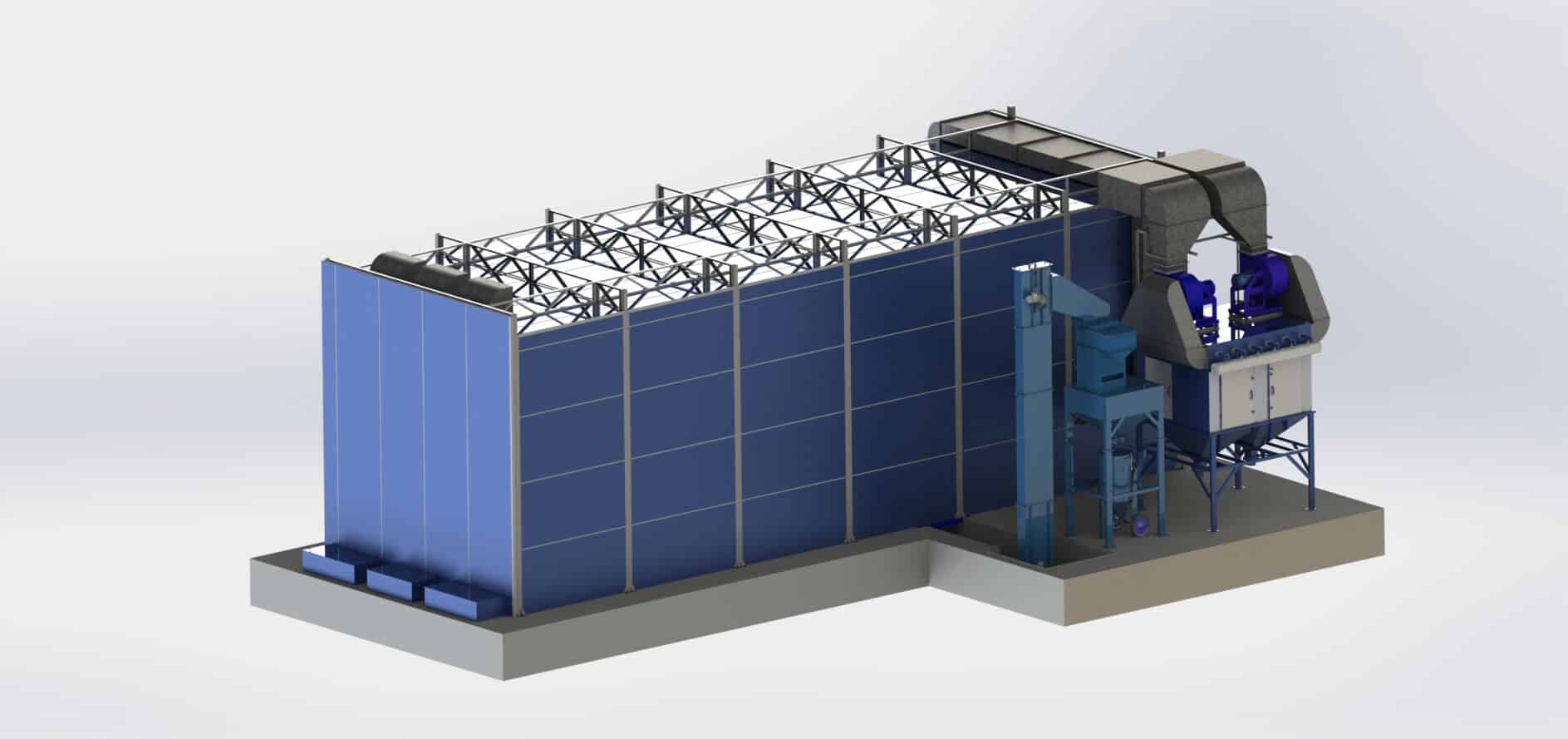
Byl implementován komplexní technologický balík zahrnující tryskací komoru řady KASO od TWEKO, lakovací a sušicí kabiny řady IKFS, mobilní zvedací plošiny řady 3PtO pro bezpečný přístup k horním partiím při lakování a samostatné přípravné stanice APP. Všechny komponenty jsou propojeny do jediného sekvenčního výrobního řetězce: tryskání → příprava → lakování → sušení.
