Modernizace lakovací části pro výrobce koupelnových žebříků a designových radiátorů – MARIO
Společnost TWEKO úspěšně realizovala projekt modernizace lakovací části pro významného ukrajinského výrobce nerezových koupelnových žebříků a designových radiátorů. Na základě předběžného technického návrhu bylo navrženo, vyrobeno a uvedeno do provozu komplexní řešení „na klíč“ — poloautomatický průchozí lakovací a sušicí systém.
Výsledkem je moderní průchozí výrobní linka s kompletním cyklem přípravy povrchu, nanášení nátěru a polymerace, která zajišťuje stabilně vysokou kvalitu povrchové úpravy a splňuje požadavky certifikovaného systému řízení kvality ISO 9001.
O klientovi
Společnost MARIO patří mezi přední ukrajinské výrobce prémiových koupelnových žebříků a designových radiátorů z nerezové oceli. Firma působí na trhu od roku 1998 a provozuje vlastní moderní výrobní závod v obci Lityn ve Vinnycké oblasti. Výroba zahrnuje kompletní cyklus zpracování kovů a je řízena systémem managementu kvality certifikovaným dle normy ISO 9001:2015.
V letech 2018–2019 podnik intenzivně navyšoval výrobní kapacity a rozšiřoval nabídku dekorativních povrchových úprav. To vyžadovalo dosažení stoprocentní opakovatelnosti barev, stabilní kvality nátěrů, snížení energetické náročnosti a optimalizaci vnitřní logistiky lakovací části při minimálním vlivu lidského faktoru.
Pro splnění těchto požadavků si společnost MARIO zvolila firmu TWEKO jako jediného dodavatele návrhu, výroby a uvedení do provozu technologického komplexu, plně přizpůsobeného reálným podmínkám a rozměrům stávajících výrobních prostor.
Zadání projektu
V roce 2019 zadala společnost MARIO firmě TWEKO komplexní úkol — navrhnout, vyrobit a implementovat moderní průchozí lakovací a sušicí systém pro kompletní technologický cyklus přípravy povrchu, nanášení a polymerace dekorativních nátěrů na koupelnové žebříky a designové radiátory.
Technologické řešení muselo být plně integrováno do stávajících výrobních prostor a umožňovat zpracování výrobků o maximálních rozměrech 1 860 × 800 × 350 mm a hmotnosti do 10 kg.
Klíčové požadavky zákazníka:
