
Akciová společnost „Dniprovagonmash“, jeden z lídrů ve výrobě nákladních vagónů ve východní Evropě, se obrátila na společnost LLC „Tekhservis VEKO and Partner GmbH“ (TWEKO) s žádostí o vývoj komplexního zařízení pro úpravu kovových povrchů. Cílem projektu bylo zajistit efektivní přípravu povrchů (odstranění rezavění, šupin a nečistot), kvalitní aplikaci nátěrových povlaku, automatizaci procesů a dodržování vysokých standardů bezpečnosti a životního prostředí. V rámci projektu byl navržen, vyroben, dodán a uveden do provozu komplex, který zahrnuje tryskací komoru řady KASO a nátěrovou a sušicí komoru řady IKFS, přizpůsobené potřebám zákazníka. Tento integrovaný systém zkrátil dobu zpracování železničních vagónů, zlepšil kvalitu přípravy povrchů a nátěrů a zajistil bezpečné pracovní podmínky navzdory výzvám způsobeným vyšší mocí v roce 2022.
O klientovi
Akciová společnost „Dniprovagonmash“ je přední ukrajinský podnik s více než 90 lety historie, který patří mezi největší výrobce nákladního železničního materiálu ve východní Evropě. Závod se specializuje na výrobu a opravy různých typů nákladních vagónů, včetně sklápěčů, plošinových vagónů, obilných násypů, cistern a dalšího železničního materiálu. Produkty společnosti se používají jak na domácím trhu, tak se exportují do zemí Evropy a Asie.
„Dniprovagonmash“ disponuje moderní výrobní základnou, vlastními konstrukčními odděleními a implementuje pokročilé technologie v oblasti strojírenství. Podnik je známý vysokými standardy kvality a spolehlivosti, spolupracuje s předními železničními dopravci a logistickými společnostmi. Pro zajištění stabilní úrovně výroby a souladu s mezinárodními standardy bezpečnosti a ochrany životního prostředí potřeboval zákazník moderní technologické zařízení pro přípravu kovových povrchů před aplikací ochranných nátěrů a následným nátěrem.
Cíle projektu
Vyvinout, vyrobit a dodat komplexní zařízení pro čištění a nátěr, které splňuje následující požadavky:
- Vysokoefektivní zpracování velkých kovových výrobků k odstranění rezavění, šupin, starých nátěrů a dalších nečistot.
- Automatizace sběru, dopravy a regenerace abrazivního materiálu pro tryskací komoru a automatizace nátěru a sušení s nastavitelnými teplotami a dobou výdrže pro nátěrovou a sušicí komoru.
- Filtrace prašného vzduchu a nátěrové mlhy pro vytvoření bezpečných pracovních podmínek v pracovní zóně.
- Dodržování technických standardů, včetně klimatického provedení UHL 4 (GOST 15150-69) a třídy zóny B-IIa podle PUE (7. vydání).
- Zajištění bezpečnosti obsluhy a trvanlivosti zařízení.
Řešení
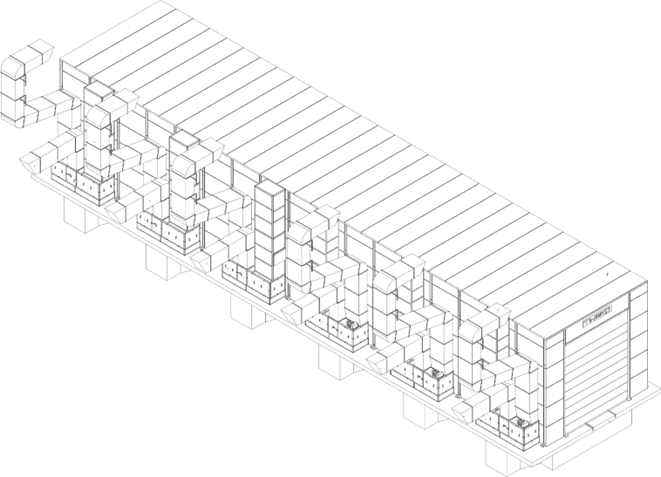
TWEKO navrhla, vyrobila a dodala integrovaný komplex pro akciovou společnost „Dniprovagonmash“, který zahrnuje tryskací komoru řady KASO (sériové číslo 176/2022) a nátěrovou a sušicí komoru řady IKFS (sériové číslo 175/2022). Oba systémy byly přizpůsobeny potřebám zákazníka s ohledem na individuální rozměry a komponenty pro zpracování velkých kovových povrchů v průmyslových podmínkách.
- Tryskací komora KASO zajišťuje automatizovanou regeneraci abrazivního materiálu, efektivní systém filtrace vzduchu a bezpečnou provozuschopnost. Konstrukce odpovídá klimatickému provedení UHL 4 (GOST 15150-69) a třídě zóny B-IIa podle PUE (vyd. 7).
- Nátěrová a sušicí komora IKFS zahrnuje automatizovaný ventilační systém s recirkulací vzduchu, „suchou“ filtraci a výměník tepla pro sušení, rovněž splňující uvedené standardy.