- Tryskací komora
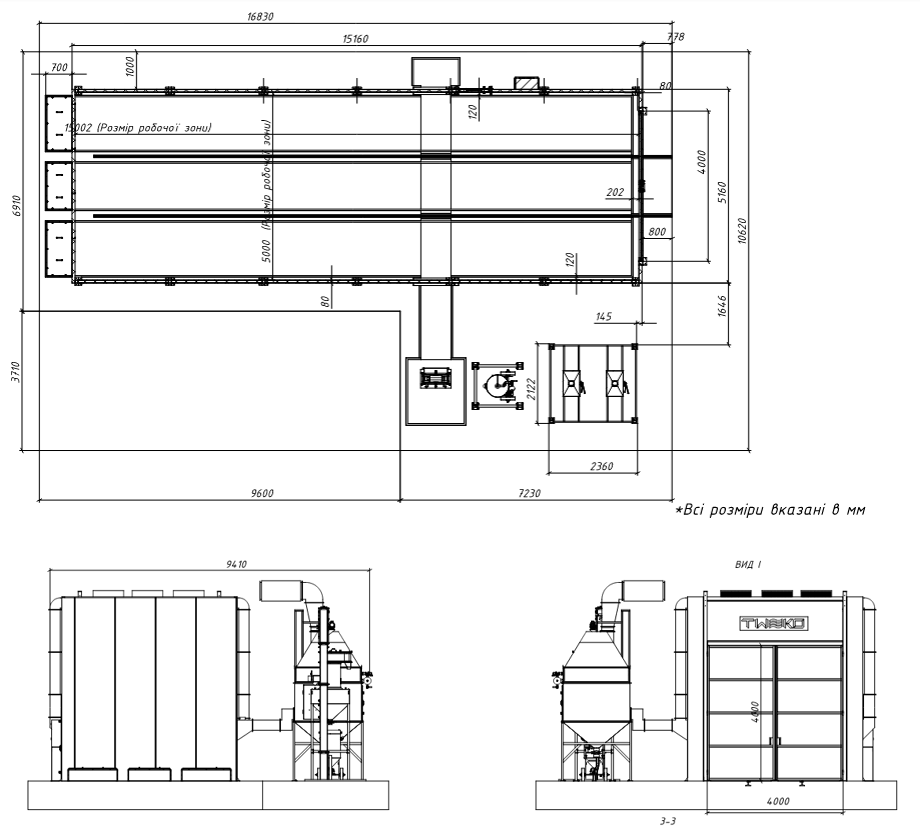
Pro etapu přípravy povrchu jsme navrhli, vyrobili a kompletně nainstalovali tryskací komoru řady KASO — model KASO-15 — určenou pro abrazivní tryskání velkorozměrných kovových konstrukcí o délce až 15 000 mm, která zajišťuje vysoce kvalitní a rovnoměrné očištění povrchu před nanesením lakových povlaků.

Vnitřní rozměry pracovní zóny: 15 000 × 5 000 × 5 000 mm. Konstrukce z sendvičových panelů tl. 80 a 60 mm. Zóny abrazivního nárazu opatřeny vnitřním otěruvzdorným obložením.

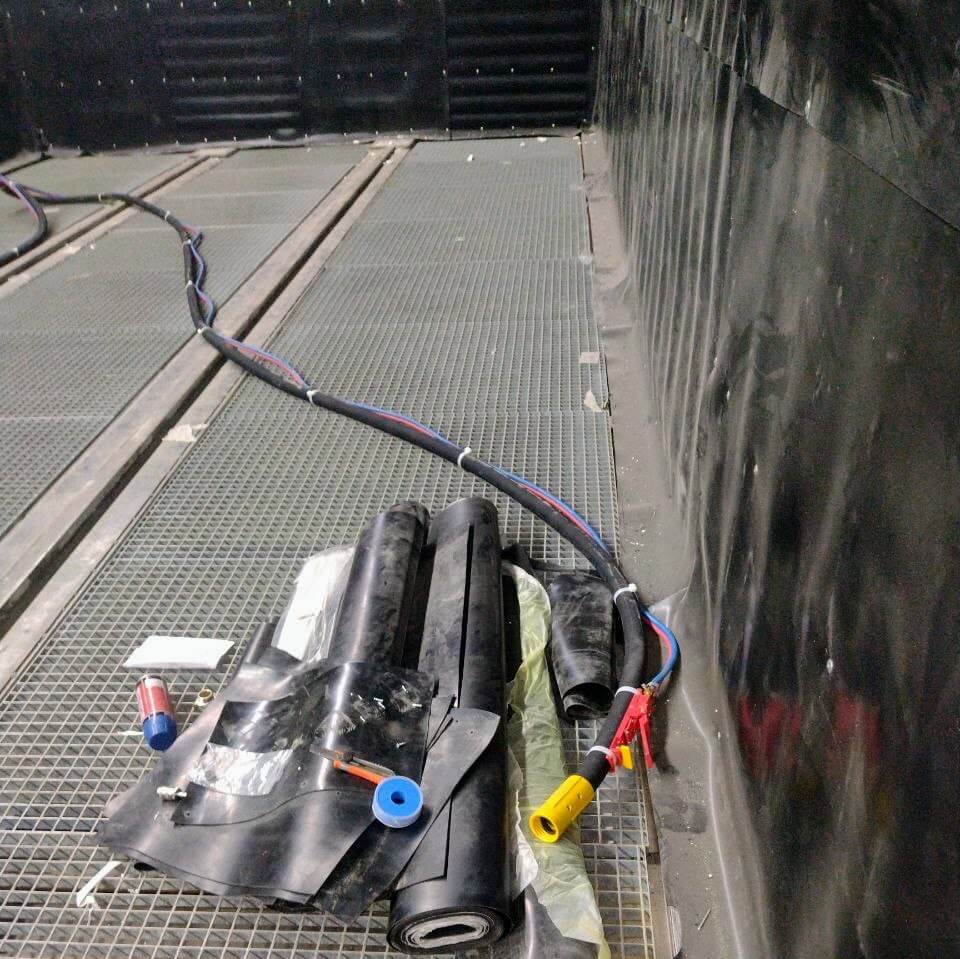
Uzavřený systém sběru a regenerace ocelové drti zahrnuje:- mechanizovanou škrabákovou podlahu 14 500 × 5 000 mm s podélnými a příčnými transportními moduly