- vypracovat a schválit technické řešení s ohledem na skutečné rozměry výrobků a dispozici lakovací části;
- zajistit kompletní technologický cyklus: poloautomatické odmašťování + oplach → mezisušení → elektrostatické nanášení vodou ředitelných nátěrových hmot → polymerace při teplotě 150–180 °C s dobou trvání až 20 minut;
- integrovat čtyři technologické zóny do jednoho průchozího výrobního toku;
- realizovat závěsný dopravní systém nekonečného typu s ručním posuvem a otočnými vozíky (360°);
- udržovat teplotu v pracovních zónách v rozmezí +18…+24 °C při optimalizované spotřebě energie.
Řešení
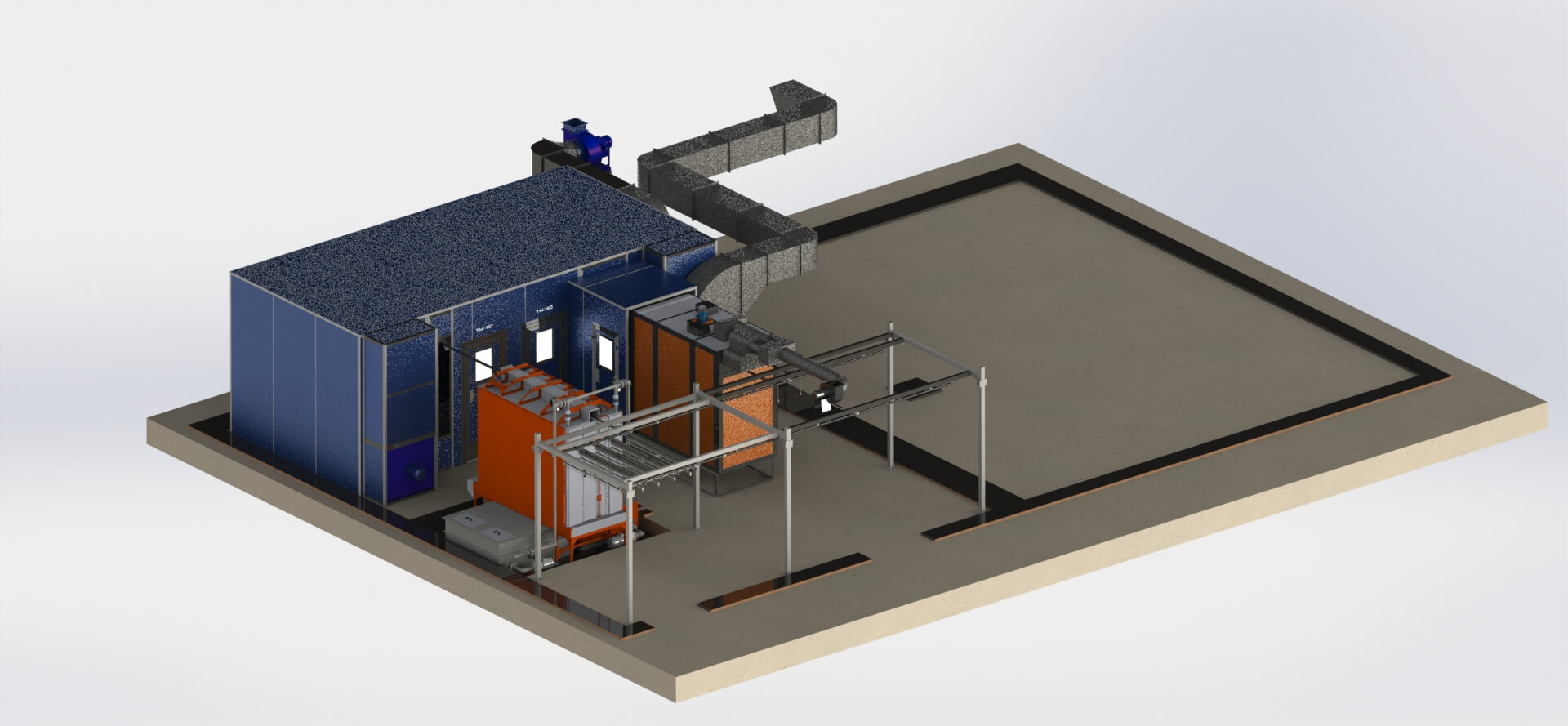
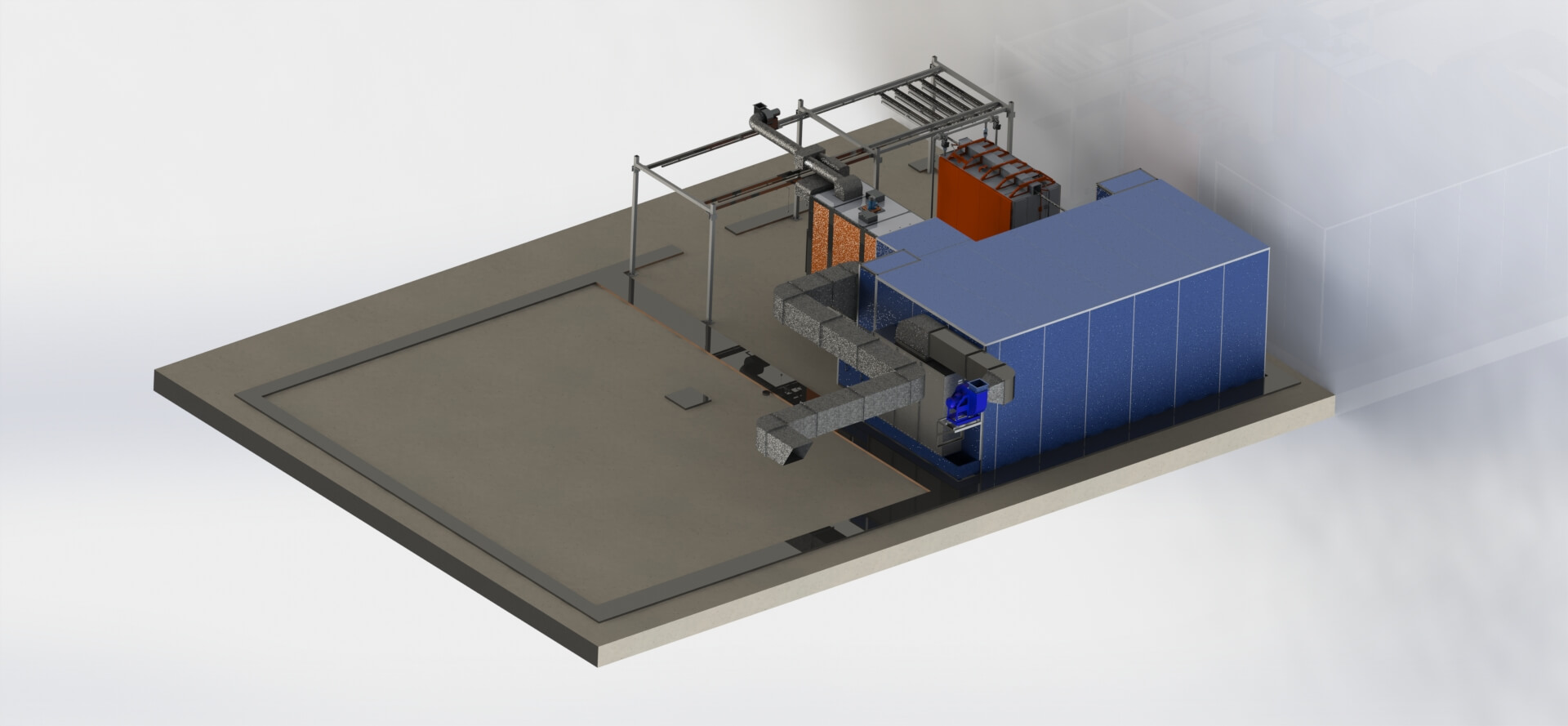
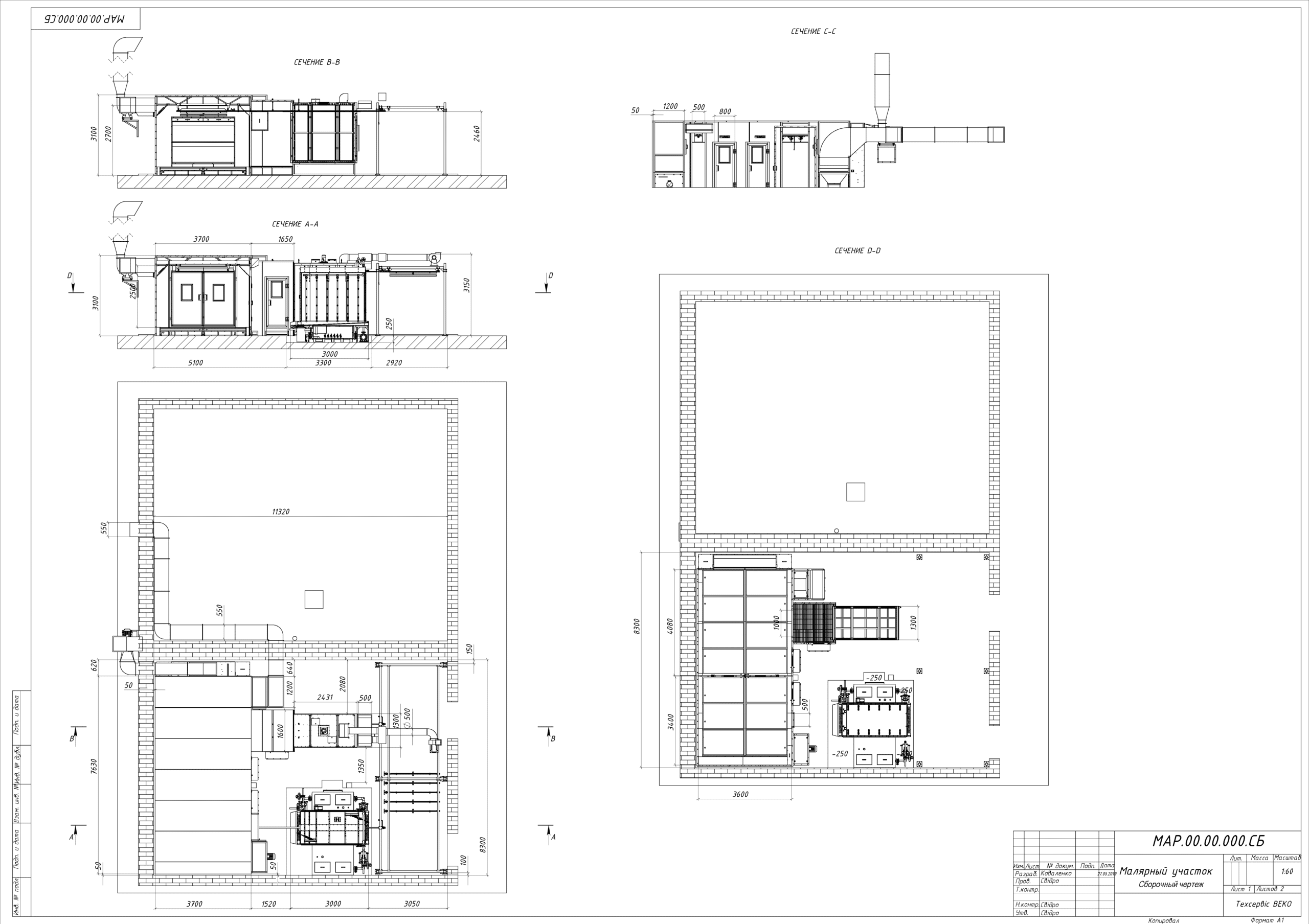
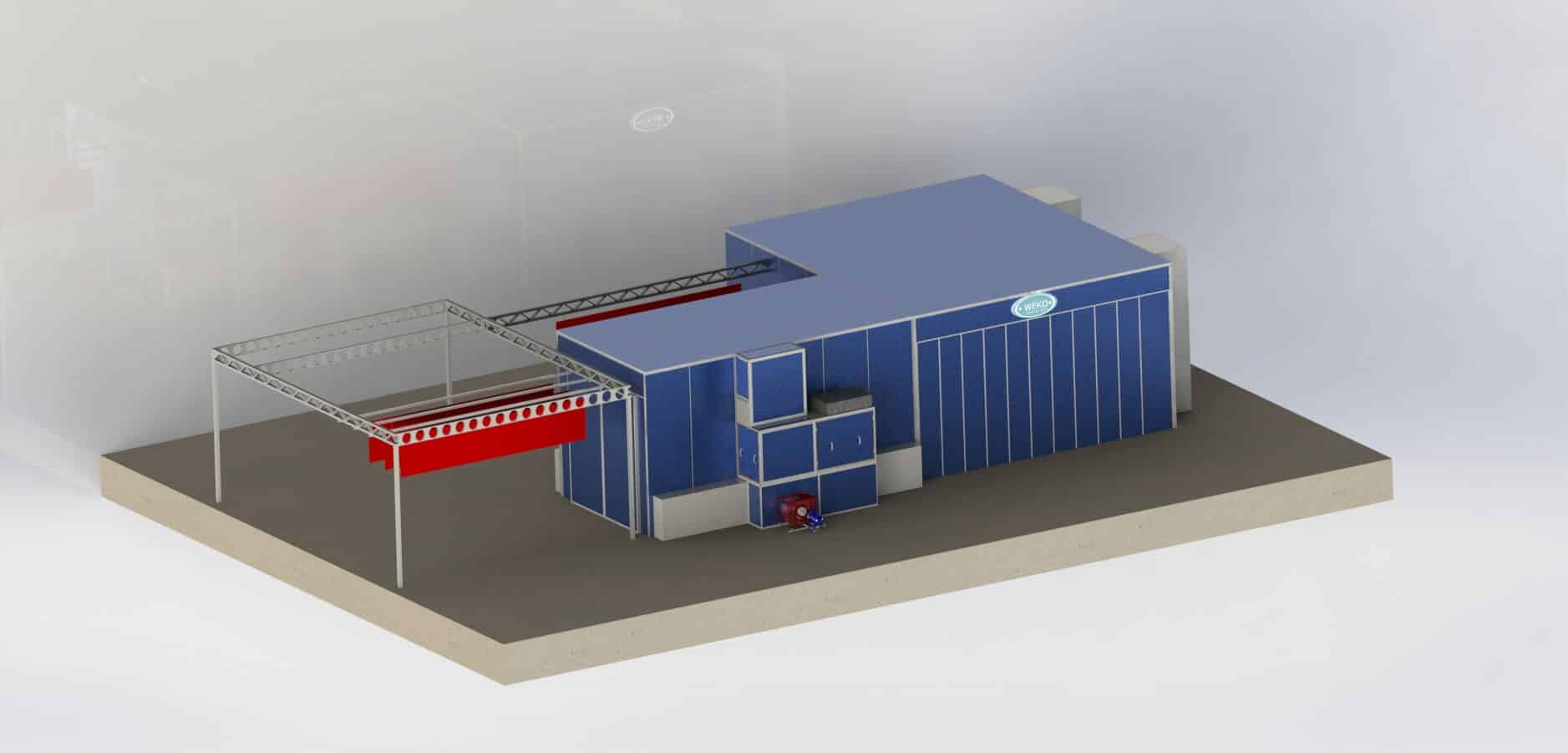
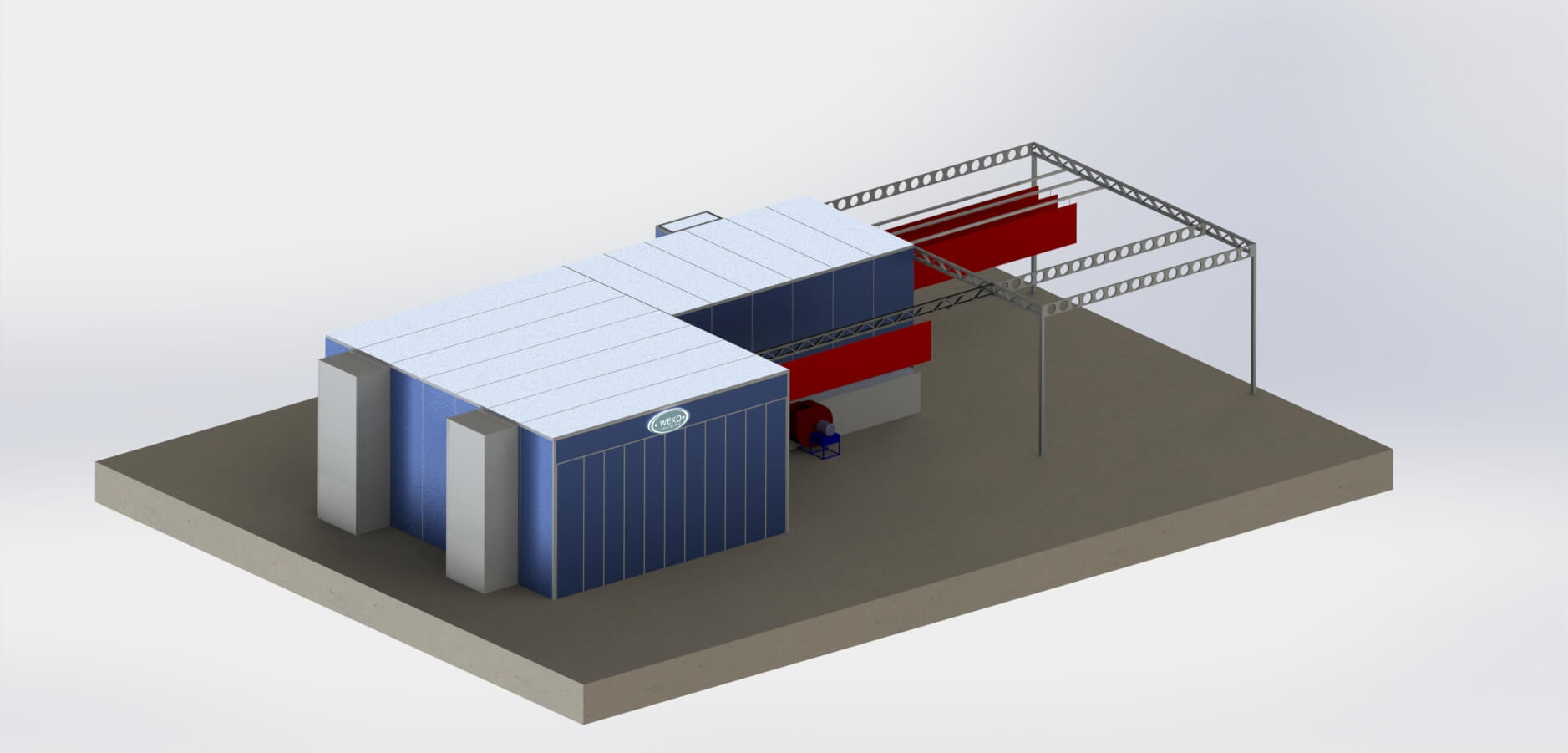
Na základě schváleného předběžného technického projektu společnost TWEKO navrhla, vyrobila a uvedla do provozu individuální průchozí lakovací a sušicí systém, plně přizpůsobený omezenému prostoru stávající výrobní haly společnosti MARIO.