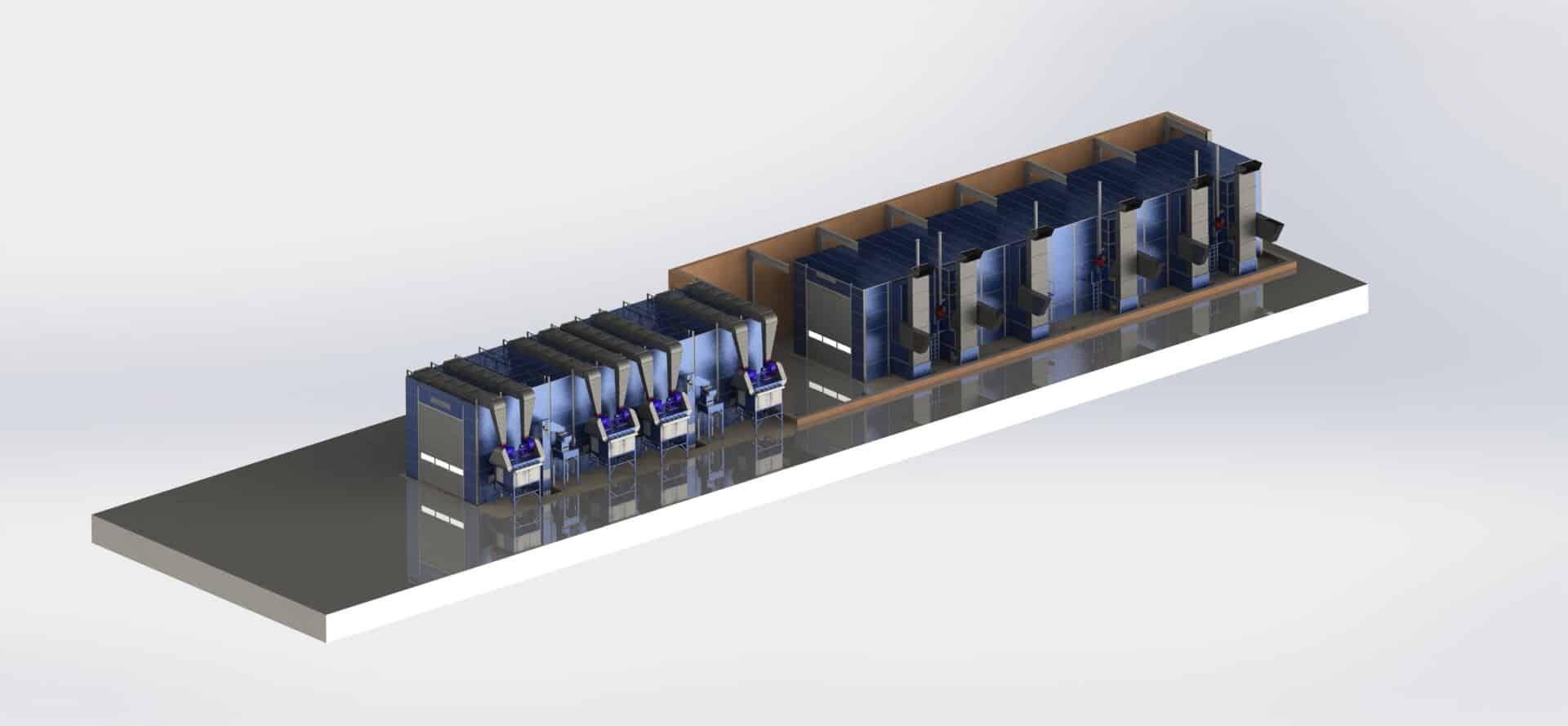
Tento komplex zajišťuje kompletní zpracovatelský cyklus: čištění povrchů od nečistot a aplikaci ochranných nátěrů s následným sušením.
Klíčové komponenty komplexu
Komplex zahrnuje komponenty obou komor integrované pro kontinuální proces čištění a nátěru:
| Komponenta | Účel | |
|---|---|---|
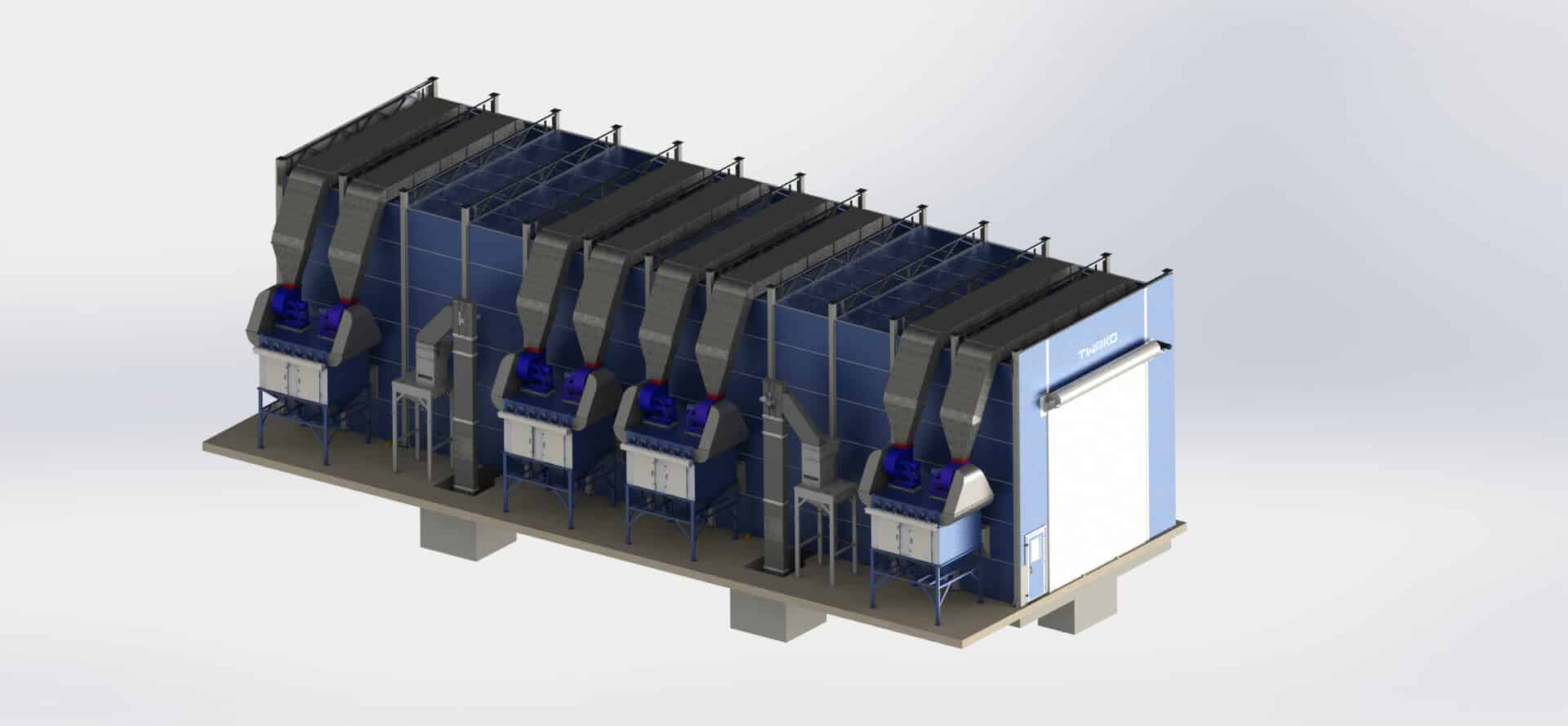
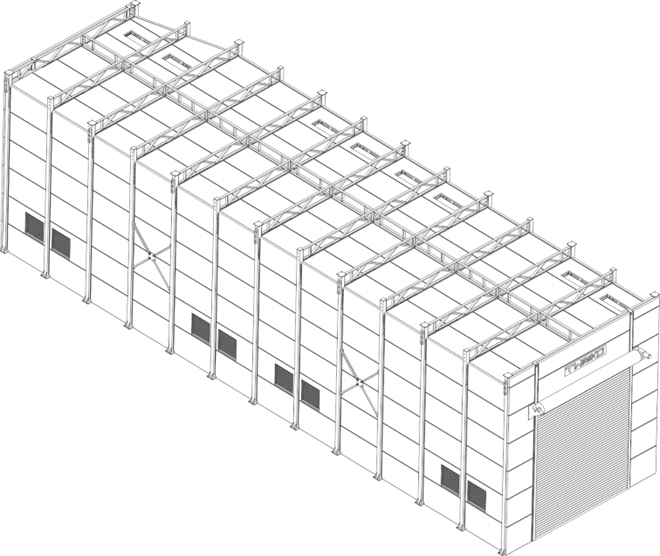
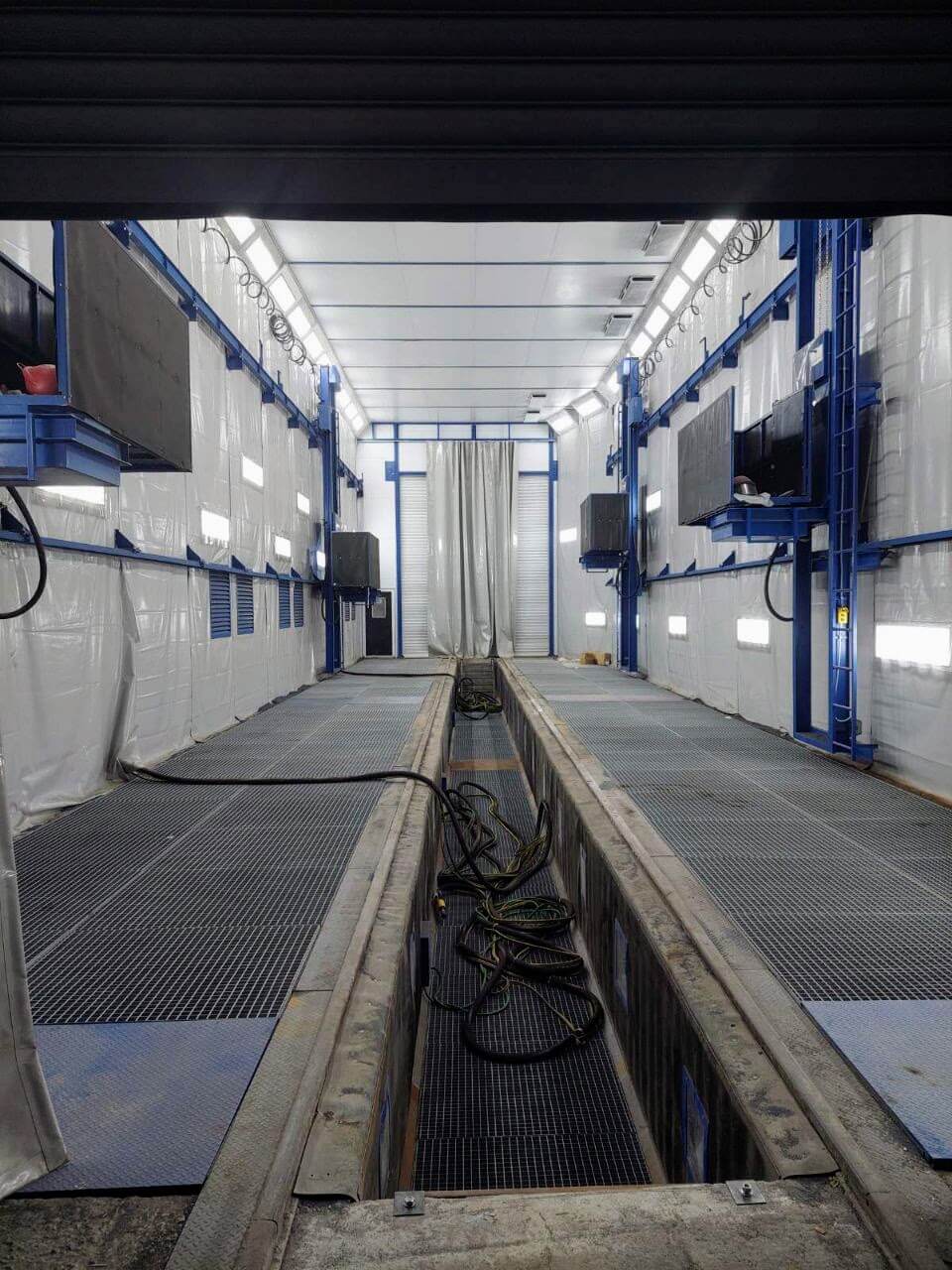
| Tryskací komora | Kovový rám obložený sendvičovými panely tloušťky 80 mm s polyuretanovým ochranným povlakem odolným proti abrazivnímu působení. Hmotnost ≈19 000 kg, vnitřní rozměry 25 000 × 7 000 × 7 000 mm. Konstrukce obsahuje dvě servisní dveře (840 × 1975 mm) a roleta brány (4500 × 5000 mm) pro pohodlný přístup k velkým výrobkům. Komora odpovídá klimatickému provedení