- pneumatický pohon s elektrickým řízením pro pohyb abraziva
- korečkový elevátor pro vertikální dopravu drti
- separátor pro oddělení prachu a nečistot
- zásobník čisté drti s návratem do pracovního cyklu
Odsávání prachu během tryskání zajišťuje filtračně-větrací jednotka FVU-30 s ohýbaným pláštěm, patronovými filtry, pulzní regenerací filtrů a sběrným košem na prach.
Řízení probíhá přes elektrický ovládací panel s automatikou včetně tlakového spínače, počítadla provozních hodin, stykačů, jističů a tepelných relé. Monitorován je provoz regeneračních mechanismů i ventilace.
Konfigurace komory je přizpůsobena integraci do stávající výrobní infrastruktury a dimenzována pro intenzivní průmyslový provoz.


- Lakovací a sušicí kabiny
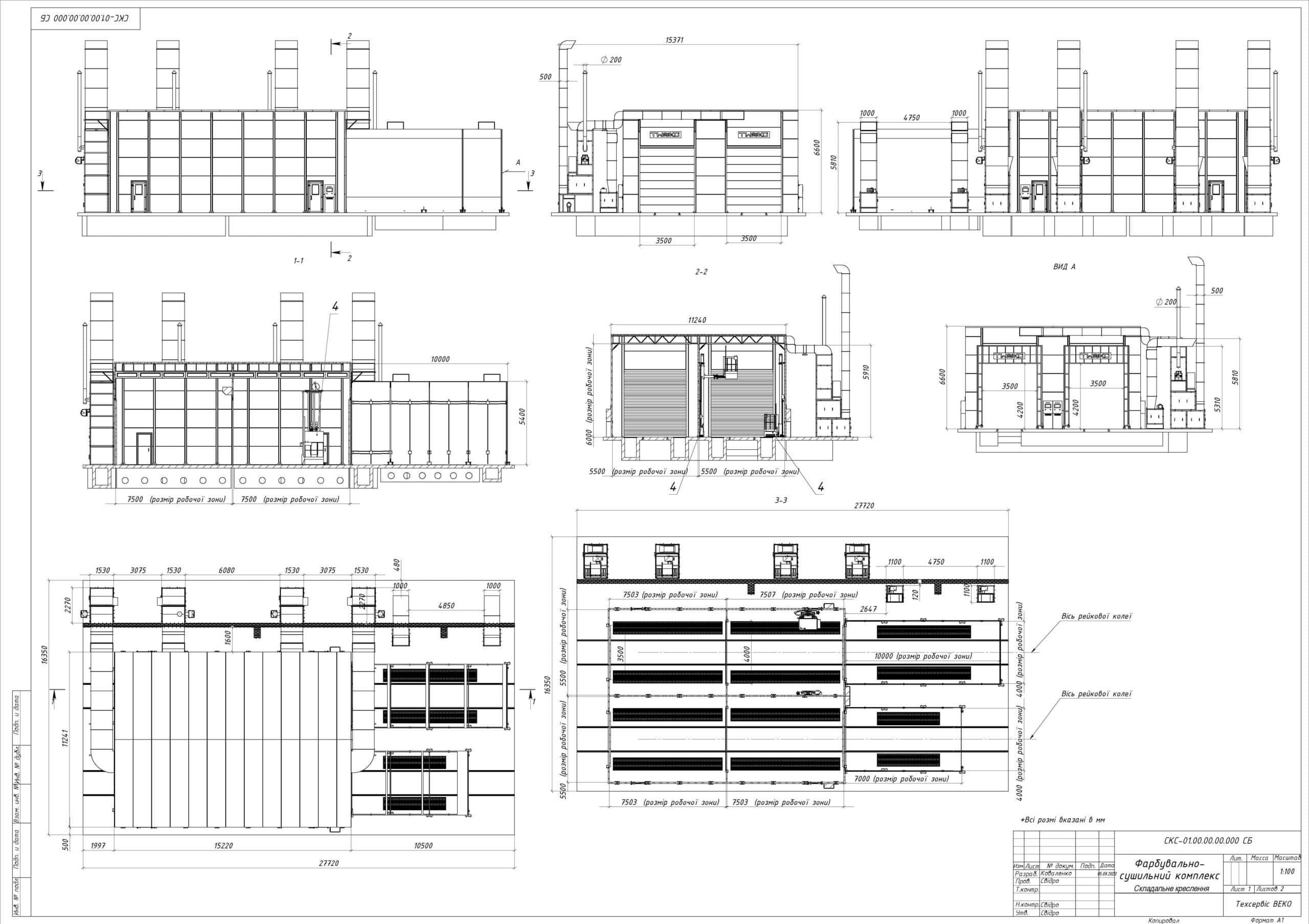
Pro nanášení lakových povlaků a sušení velkorozměrných výrobků byly navrženy, vyrobeny a instalovány dvě lakovací a sušicí kabiny řady IKFS — model IKFS-15.

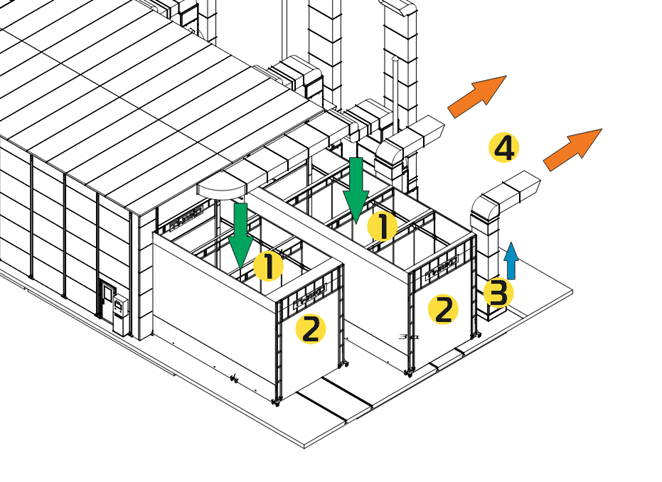
Vnitřní rozměry pracovní zóny jedné kabiny: 15 000 × 5 500 × 6 000 mm. Konstrukce ze sendvičových panelů tl. 80 a 60 mm s tepelnou izolací. Kabiny vybaveny mobilními zvedacími plošinami pro lakýrníka, vjezdovými vraty 3 500 × 4 200 mm a personálními dveřmi. Ventilace organizována jako laminární sestupný proud: filtrovaný přívod vzduchu stropními filtry, odsávání přes dvoustupňové filtry třídy EU3 v podlaze.