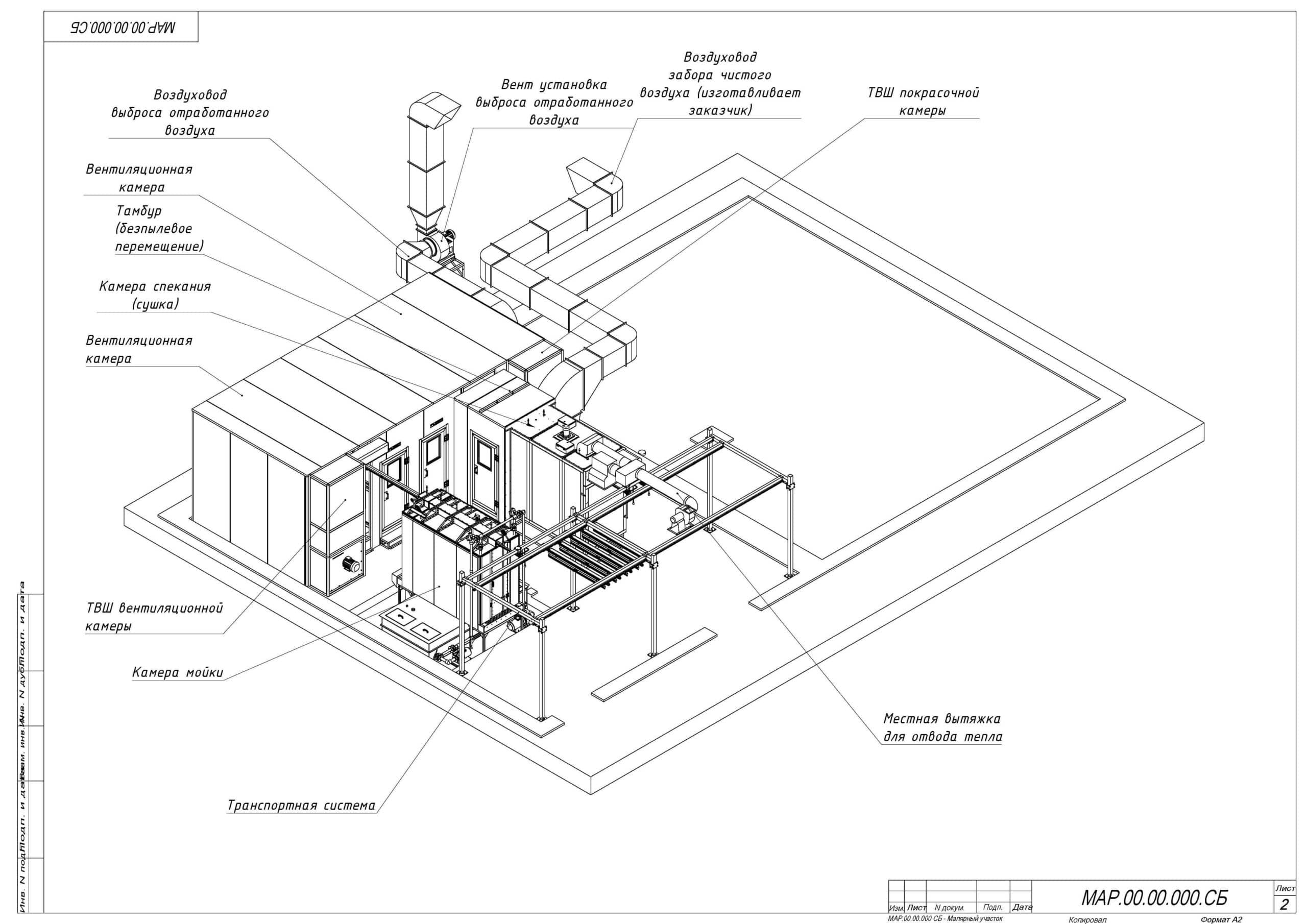
Systém se skládá ze čtyř hlavních technologických modulů a dvou pomocných zón, propojených jednotným závěsným dopravním systémem
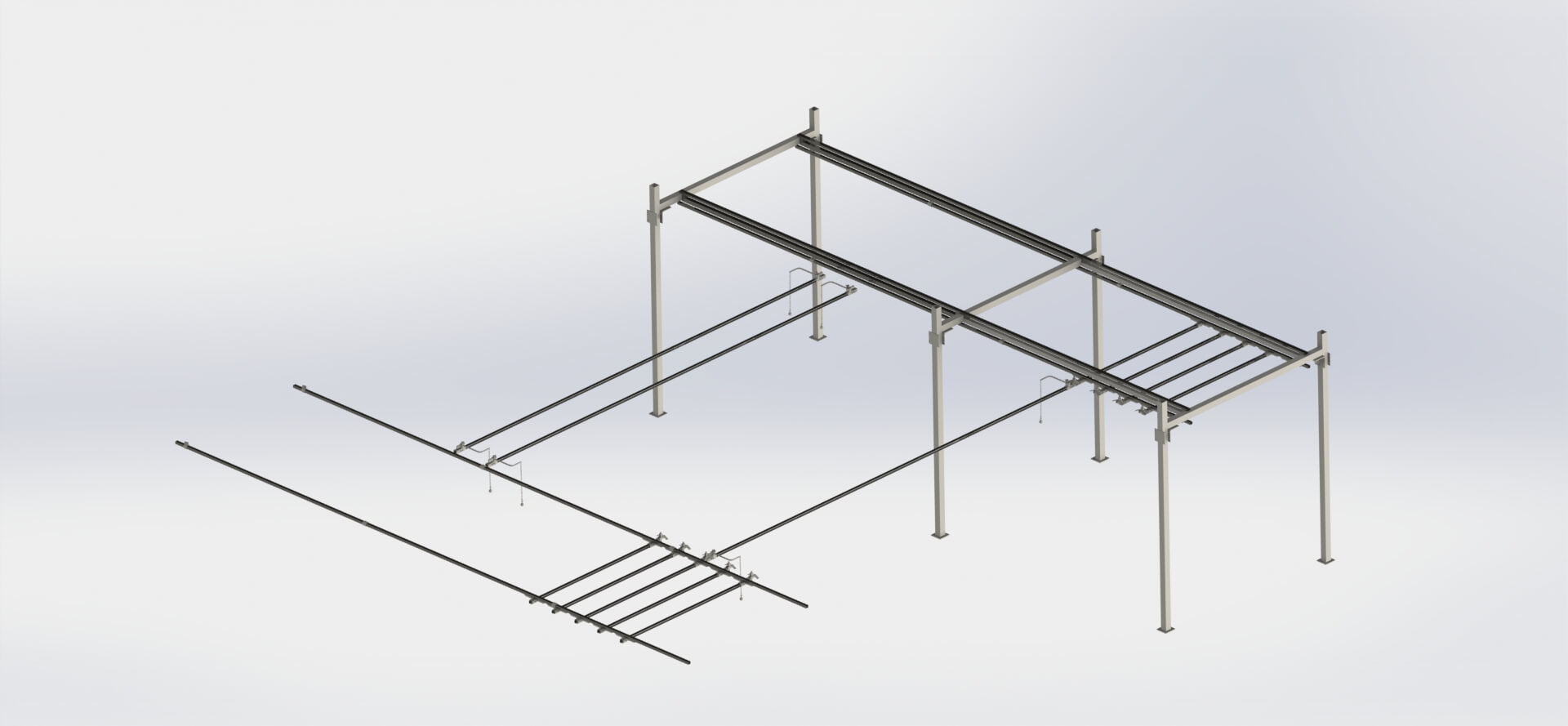
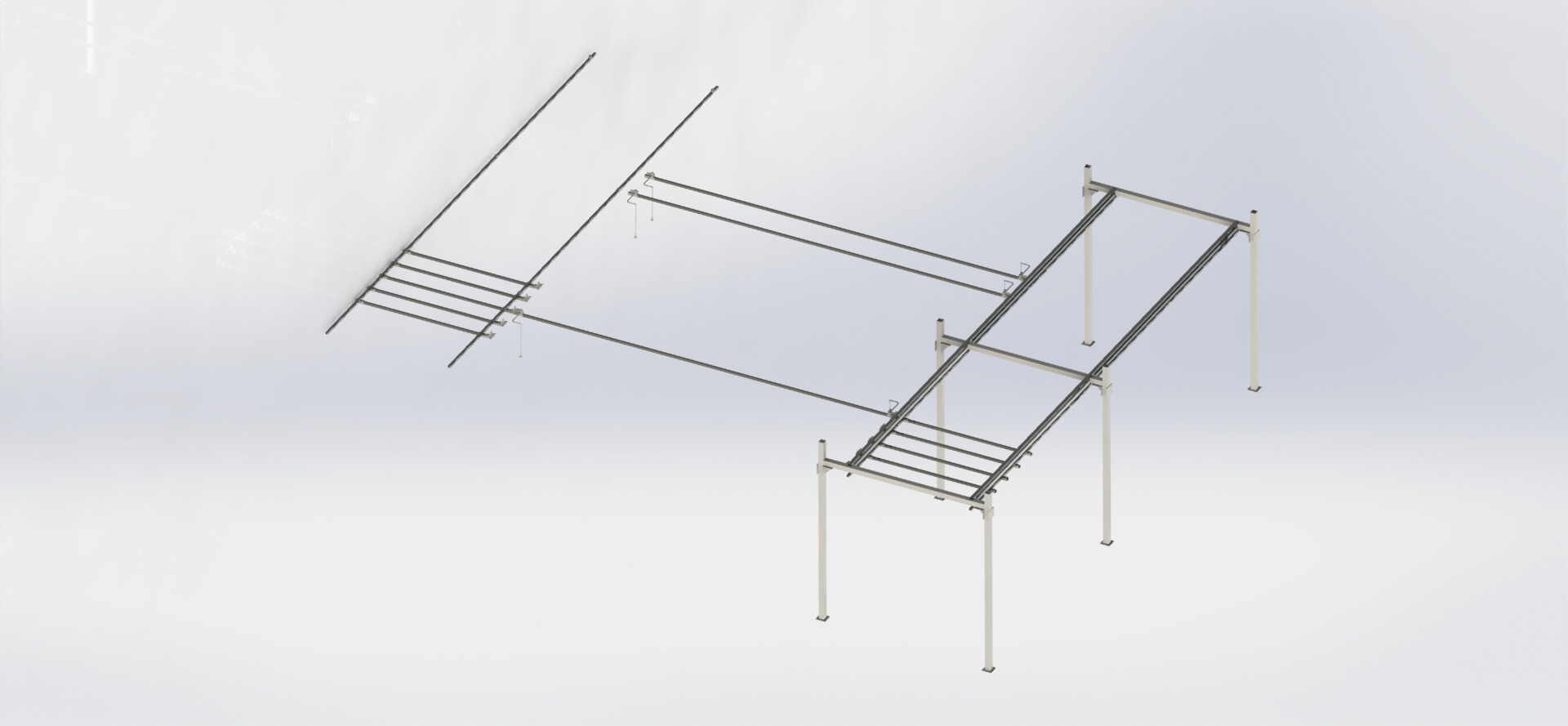
Závěsná dopravní dráha nekonečného typu s ručním posuvem zajišťuje nepřetržitý pohyb výrobků všemi technologickými zónami komplexu. Systém zahrnuje:
- 12 otočných vozíků s mechanismem otáčení o 360° pro rovnoměrné lakování výrobků ze všech stran;
- 5 akumulačních překládacích vozíků v zónách nakládky/vykládky a sušení.