UHL 4 (GOST 15150-69) a třídě zóny B-IIa podle PUE (vyd. 7). Vyrobena na bázi tryskací komory řady KASO, která zajišťuje bezpečné a efektivní čištění s regenerací trysku v uzavřeném cyklu. | |
| Nátěrová a sušicí komora | Sestává z kabiny a ventilační jednotky. Kabina je rámová konstrukce z profilovaných trubek, obložená tepelně izolačními sendvičovými panely s galvanickým povlakem (zinek 275 mg/m², odolnost do 180 °C). Hmotnost ≈35 000 kg, vnitřní rozměry 34 220 × 7 000 × 6 050 mm. Vyposażena sekčními bránami (5500 × 4500 mm). Konstrukce odpovídá klimatickému provedení UHL 4 (GOST 15150-69) a třídě zóny B-IIa podle PUE (vyd. 7). Vyrobena na bázi technologií nátěrové a sušicí komory řady IKFS, přizpůsobené pro efektivní aplikaci nátěrových povlaků a sušení. | |
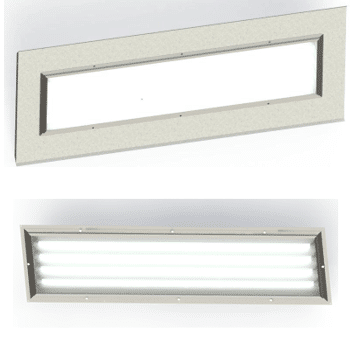