- přívodní termoventilační jednotkou s výměníkem tepla a naftovým hořákem
- odtahovou jednotkou s pneumaticky ovládanými výfukovými klapkami
- předfiltry a filtry recirkulace
- detektorem LEL (dolní mez výbušnosti)
- průmyslovým LED osvětlením 4×18 W (horní rohové a nástěnné svítidla)
Ovládací panely obsahují frekvenční měniče ventilátorů, tlakové spínače, čidla pracovní a kritické teploty, termostat sušení, počítadlo provozních hodin, stykače a jističe.
Logika řízení umožňuje zónové využití prostoru s nezávislým ovládáním termoventilačních jednotek podle rozměrů výrobku.
Bezpečný přístup k horním partiím zajišťují mobilní zvedací plošiny pro lakýrníka.
Dvě nezávislé kabiny umožňují paralelní provoz a vyšší průchodnost úseku bez vzájemného ovlivňování režimů.

- Přípravné stanice řady APP
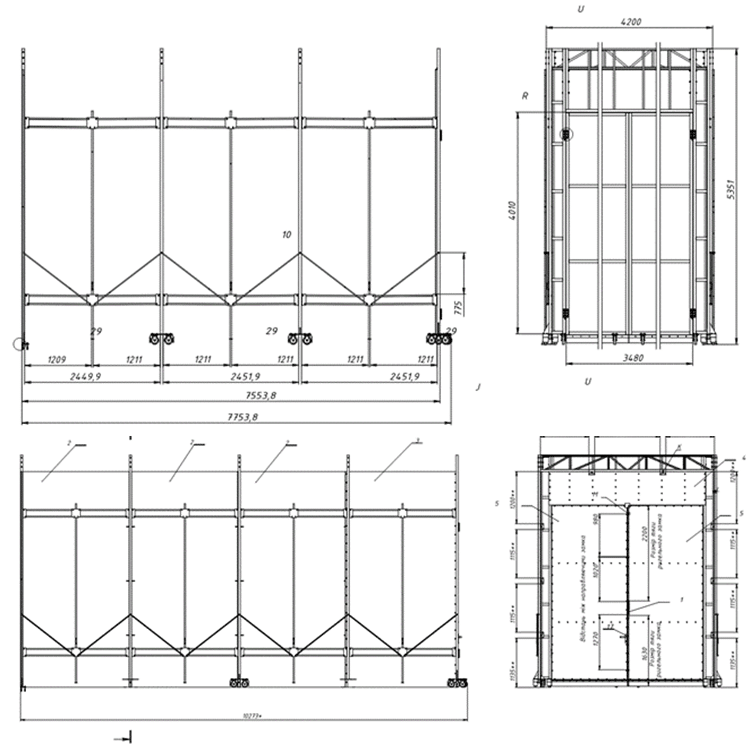
Pro přípravu povrchu a lokální nanášení laků byly realizovány dvě přípravné stanice řady APP v provedeních APP-7 a APP-10.

Modulární kovová konstrukce s posuvnými závěsy na vodicích lištách; shodné šířky a výšky, variabilní délka podle rozměrů výrobků a logistiky.- APP-7: celková délka 7 753,8 mm; výška 4 200 mm; výška otvoru 4 010 mm; šířka 4 200 mm; šířka otvoru 3 480 mm
- APP-10: celková délka 10 277 mm; výška 4 200 mm; výška otvoru 4 010 mm; šířka 4 200 mm; šířka otvoru 3 480 mm

Každá stanice je vybavena:
- recirkulační větrací jednotkou s elektromotorem
- pneumatickou klapkou pro regulaci proudění vzduchu
- sadou filtrů přívodu, předčištění a výfuku
- ovládacím panelem s automatikou a monitoringem
- počítadlem provozních hodin
- podlahovými rošty s nosností do 800 kg/kolo
- horními rohovými LED svítidly T8 1200 × 4 × 18 W
Dvojice stanic umožňuje souběžnou přípravu a lokální opravy bez zastavení hlavních kabin a zvyšuje celkovou průchodnost úseku.