Dopravní systém byl navržen s ohledem na rozměry výrobků (do 1 860 × 800 × 350 mm), hmotnost do 10 kg a specifický způsob jejich uchycení na závěsných hácích. Konstrukce umožňuje změny směru pohybu vozíků a přizpůsobení geometrie skutečnému uspořádání výrobní haly.
Jednokolejné úseky jsou provedeny jako jeden nebo dva paralelní profily s osovou vzdáleností 500 mm v závislosti na konkrétní zóně.
V dopravním systému jsou použity komponenty evropských výrobců (kolejnice, kladky, vozíkové uzly), které zajišťují dlouhou životnost, plynulý chod a minimální nároky na údržbu.
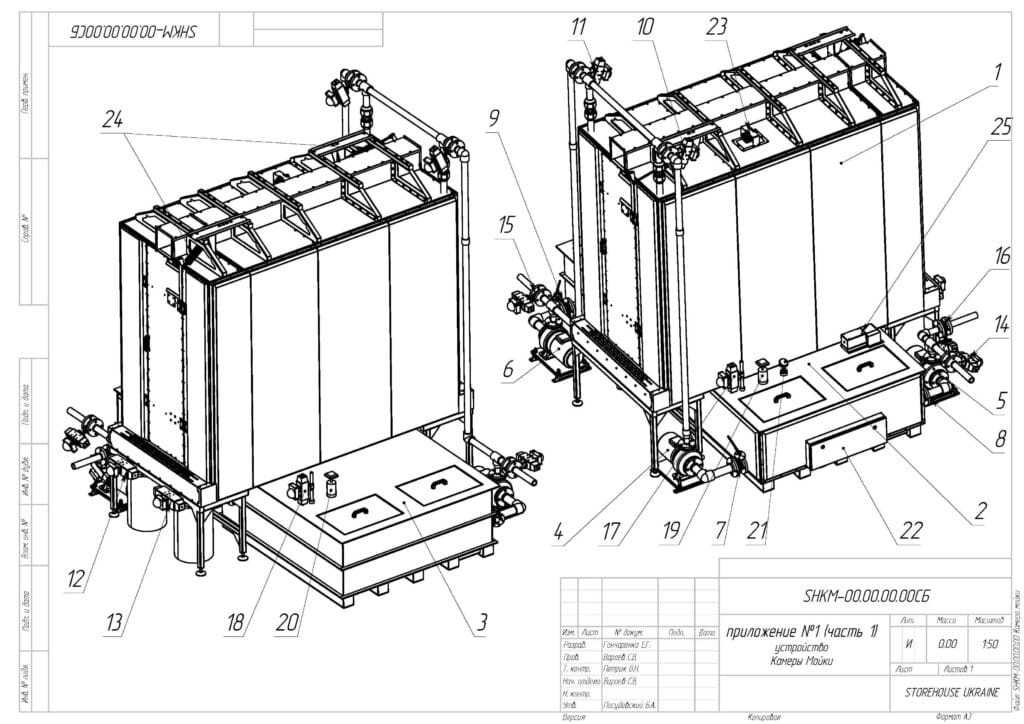
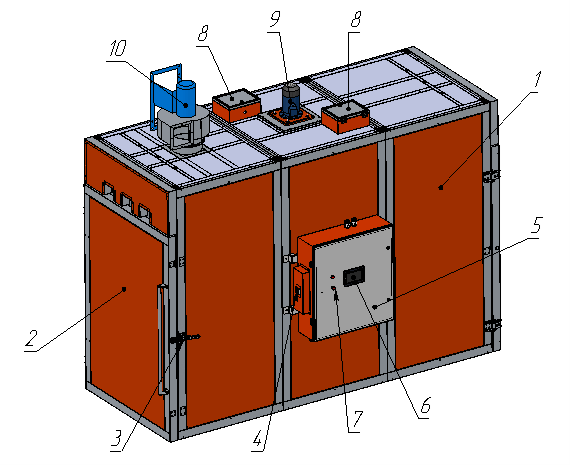
Poloautomatická trysková mycí komora typu zaplavení, model KMP, je určena k přípravě kovových výrobků před lakováním a zajišťuje stabilní kvalitu čištění v polouzavřeném recirkulačním okruhu. Konstrukčně je komora provedena jako tepelně izolovaný modul se systémem obvodového oplachu, ve kterém je povrchová úprava realizována intenzivním přívodem procesních roztoků na výrobek prostřednictvím vysoce výkonných trysek. Dvě po sobě následující fáze — chemické odmašťování a oplach — probíhají bez přesunu výrobku, což snižuje pracnost a zajišťuje vysokou opakovatelnost výsledků.
Uvnitř komory je zajištěna nucená cirkulace pracovních roztoků s jejich recirkulací, filtrací a automatickým udržováním technologických parametrů, což umožňuje provoz ve stabilním technologickém režimu. Mechanismus dveří i celý procesní cyklus jsou řízeny automaticky, zatímco obsluha provádí pouze nakládku a vykládku výrobků. Systém je vybaven moderním ovládacím panelem, který umožňuje nastavení délky jednotlivých fází, monitorování stavu zařízení a provádění servisních operací.
Mycí komora je integrována do průchozího lakovacího a sušicího komplexu a splňuje požadavky na předúpravu povrchu před aplikací vodou ředitelných a polymerních nátěrových hmot, přičemž zajišťuje rovnoměrné čištění a zvýšenou adhezi následných vrstev nátěru.