| Osvětlovací systém | Zajišťuje rovnoměrné a bezpečné osvětlení pracovní zóny. Tryskací komora má 144 LED svítidel T8 (1200 mm, 18 W, 6500 K, IP65), vytvářející osvětlení přes 700 lx; nátěrová a sušicí komora používá 304 výbušných LED svítidel (1200 mm, 18 W, 6500 K, IP65) s stropními a nástěnnými jednotkami, zajišťujícími nejméně 600–800 lx v nátěrové zóně. Odpovídá bezpečnostním požadavkům pro zónu B-IIa podle PUE (vyd. 7). | |
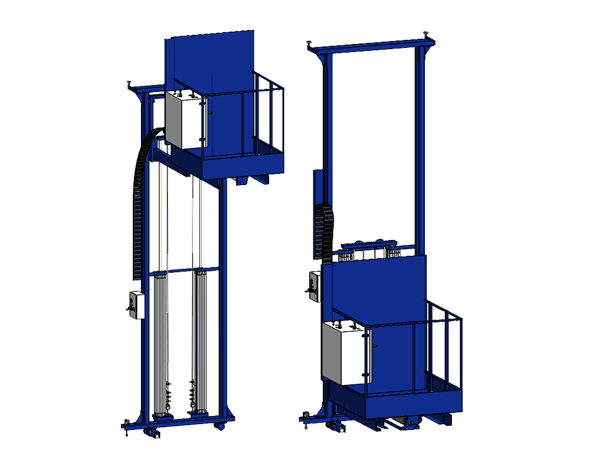
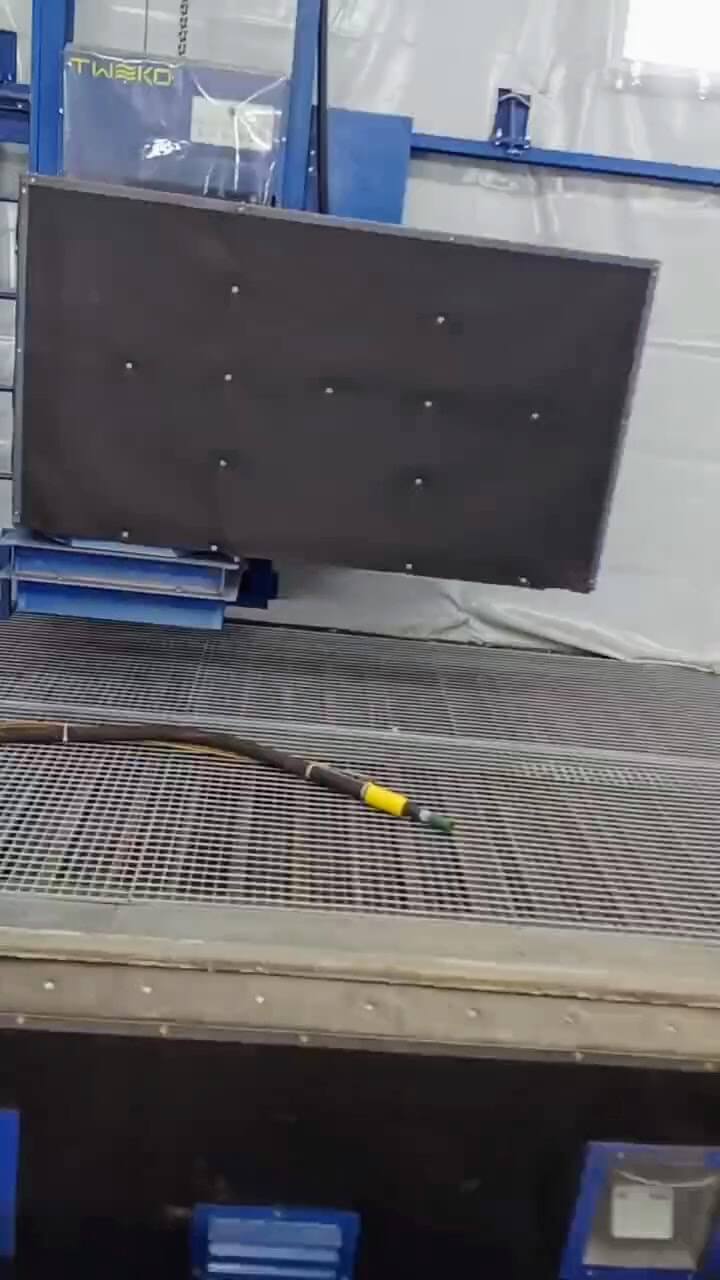
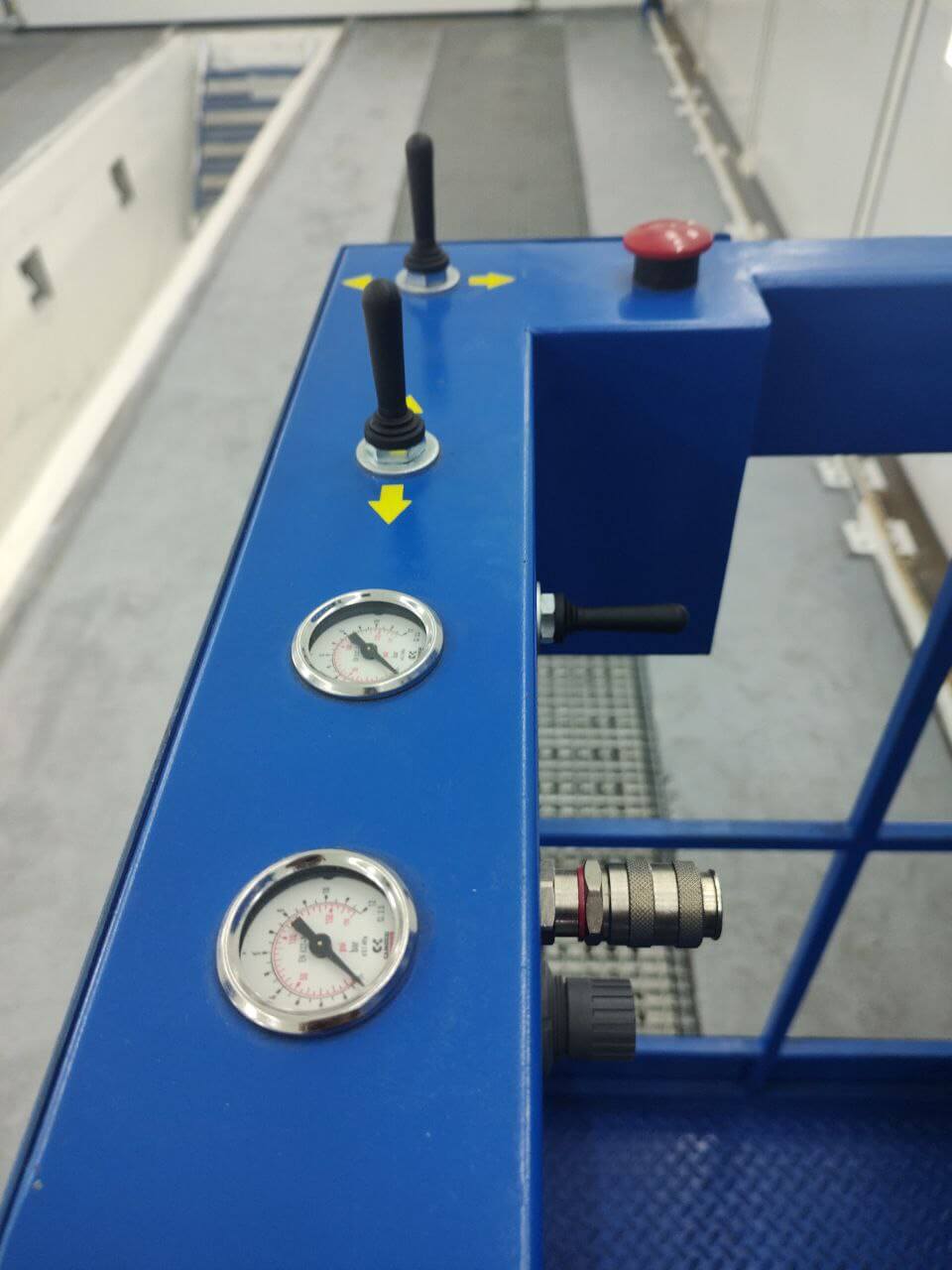
| Zvedací a pohybová platforma | Tříkoodinátový zvedák pro personál a nástroje řady 3PtO poskytuje obsluhám bezpečný přístup k velkým výrobkům pro tryskové čištění v čištěcí komoře a pro aplikaci nátěrových povlaků ve výšce v nátěrové komoře. Nosnost až 500 kg, vybavena pneumatickým systémem s vodícími lištami a brzdovým systémem. | |