Technické charakteristiky
| Komponenta | KASO-15 | IKFS-15 (2 kabiny) | APP (2 stanice) |
|---|---|---|---|
| Obecné charakteristiky | |||
| Typ zařízení | Tryskací komora abrazivního tryskání | Lakovací a sušicí kabina | Přípravná stanice s recirkulací |
| Počet | 1 komplet | 2 komplety | 2 komplety |
| Rozměry pracovní zóny | |||
| Vnitřní rozměry (D × Š × V) | 15 000 × 5 000 × 5 000 mm | 15 000 × 5 500 × 6 000 mm | 7 000 × 4 000 × 5 000 mm |
| Konstrukce | |||
| Ohraničující konstrukce | Sendvičové panely 80/60 mm, vnitřní obvod s otěruvzdorným povlakem | Sendvičové panely 80/60 mm | Kovový rám s vodicími lištami a závěsy |
| Podlaha | Mechanizovaná škrabáková podlaha 14 500 × 5 000 mm | Dvoustupňová filtrace EU3 s podlahovými rošty | Rošty, nosnost do 800 kg/kolo |
| Technologické systémy | |||
| Systém regenerace abraziva | Škrabákový dopravník + příčný modul + korečkový elevátor + separátor + zásobník | — | — |
| Filtrace vzduchu | Filtračně-větrací jednotka FVU-30 s pulzní regenerací patronových filtrů | Filtry přívodu, stropní filtry, podlahové filtry | Filtry přívodu, předčištění a výfuku |
| Vytápění | Není předpokládáno | Termoventilační jednotky s naftovým hořákem (4-průchodový výměník) | Není předpokládáno |
| Větrání | |||
| Typ větrání | Filtračně-větrací s odsáváním | Přívodně-odtahové s možností zónového řízení termojednotek | Recirkulační větrací jednotka |
| Automatika a řízení | |||
| Ovládací panel | Řízení motorů, elevátoru, separátoru, FVU, indikace poruch | Automatika teploty, tlakové spínače, frekvenční měniče, zónové řízení termojednotek | Ovládací panel s automatikou a počítadlem hodin |
| Kontrola plynu | — | Detektor LEL (dolní mez výbušnosti) | — |
| Napájení | |||
| Napájení zařízení | 380 V / 50 Hz | 380 V / 50 Hz | 380 V / 50 Hz |
| Osvětlení | LED T8 1200 × 4 × 18 W (horní rohové) | LED 4 × 18 W (20 horních + 12 nástěnných) | LED T8 1200 × 4 × 18 W |
Realizace projektu
Realizace probíhala jako komplexní technická modernizace části stávající výrobní haly s integrací tryskací komory KASO-15, dvou lakovacích a sušicích kabin IKFS-15 a dvou přípravných stanic APP do jediného technologického toku. Práce zahrnovaly projektování, vypracování realizační dokumentace, výrobu zařízení, montáž, integraci inženýrských systémů a uvedení do provozu.
Na prvním stupni bylo provedeno instrumentální zaměření prostor a vypracováno dispoziční řešení lakovacího úseku s ohledem na rozměry výrobků do 15 000 mm, logistiku přesunu techniky a umístění inženýrských systémů.
- určena geometrie základových jam pod mechanizovanou škrabákovou podlahu KASO-15
- zpracováno umístění lakovacích a sušicích kabin a termoventilačních jednotek IKFS-15
- sladěno trasování vzduchovodů, zón výfuku a recirkulace vzduchu
- určeny přípojné body elektrického napájení a pneumatických systémů
Projektová řešení byla vytvářena s ohledem na integraci zařízení do stávající infrastruktury bez zastavení hlavní výroby.
- kresby kabiny tryskací komory KASO-15 (15 000 × 5 000 × 5 000 mm)
- dokumentace škrabákové podlahy 14 500 × 5 000 mm s podélnými a příčnými moduly
- kresby korečkového elevátoru, separátoru a zásobníku drti
- kresby dvou kabin IKFS-15 (15 000 × 5 500 × 6 000 mm)
- schéma přívodně-odtahového větrání a tepelných uzlů
- konstrukční dokumentace přípravných stanic APP (7 000 × 4 000 × 5 000 mm)
Dokumentace se stala základem pro výrobu kovových konstrukcí, inženýrských uzlů a koordinaci montážních prací.
- výroba kovových konstrukcí kabin KASO a IKFS ze sendvičových panelů 80/60 mm
- výroba uzlů systému regenerace abraziva (škrabákový dopravník, korečkový elevátor, separátor, zásobník)
- kompletace FVU-30 s patronovými filtry a pulzní regenerací
- výroba termoventilačních jednotek s naftovými hořáky a 4-průchodovými výměníky
- výroba a kompletace mobilní zvedací plošiny lakýrníka
- příprava elektrických rozvaděčů řízení a automatiky
Zařízení prošlo vnitřní kontrolou kvality před expedicí na stavbu.