| Parametr | Hodnota |
|---|---|
| Rozměry a konstrukce | |
| Vnitřní pracovní rozměry (D × Š × V) | 2 400 × 900 × 1 800 mm |
| Celkové rozměry (D × Š × V) | 3 000 × 3 300 × 3 300 mm |
| Hmotnost (bez roztoků) | 820 kg |
| Technologické parametry | |
| Počet stupňů zpracování | 2 (alkalické odmašťování + oplach) |
| Celkový objem nádrží | 1 900 litrů |
| Rozsah teploty roztoků | 0–80 °C |
| Automatizace a vybavení | |
| Čerpadla | 3 ks, Pedrollo (Itálie) |
| Pneumatický systém | Camozzi a Omal (Itálie) |
| Ovládací systém | Dotykový panel (Automatický / Seřizovací / Servisní režim) |
| Režim dveří | Automatický nebo ruční |
| Doplňkové funkce | Recirkulace a filtrace primárního okruhu, automatické odkapávací pauzy |
| Napájení a provozní podmínky | |
| Instalovaný příkon | 38 kW |
| Napájení | 380 V, 3 fáze + N + PE, 50 Hz |
| Tlak stlačeného vzduchu | 6–10 bar |
| Klimatické provedení | UHL4 (+5…+40 °C) |
| Záruka | 12 měsíců |
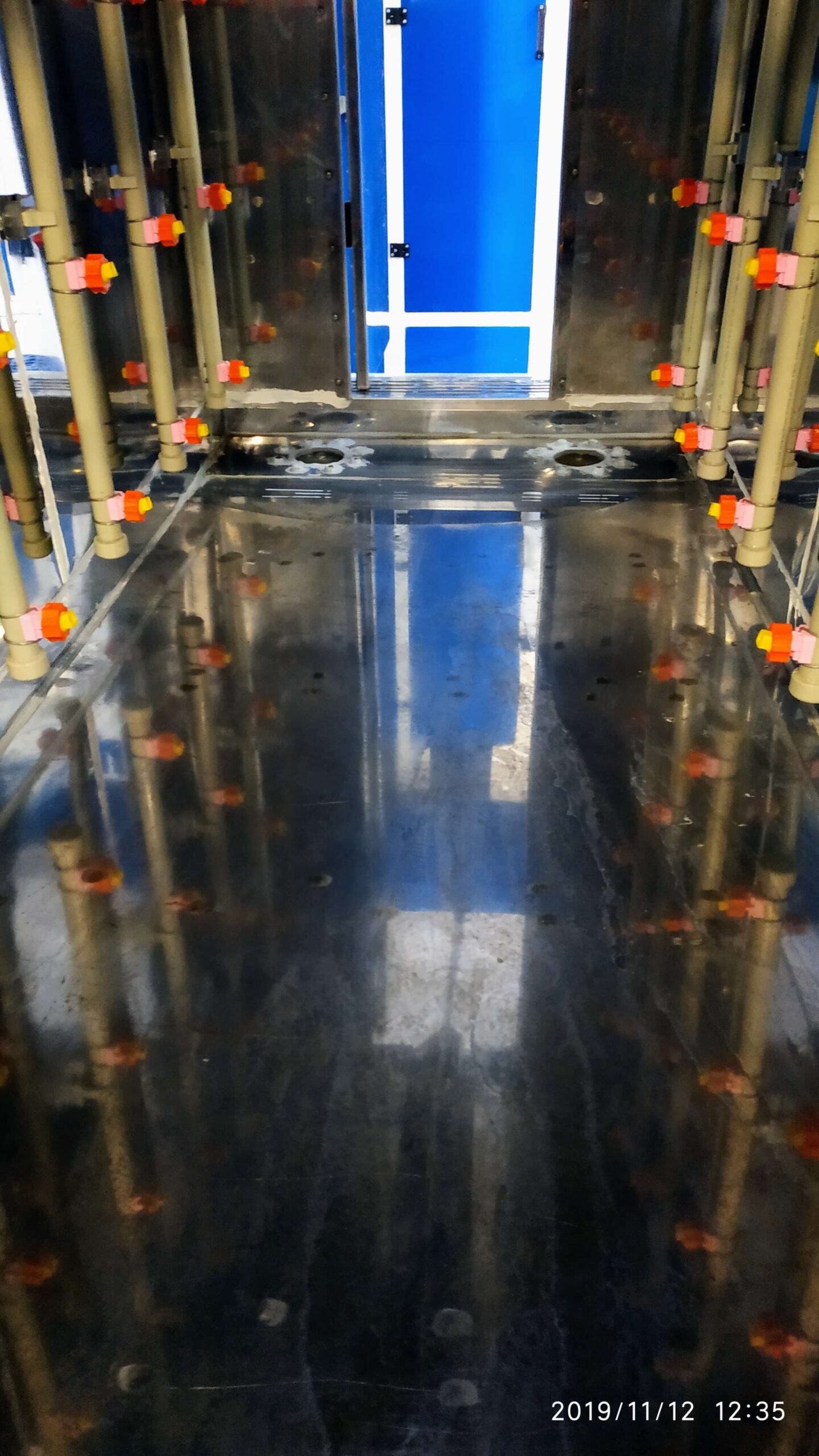
Laková kabina ze sendvičových panelů s tepelnou a akustickou izolací má celkovou délku přibližně 8 300 mm a v jednom průchozím modulu spojuje dvě klíčové technologické zóny — mezisušení a lakování. Tato konfigurace zajišťuje plynulý tok výrobků bez zastávek mezi jednotlivými operacemi a umožňuje kompaktní integraci technologického komplexu do stávající výrobní haly bez nutnosti dodatečných stavebních úprav.
1. Zóna mezisušení
Nachází se bezprostředně za mycí komorou. Zajišťuje odtok zbytkových procesních roztoků a intenzivní sušení výrobků pomocí ohřátého vzduchu. Tato fáze je kriticky důležitá pro eliminaci kapek a zbytkové vlhkosti před aplikací nátěru.
- přívodní a odtahové větrání s ohřevem vzduchu;
- aktivní podlaha s rošty a trvalým vodním tokem — maximální čistota zóny;
- filtrační systém pro udržení bezprašného prostředí.
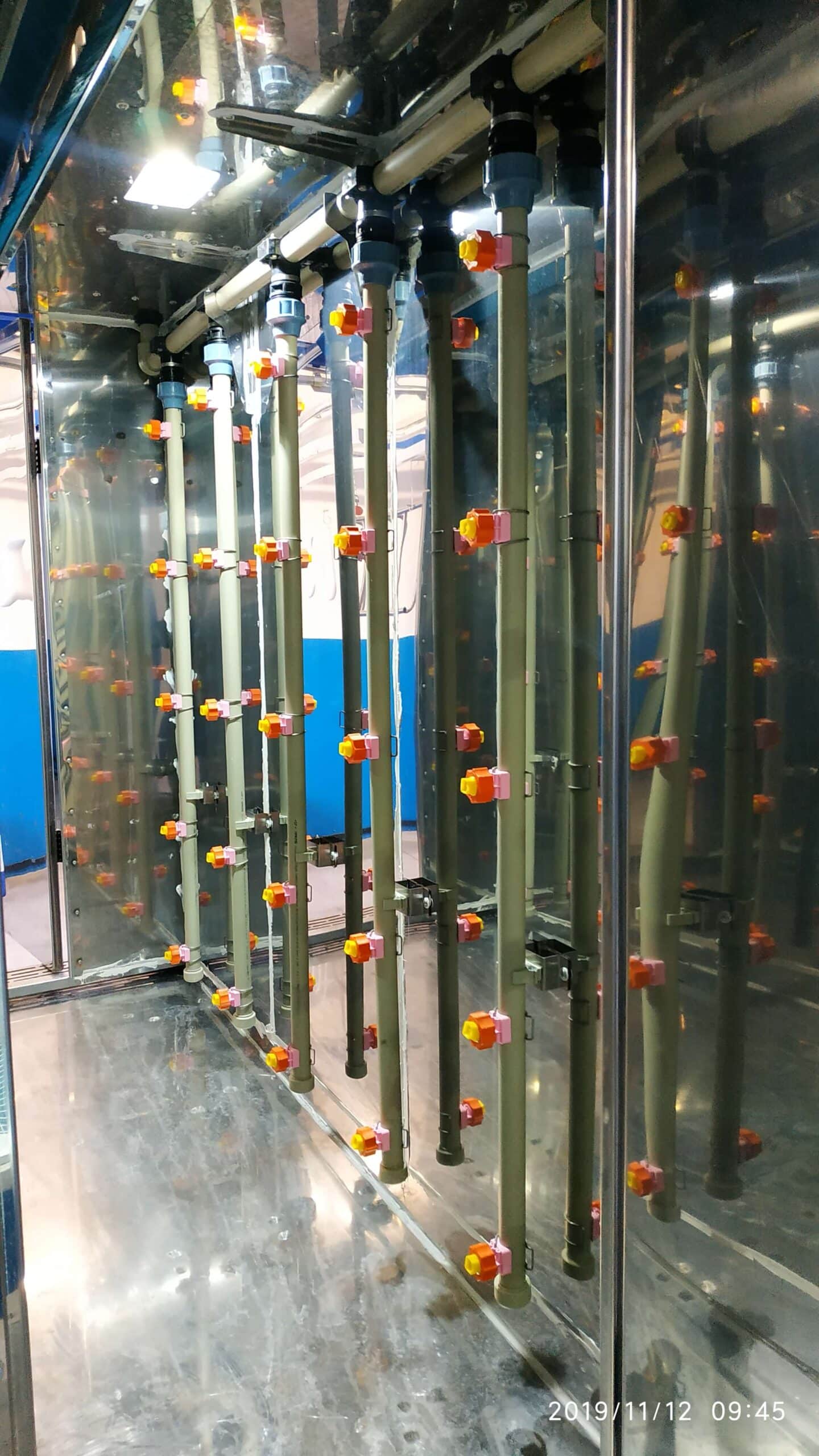
2. Lakovací zóna
Hlavní pracovní prostor s přetlakem, ve kterém probíhá elektrostatická aplikace vodou ředitelných emailů. Kabina je vybavena přívodním a odtahovým větráním s ohřevem vzduchu na 18–24 °C, stropními filtry jemné filtrace a zajišťuje až 200násobnou výměnu vzduchu za hodinu.