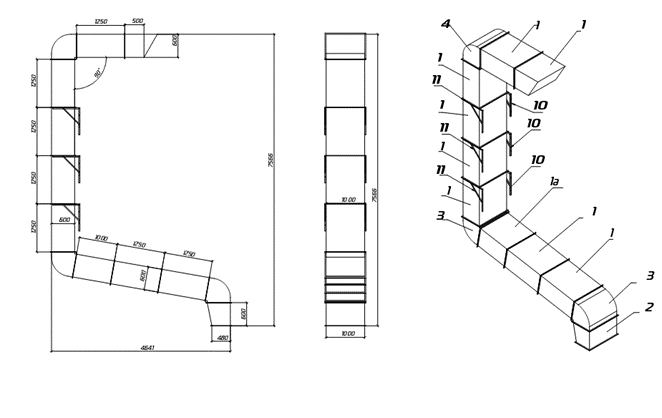
| Systém vzduchových potrubí | Systém dopravy vzduchu v KASO a KFS zahrnuje vzduchová potrubí různých konfigurací (DVM.02.00.00.101–107 a DVM.01.00.00.101–204, tloušťka plechu 0,7–1,0 mm) pro zajištění efektivního proudění vzduchu ve filtračních-ventilačních jednotkách a ventilační skupině. Celkový počet — 204 kusů (96 pro KASO a 108 pro KFS). |
Realizace projektu
Návrh
Tryskací komora KASO a nátěrová a sušicí komora IKFS byly navrženy v souladu s technickým zadáním akciové společnosti „Dniprovagonmash“ s ohledem na požadavky na rozměry zpracovávaných výrobků, výkon, energetickou účinnost a bezpečnost. Konstrukce byly realizovány podle klimatického provedení UHL 4 (GOST 15150-69) a požadavků na výbušné zóny třídy B-IIa podle PUE.