- montáž rámů a ohraničujících konstrukcí kabin
- instalace mechanizované škrabákové podlahy a transportních modulů
- montáž korečkového elevátoru, separátoru a zásobníku drti
- instalace FVU-30 a odsávacích vzduchovodů
- montáž termoventilačních jednotek IKFS a recirkulačních systémů
- instalace přípravných stanic APP s recirkulačními větracími jednotkami
- pokládka elektrických a pneumatických rozvodů
- integrace ovládacích panelů a systémů automatiky
Montáž byla provedena s důrazem na těsnost, tuhost konstrukcí a správnou funkci vzduchových proudů.
- kontrola funkce mechanizovaného systému regenerace abraziva
- nastavení parametrů odsávání FVU-30
- nastavení teplotních režimů IKFS a zónového řízení termojednotek
- kontrola detektorů LEL
- testování režimů lakování, sušení a recirkulace vzduchu
- zaškolení obsluhy zákazníka
Po dokončení uváděcích prací byl komplex uveden do průmyslového provozu jako jediné uzavřené lakovací pracoviště s tryskací přípravou povrchu, lakováním a sušením velkorozměrné techniky.
Klíčové uzly komplexu
| Uzel / systém | Technické provedení |
|---|---|
| Pracovní kabiny | Komplex zahrnuje tryskací komoru KASO-15 (vnitřní rozměry 15 000 × 5 000 × 5 000 mm), dvě lakovací a sušicí kabiny IKFS-15 (15 000 × 5 500 × 6 000 mm) a dvě přípravné stanice APP (7 000 × 4 000 × 5 000 mm). Kabiny z sendvičových panelů 80/60 mm. Vnitřní obvod KASO s otěruvzdorným povlakem. Konstrukce APP — kovový rám s vodicími lištami a závěsy. |
| Vrata a přístup | KASO-15 vybavena vjezdovými vraty 3 500 × 3 500 mm a servisními dveřmi 850 × 1 900 mm. Kabiny IKFS-15 mají vrata 3 500 × 4 200 mm a dveře 800 × 1 900 mm. Konstrukce APP umožňuje otevřený frontální přístup. |
| Škrabáková podlaha | Mechanizovaný systém sběru abraziva 14 500 × 5 000 mm: 5 podélných modulů 14 500 × 900 × 110 mm a 1 příčný modul 4 500 × 800 × 1 500 mm. Pohon pneumatický s elektrickým řízením. |
| Systém regenerace abraziva | Zahrnuje korečkový elevátor, separátor drti a zásobník. Separátor mechanicky odděluje prach a nečistoty s návratem čisté drti do cyklu. |
| Filtračně-větrací jednotka KASO | FVU-30 s ohýbaným pláštěm, patronovými filtry, pulzní automatickou regenerací a košem na prach. |
| Přívodně-odtahový systém IKFS | Přívodní termoventilační jednotky s výměníkem a naftovým hořákem. 4-průchodový výměník z žáruvzdorné oceli. Klapky přívodu a recirkulace s pneumatickým pohonem. Samostatná odtahová jednotka s výfukovými klapkami. |
| Filtrační systém IKFS | Předfiltry, stropní filtry jemné filtrace a podlahové filtry (dvoustupňová filtrace tř. EU3). |
| Recirkulační větrání APP | Recirkulační větrací jednotka s elektromotorem, sada filtrů přívodu, předčištění a výfuku, pneumatická klapka. |
| Podlahové rošty | IKFS — dvoustupňová filtrace s podlahovými kazetami. APP — rošty s max. nosností 800 kg/kolo. |
| Automatika a řízení | Ovládací panely KASO, IKFS a APP se stykači, jističi a tepelnými relé. IKFS vybavena frekvenčními měniči (3 ks), tlakovým spínačem, čidly teploty, termostatem, počítadlem hodin. Zónové řízení termojednotek. IKFS s detektorem LEL. |
| Mobilní zvedací plošina lakýrníka | V komplexu dvě mobilní zvedací plošiny pro lakýrníka k provádění lakovacích prací s přístupem k horním partiím velkorozměrných výrobků v pracovním prostoru kabin IKFS. |
| Osvětlení | Svítidla LED T8 1200 × 4 × 18 W. V KASO — 20 horních rohových svítidel. V IKFS — 20 horních + 12 nástěnných. APP — horní rohová svítidla stejného typu. |
| Napájení | Napájení zařízení — 380 V / 50 Hz. Osvětlení — 220 V / 50 Hz. |
Výsledky pro zákazníka
Zavedení integrovaného lakovacího komplexu s uzavřeným cyklem umožnilo LLC „Spets-Kom-Servis“ vytvořit plně uzavřený technologický cyklus přípravy povrchu, lakování a sušení velkorozměrných výrobků na jednom výrobním místě.