Odstraňování aerosolů je realizováno prostřednictvím odsávací skříně AS Hydro s vodní clonou (účinnost čištění ≥ 97 %). Systém zahrnuje vodní „zrcadlo“, trysky pro tvorbu vodní mlhy, cirkulační čerpadlo a sběrnou vanu s možností použití koagulantů nebo flokulantů.
Aktivní podlaha s trvalým vodním tokem zachycuje přebytečný lakovací aerosol. Tepelně-ventilační jednotka s radiálním ventilátorem zajišťuje rovnoměrný přívod vyčištěného vzduchu do pracovního prostoru.
Osvětlení, automatizační systémy, ovládací pult a kontrolní senzory zajišťují bezpečný a stabilní provoz během procesu lakování.
Tato konstrukce garantuje stabilní kvalitu nátěru, minimalizuje provozní náklady na čištění a splňuje nejpřísnější ekologické a hygienické požadavky.
| Parametr | Hodnota |
|---|---|
| Rozměry a konstrukce | |
| Celková délka úseku (sušení + lakování) | ≈ 8 300 mm |
| Pracovní rozměry lakovací zóny | 4 000 × 4 000 × 2 500 mm |
| Typ kabiny | Průchozí, s přetlakem |
| Konstrukce | Sendvičové panely s tepelnou a akustickou izolací |
| Větrání a výměna vzduchu | |
| Výkon ventilace | až 10 000 m³/h (regulovatelný) |
| Intenzita výměny vzduchu | až 200násobná výměna vzduchu za hodinu |
| Filtrace přívodního vzduchu | EU5 (předfiltry + stropní filtry) |
| Čištění odpadního vzduchu | |
| Systém čištění | Vodní clona + hydrofiltr (trysky) |
| Účinnost čištění | ≥ 97 % |
| Teplotní režim | |
| Provozní teplota | 18–24 °C |
| Výkon tepelného výměníku | 56 kW |
| Napájení | |
| Napájení | 380 V, 3 fáze + N + PE, 50 Hz |
Zóna vytvrzování se skládá z průchozí pece PP3M a přilehlé přechodové komory (bezprašného prostoru), která zajišťuje čistý přesun nalakovaných výrobků do pece a eliminuje riziko kontaminace čerstvého povrchu prachem.
1. Přechodová komora (bezprašný prostor)
Přechodová zóna mezi lakovací kabinou a vytvrzovací pecí. Zajišťuje bezprašný transport výrobků do čisté zóny před vytvrzováním, což je kriticky důležité pro dosažení vysoké kvality povrchu.
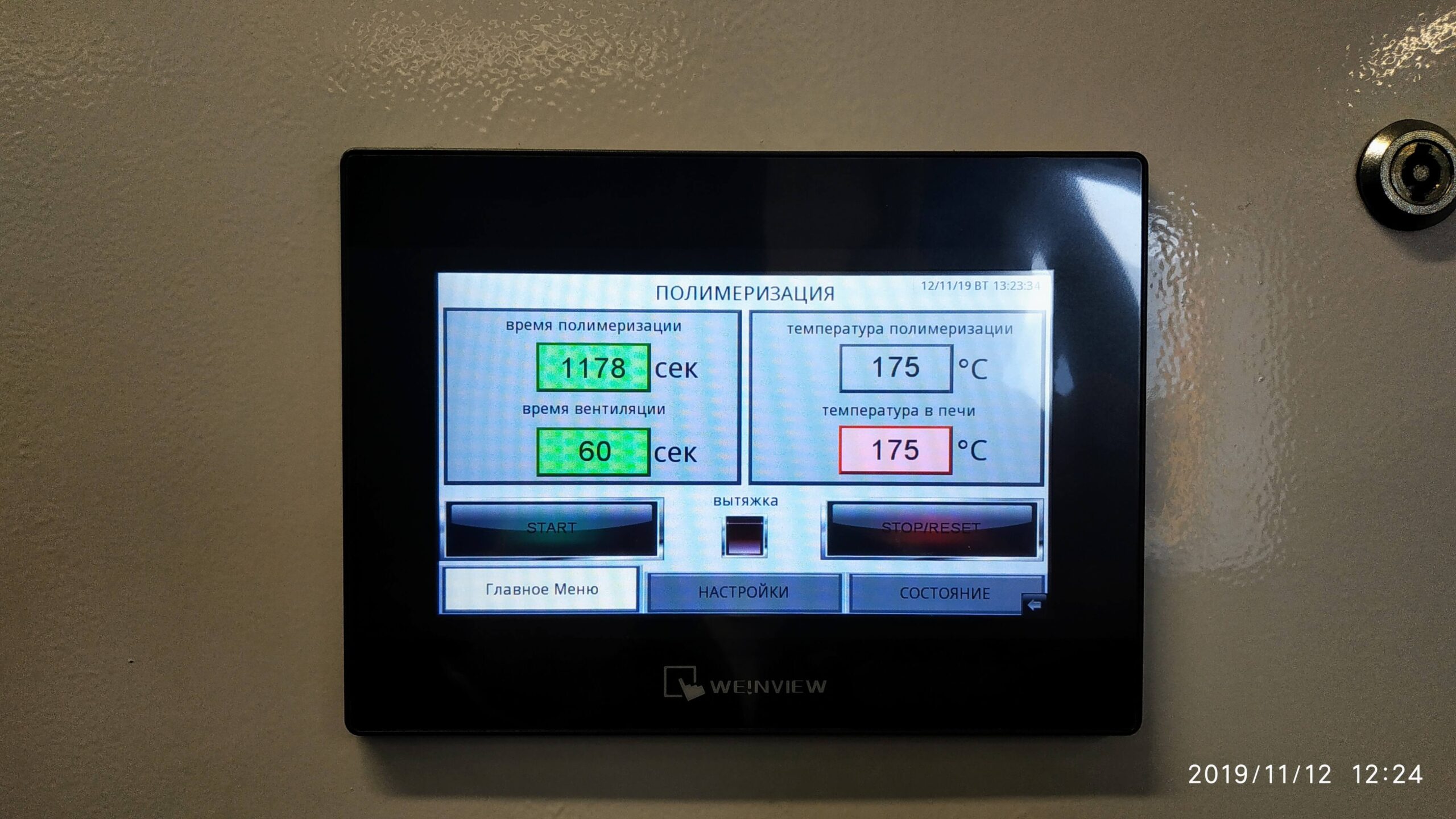
2. Vytvrzovací pec PP3M
Průchozí konvekční pec je určena pro tepelnou úpravu vodou ředitelných nátěrů na kovových výrobcích. Provoz je založen na rovnoměrném ohřevu vzduchu elektrickými topnými tělesy s nucenou cirkulací pomocí ventilátorů.