Kompletní souprava projektové dokumentace pro obě komory byla vypracována specialisty TWEKO a předána zákazníkovi v papírové i elektronické formě v květnu 2022.
Výroba
Výroba byla dokončena na výrobních závodech TWEKO v únoru 2022:
- Komora KASO — sériové číslo 176/2022;
- Komora IKFS — sériové číslo 175/2022.
Pro obě komory byly použity komponenty od předních výrobců (ventilátory „Provent“, elektromotory AIR 160 S4, AIR 132M6, AIR 132S6, DS80M4, M90S-4, kazetové a stropní filtry „TechnoFilter“, pneumatické prvky Camozzi, frekvenční měniče INVT apod.), což zajistilo spolehlivost a dlouhou životnost uzlů ventilačních systémů, regenerace filtrů, dopravy abraziva (KASO) a provozních režimů vytápění a sušení (IKFS).
Kvůli vojenským akcím od 24.02.2022 došlo k dočasným přerušením logistiky a částečnému nedostatku některých komponentů, což ovlivnilo dodací lhůty některých položek.
Dodávka
Dodávka zařízení probíhala po etapách v souladu s договором: poprvé v období únor–květen 2022. Velké prvky (rámy, ventilační moduly, sekce TĚNů, škrabací dopravníky, výkovkové elevátory) byly transportovány rozložené; vykládka byla prováděna jeřábem nebo nakladačem s textilními popruhy, drobné komponenty ručně. Zákazník připravil suché a větrané skladovací prostory na svém území.
Další prvky, zejména zvedací a pohybové platformy pro obsluhu, byly expedovány v září 2022.
Montáž
Montážní práce probíhaly po etapách na území zákazníka po dokončení přípravných prací s základy, elektrickým napájením a sítěmi stlačeného vzduchu.
- KASO: montáž zahájena v září 2022; doba prací — přibližně 10 kalendářních týdnů. Nainstalovány a otestovány škrabací dopravník, výkovkový elevátor, separátor a filtračně-ventilační jednotka.
- IKFS: montáž probíhala paralelně s instalací modulů přívodně-odtahové ventilace BRV-18, trubkových elektrických ohřívačů (TĚN), stropních a podlahových filtrů, automatizačního systému a ovládacího panelu; typická doba montáže — přibližně 8–10 týdnů v závislosti na připravenosti infrastruktury.
Všechny práce byly prováděny pod dohledem technických specialistů TWEKO s dodržováním požadavků na připojení elektrického napájení (380 V/50 Hz pro hlavní zařízení, 220 V/50 Hz pro osvětlení), uzemnění, stejně jako připojení a nastavení přívodu stlačeného vzduchu (6 bar pro KASO).
Po montáži byly provedeny komplexní štarťové a nastavovací práce: regulace ventilačních režimů, kontrola hermetičnosti kabin, nastavení systémů regenerace filtrů, testování automatických zámků a bezpečnostních signalizací.
Školení a uvedení do provozu
Personál zákazníka absolvoval školení na obsluhu a údržbu obou komor. Školící program zahrnoval:
- provozní postupy a denní údržbu;
- bezpečnostní pravidla a použití OOPP (pro KASO — ochranný oděv, rukavice, helma s nuceným přívodem vzduchu; pro KFS — ochranné oblečení, rukavice a respirátor při práci s nátěrovými látkami);
- nastavení ovládacích panelů: dvoukanálový termoregulátor, časovač sušení (0–99 min), potenciometr regulace přetlaku (30–50 Pa), interpretace signálů detektoru plynu (5–50 % LEL).
Po školení byly provedeny závěrečné zkoušky a oba systémy byly předány zákazníkovi do provozu.
Podmínky vyšší moci
Realizace projektu byla komplikováná vojenskou agresi Ruska proti Ukrajině, která od 24. února 2022 vedla k vyhlášení válečného stavu (potvrzeno TPP Ukrajiny 28.02.2022). To způsobilo zpoždění v logistice, zdražení komponentů a dočasný nedostatek některých zdrojů. Navzdory těmto okolnostem TWEKO zajistila postupné dodávky komponentů, včasné dokončení montáže a plné splnění smluvních závazků vůči akciové společnosti „Dniprovagonmash“.
Princip činnosti
Komplex funguje na integrovaném cyklu čištění a nátěru kovových povrchů v průmyslových podmínkách, zajišťujícím kontinuální přípravu a zpracování výrobků při dodržování požadavků na bezpečnost a environmentální standardy.