Komplex zahrnující tryskací komoru KASO-15, dvě lakovací a sušicí kabiny IKFS-15 a dvě přípravné stanice APP zajistil systémovou integraci mechaniky, větrání, tepelné techniky a automatizace do jedné výrobní infrastruktury.
Stabilita kvality povlaků
Mechanizovaný systém regenerace abraziva, efektivní odsávání FVU-30 a kontrolované parametry výměny vzduchu v IKFS-15 zajistily opakovatelnost výsledků tryskání a stabilní podmínky nanášení lakových materiálů.
- rovnoměrná příprava povrchu po tryskání
- kontrola teplotních režimů sušení
- snížení vlivu lidského faktoru díky automatizovaným systémům
- stabilní parametry vzdušného prostředí v lakovacích kabinách
Zvýšení produktivity
Přítomnost dvou autonomních kabin IKFS-15 a dvou přípravných stanic APP umožňuje paralelní zpracování několika výrobků v různých stupních připravenosti.
- souběžný provoz více technologických zón
- vyvedení přípravných operací mimo lakovací kabiny
- kontinuální cyklus tryskání s automatickým návratem abraziva
- optimalizovaná logistika přesunu výrobků v hale
Kontrola a bezpečnost
Systém automatiky zajišťuje sledování hlavních parametrů zařízení a blokuje nepřípustné provozní stavy.
- monitorování teploty a tlaku vzduchu
- kontrola transportních mechanismů KASO
- plynová signalizace LEL v IKFS
- indikace havarijních stavů
Výrobní efekt
Vytvoření jediného lakovacího pracoviště s abrazivní přípravou povrchu umožnilo podniku provádět kompletní cyklus antikorozní ochrany velkorozměrných výrobků o délce až 15 metrů v běžném průmyslovém režimu.
Komplex funguje jako celistvý technologický systém, který zajišťuje předvídatelnou kvalitu povlaků, stabilitu procesů a připravenost na sériovou výrobu specializované automobilové techniky.
Závěr
Projekt pro LLC „Spets-Kom-Servis“ se stal příkladem komplexního inženýrského přístupu k modernizaci lakovacího pracoviště pro výrobce velkorozměrné speciální techniky. Realizovaný komplex spojil abrazivní přípravu povrchu, lakování a sušení do jediného technologického celku s koordinovanými režimy mechanických, ventilačních, tepelných a automatizovaných uzlů.
Integrace KASO-15, dvou IKFS-15 a dvou stanic APP zajistila podniku plnou kontrolu nad kvalitou antikorozní ochrany a finálního povlaku, stabilitu technologických parametrů a možnost škálování výroby bez zapojení externích dodavatelů.
Komplex funguje jako infrastrukturní část výroby — nikoli samostatné kabiny, ale systémově integrované lakovací pracoviště přizpůsobené intenzivnímu provozu, velkorozměrným výrobkům a požadavkům sériové výroby speciální automobilové techniky.
Realizace tohoto projektu potvrzuje kompetenci TWEKO při vytváření kompletních technologických řešení pro strojírenské podniky a výrobce speciální techniky.
Realizujeme komplexní řešení pro vaši výrobu
TWEKO projektuje a zavádí integrované lakovací komplexy pro strojírenské podniky, výrobce kovových konstrukcí a speciální techniky. Pracujeme v plném cyklu — od předprojektových průzkumů a vypracování realizační dokumentace až po výrobu, montáž a uvedení do průmyslového provozu.
Pokud vaše firma potřebuje modernizaci úseku přípravy povrchu a lakování nebo plánuje spuštění nového výrobního komplexu — naši inženýři připraví technické řešení s ohledem na rozměry výrobků, logistiku haly a výrobní zátěž.