Konstrukce zahrnuje:
- aktivní modul s topnými tělesy a ventilátory;
- pasivní izolační sekce (minerální vlna Rockmin, tloušťka 100 mm);
- odsávací jednotku pro automatické odvádění těkavých produktů vytvrzování;
- dotykový ovládací panel s diagnostikou poruch a možností manuálního testování jednotlivých komponent.
Automatický cyklus: předehřev → vytvrzování (150–180 °C) → automatický odtah → akustický signál na konci cyklu.
| Parametr | Hodnota |
|---|---|
| Rozměry a konstrukce | |
| Vnitřní pracovní rozměry (D × Š × V) | 2400 × 1000 × 1800 mm |
| Typ konstrukce | Průchozí modulární pec, konvekční ohřev |
| Teplotní režim | |
| Rozsah pracovních teplot | 0–220 °C (v projektu 150–180 °C) |
| Přesnost regulace | Automatická, s nastavitelnou hysterezí |
| Ohřev a cirkulace | |
| Typ ohřevu | Elektrický konvekční (topná tělesa + ventilátory) |
| Tepelná izolace | Minerální vlna Rockmin, 100 mm |
| Automatizace a řízení | |
| Ovládací panel | Dotykový, s diagnostikou |
| Provozní režimy | Předehřev → Vytvrzování → Automatický odtah → Signál |
| Napájení | |
| Napájení | 380 V, 3 fáze + N + PE, 50 Hz |
| Záruka | 12 měsíců |
Všechny technologické zóny jsou propojeny jednotnou závěsnou dopravní dráhou. Ruční přenášení výrobků mezi jednotlivými operacemi je zcela vyloučeno.
Každá technologická zóna je vybavena samostatnou přívodně-odtahovou ventilační jednotkou. Ventilační systém byl navržen s jasně definovanými připojovacími body, což umožnilo rychlou realizaci přípravných prací ze strany zákazníka.
Celkový instalovaný příkon technologického komplexu činí až 140 kW v cyklickém provozu.
Výsledkem je kompaktní, energeticky efektivní výrobní linka s plnou kontrolou technologických parametrů, stabilní kvalitou povrchu při použití vodou ředitelných nátěrů a **plným souladem s požadavky normy ISO 9001**.
Realizace projektu
Na základě vstupních údajů o sortimentu výrobků, provozních podmínkách a vlastnostech lakovacích materiálů byl vypracován předběžný technický projekt, který zahrnoval analýzu technologie, zpracování konstrukční dokumentace a plánování rozmístění zařízení.
Výroba technologického komplexu probíhala ve výrobním závodě společnosti TWEKO v Kyjevě za použití komponentů předních evropských výrobců (Pedrollo, Camozzi, Omal, ETI, Rockmin). Modulární konstrukce umožnila plnou adaptaci systému na reálné výrobní prostory.
Dodávka zařízení byla realizována za podmínek DDP, zatímco přípravu stavební části (základy, vzduchotechnické rozvody a inženýrské sítě) zajišťoval zákazník. Po montáži a uvedení do provozu byl komplex integrován do stávajících výrobních prostor jako průchozí technologická linka.
Odborníci společnosti TWEKO provedli zaškolení obsluhy a předali kompletní soubor technické a provozní dokumentace pro mechanickou, elektrickou a ventilační část komplexu.
Princip činnosti komplexu
Celý technologický proces je uspořádán jako průchozí systém s ručním pohybem výrobků po závěsné dopravní dráze nekonečného typu:
- Nakládání — výrobek je zavěšen na otočný vozík (otáčení o 360°).
- Odmaštění a oplach — automatické zaplavovací tryskové mytí ohřátým alkalickým roztokem s následným oplachem demineralizovanou vodou v poloautomatické mycí komoře KMP (2 stupně).
- Mezisušení — intenzivní ofukování ohřátým a filtrovaným vzduchem v zóně s aktivní podlahou a přívodně-odtahovým větráním.
- Lakování — elektrostatická aplikace vodou ředitelných emailů v průchozí lakovací kabině s vodní clonou a hydrofiltrem (až 200násobná výměna vzduchu za hodinu).
- Kontrola kvality — vizuální kontrola nátěru a v případě potřeby lokální opravy.
-
Polymerace — závěrečná fáze probíhá v elektrické konvekční vytvrzovací peci typu PP-3M, která pracuje ve třech automatizovaných fázích:
- Předehřev — po stisknutí tlačítka „Start“ se aktivují topná tělesa a konvekční ventilátory; pec dosáhne nastavené teploty T.
- Polymerace — udržování teploty 150–180 °C po dobu t1; topná tělesa pracují v pulzním režimu pro stabilní tepelnou rovnováhu.
- Ventilace — po ukončení polymerace dochází k aktivnímu odvodu těkavých produktů: ohřev je vypnut, zatímco konvekční a odsávací ventilátory pracují po dobu t2.
Po dokončení cyklu se pec automaticky přepne do pohotovostního režimu a vydá akustický signál na konci cyklu.
- Vykládání — ochlazení a sejmutí hotového výrobku.
Komplex je vybaven automatizovaným řízením a monitoringem teploty, hladiny roztoků, tlaku a výměny vzduchu v klíčových zónách. Ruční pohyb vozíků zajišťuje vysokou flexibilitu při změně typů výrobků a velikosti výrobních dávek.

Výsledek projektu
Na začátku roku 2020 byl lakovací a sušicí komplex úspěšně uveden do průmyslového provozu ve výrobním závodě společnosti MARIO v obci Lityn, Vinnycká oblast.
Byly plně dosaženy všechny klíčové cíle definované zákazníkem již v roce 2019:
- Stabilní a opakovatelná kvalita nátěru díky řízeným parametrům ve všech fázích procesu (teplota, doba polymerace, rovnoměrnost nanášení v elektrostatickém poli).
- Kompletní technologický cyklus v jednom průchozím toku — od odmaštění až po vykládání hotových výrobků bez ručního přenášení mezi operacemi.
-
Vysoká ekologická úroveň:
◦ účinnost čištění odváděného vzduchu ≥ 97 % (vodní clona + hydrofiltr);
◦ recirkulace a filtrace technologických roztoků;
◦ použití vodou ředitelných emailů. - Energetická účinnost a komfort obsluhy — udržování teploty v pracovních zónách +18…+24 °C a až 200násobná výměna vzduchu v lakovací zóně.
- Flexibilita výroby — ruční pohyb po závěsné dráze a otočné vozíky (360°) umožňují rychlé přizpůsobení různým typům a rozměrům koupelnových žebříků a designových radiátorů.
- Spolehlivost a servisní přístupnost — modulární konstrukce a evropské komponenty (Pedrollo, Camozzi, Omal, ETI, Rockmin) zajišťují dlouhodobý bezporuchový provoz.
- Bezpečnost personálu — automatizované mycí a sušicí procesy, lokální odsávání, senzory a blokovací systémy.
Komplex je v nepřetržitém provozu od roku 2020 a je plně v souladu s certifikovaným systémem řízení kvality ISO 9001 zavedeným ve výrobním závodě.
Závěr
Realizovaná výrobní linka pro společnost MARIO představuje moderní, ekologické a flexibilní řešení, které zajišťuje stabilně vysokou kvalitu dekorativních nátěrů aplikovaných vodou ředitelnými emaily a účinné čištění vzduchu (≥97 %). Komplex splňuje požadavky normy ISO 9001, optimalizuje spotřebu energie (až 140 kW v cyklickém provozu) a je spolehlivě provozován od roku 2020.
Projekt modernizace pro společnost MARIO jasně demonstruje odbornost společnosti TWEKO v oblasti vývoje energeticky úsporných technologických řešení pro nanášení dekorativních laků na výrobky z nerezové oceli. Tým TWEKO je otevřen realizaci obdobných projektů a dlouhodobé spolupráci.
Potřebujete předvídatelnou kvalitu dekorativního nátěru na nerezové oceli bez nutnosti opakovaného lakování a barevných odchylek?
Lakovací komplexy TWEKO zajišťují řízené mikroklima v lakovací zóně a ekologicky vyhovující čištění odváděného vzduchu. Konfigurace systému je vždy plně přizpůsobena parametrům vaší výroby.