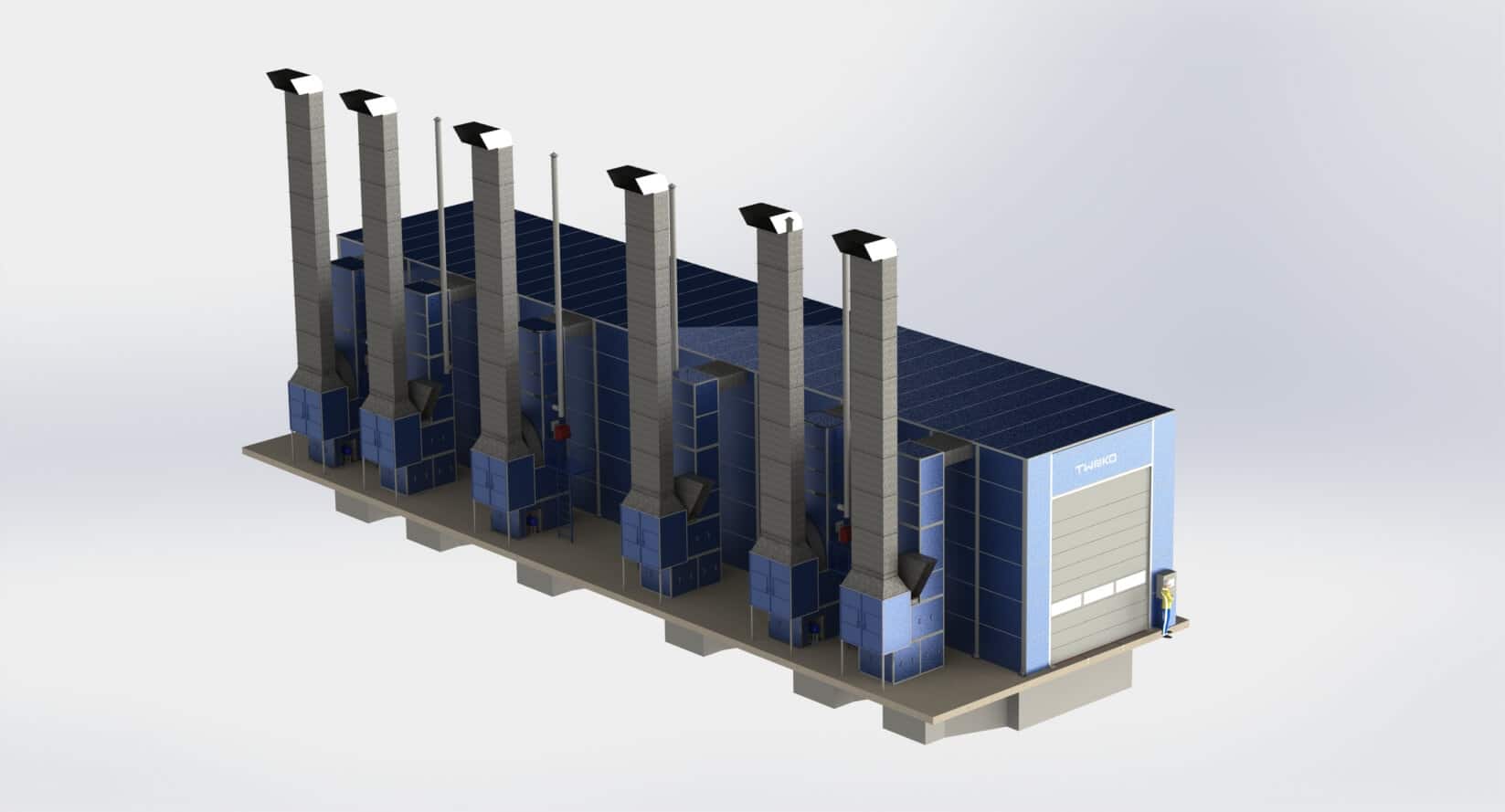
- Tryskací komora KASO: Operátor pomocí tryskací pistole zpracovává kovové díly ocelovým nebo litinovým tryskem, efektivně odstraňujíc rez, šupiny, zbytky starých povlaků, olej a další nečistoty z povrchů v rámci vnitřního prostoru komory. Proces probíhá za podmínek klimatického provedení UHL 4 (GOST 15150-69), s zajištěním zóny třídy B-IIa (PUE, 7. vydání). Čtyři zvedací a pohybové platformy řady 3PtO, vybavené pneumatickým systémem s vodícími lištami, brzdami a regulací výšky, zajišťují bezpečný přístup ke všem částem výrobků, umožňující pohyb ve třech směrech. Použitý abraziv je sbírán škrabacím dopravníkem, který jej transportuje k výkovkovému elevátoru. Elevátor zvedá abraziv k separátoru, kde prach a nečistoty se oddělují perforovaným sítem s vibračními motory, poté vyčištěný abraziv se akumuluje v kuželovitém zásobníku objemu až 2 m³ pro opakované použití. Prašný vzduch je odváděn čtyřmi filtračně-ventilačními jednotkami (FVU) s výkonem 30 000 m³/h každá, vybavenými kazetovými filtry, které se regenerují impulsním foukáním stlačeným vzduchem (tlak 6 bar, třída ne nižší než 9 podle GOST 17433-80, s vysoušením na tečku rosy -30 °C při vnější montáži). Proces je řízen centrálním ovládacím panelem, vybaveným přepínači napájení, tlačítky „START“ a „STOP“, indikátory provozu FVU, pohonů dopravníků, signalizačními lampami přetížení motorů a přeplnění zásobníku, stejně jako motohodinoměrem a čidly tlaku ve hlavní trubce stlačeného vzduchu, což zajišťuje kontinuální monitorování a rychlou reakci na poruchy.

- Nátěrová a sušicí komora KFS: Po čištění jsou výrobky přesunuty do nátěrové komory, kde se nátěrové povlaky aplikují metodou pneumatického ručního stříkání za podmínek klimatického provedení UHL 4 (GOST 15150-69) a zóny třídy B-IIa (PUE, 7. vydání). Vzduch vstupuje přes sací ventil, prochází předčištěcím filtrem (účinnost ≈89 %), výměníkem tepla s trubkovými ohřívači řady TOE a stropním filtrem (akryl, účinnost ≈96,7 %, odolný vůči teplotám až 100–120 °C), čímž se zajišťuje čisté prostředí s udržovaným přetlakem 30–50 Pa. Ventilace je zajištěna šesti přívodními a šesti odtahovými ventilačními jednotkami (výkon ≈18 000 m³/h každá), vybavenými motory (7,5 kW, 1000 ot/min) pro přívod a (5,5 kW, 1000 ot/min) pro odtah, splňujícími požadavky na výbušnou zónu třídy 2/22 (PUE) a DSTU B A.3.2-12:2009. V sušicím režimu komora pracuje ve třífázovém cyklu: vyfukování k odstranění zbytků barvy, sušení s recirkulací přes výměník tepla (maximální teplota ≈90 °C, zajištěná 198 TĚNy) a chlazení, s automatickým vypnutím LED svítidel (18 W, 6500 K) k ochraně před přehřátím. Dodatečnou filtraci výfukového vzduchu zajišťuje podlahový filtr (labyrintový/kartonový/sklovláknitý, účinnost ≈93 %) a výstupní filtr (sklovláknitý TPS-50, účinnost ≈75 %). Pro pohodlný přístup k velkým výrobkům během aplikace povlaků se používají zvedací a pohybové platformy řady 3PtO. Proces je řízen ovládacím panelem s dvoukanálovým termoregulátorem (LU-1 pro nátěr, LU-2 pro sušení), časovačem výdrže (rozsah 0–99 minut), potenciometrem pro regulaci frekvenčního měniče ventilátorů, indikátorem tlaku, světelnými indikátory provozu uzlů, systémem blokování ventilace a ohřívačů při spuštění detektoru plynu (rozsah 5–50 % LEL) a tlačítky „START“/„STOP“ s nouzovým vypnutím, což zaručuje bezpečnost a přesnost operací.



Tento integrovaný přístup minimalizuje ztráty materiálu, udržuje vysokou kvalitu zpracování a zajišťuje bezpečné pracovní podmínky v souladu s normami požární bezpečnosti a environmentálními standardy.
Technické specifikace tryskacích a nátěrových sušicích komor
| Kategorie / parametr | Čištěcí komora | Nátěrová komora |
|---|---|---|
| Rozměry a konstrukce | ||
| Vnitřní rozměry (D׊×V), mm | 25 000 × 7 000 × 7 000 | 34 220 × 7 000 × 6 050 |
| Vnější rozměry (D׊×V), mm | 25 760 × 9 265 × 7 400 | 34 430 × 11 851 × 9 016 |
| Hmotnost, kg | ≈19 000 | ≈35 000 |
| Brány | Rolové, 4 500 × 5 000 mm | Sekční, 5 500 × 4 500 mm |
| Servisní dveře | 2 ks, 840 × 1 975 mm | – |
| Rám / obložení | Kovový rám, sendvičové panely 80 mm s vnitřním povlakem odolným proti abrazivu | Kovový rám, tepelně izolační sendvičové panely, stropní a podlahové filtry |
| Ventilace a výměna vzduchu | ||
| Počet ventilačních jednotek | 4 filtračně-ventilační jednotky (FVU) | 6 přívodních + 6 odtahových VU typu BRV-18 |
| Výkon ventilační jednotky | ≈30 000 m³/h na FVU | ≈18 000 m³/h na ventilátor BRV-18 |
| Elektromotory ventilátorů | AIR 160 S4 15 kW, 1 450–1 500 ot/min (8 ks) | přívod – AIR 132M6 7,5 kW 1 000 ot/min × 6; odtah – AIR 132S6 5,5 kW 1 000 ot/min × 6 |
| Regenerace filtrů | Impulsní foukání stlačeným vzduchem přes akumulátor a solenoidové ventily | – |
| Záruka / životnost | ||
| Životnost | Záruka 12 měsíců; prostředky na generální opravu 5 let; normativní doba provozu 10 let | |
Údržba, bezpečnostní postupy a záruční závazky
Společnost LLC „Tekhservis VEKO and Partner GmbH“ vyvinula postupy pro nepřetržitý provoz komplexu.
- Údržba: Pro KASO — denní inspekce, vyprazdňování separátoru a FVU, týdenní kontrola ventilů, měsíční kontrola filtrů, čtvrtletní kontrola dopravníků a ventilátorů, půlroční kontrola elektrických obvodů. Pro IKFS — denní inspekce filtrů, týdenní kontrola ventilátorů, měsíční výměna filtrů, čtvrtletní kontrola výměníku tepla, půlroční kontrola kontaktů.
- Bezpečnostní postupy: Zakázáno otevírat dveře/brány během provozu, používat rozpouštědla (KASO) nebo pracovat bez uzemnění (IKFS). Povinné OOPP. KASO vybavena koncovými spínači, IKFS — detektorem plynu.
- Záruka: 12 měsíců od uvedení do provozu (za předpokladu montáže pod dohledem výrobce) nebo 15 měsíců od data předání. Nezahrnuje porušení instrukcí. Opravy — zástupci LLC „Tekhservis VEKO“, doprava — na účet výrobce.
Výsledky
- Účinnost: Komplex zvýšil produktivitu díky automatizovanému čištění (KASO) a nátěru/sušení (IKFS), zkracuje dobu zpracování.
- Kvalita zpracování: KASO zajišťuje důkladné čištění, IKFS — rovnoměrnou aplikaci a sušení povlaků, zlepšuje antikorozní ochranu.
- Environmentální bezpečnost: Filtrace prachu (KASO) a nátěrové mlhy (IKFS) odpovídá environmentálním standardům.
- Spolehlivost: Životnost 10 let s prostředky na generální opravu 5 let pro obě komory.
- Bezpečnost: Bezpečnostní automatizace (KASO) a detektor plynu (IKFS) minimalizují rizika.
Komplexní komory KASO a IKFS pro železniční dopravu od TWEKO
Komplex abrazivního čištění, nátěru a sušení představuje integrované řešení pro čištění kovových povrchů od rezavění a aplikaci ochranných nátěrových povlaků. KASO využívá technologii tryskacího čištění s regenerací abraziva, zatímco IKFS zajišťuje pneumatický nátěr a sušení s recirkulací vzduchu. Oba systémy mají efektivní filtraci, osvětlení (více než 700 lux) a automatizované ovládání. Vyvíjeny individuálně podle technických specifikací. Komplex od LLC „Tekhservis VEKO and Partner GmbH“ se stal klíčovým řešením pro akciovou společnost „Dniprovagonmash“, zajistil vysokou produktivitu, kvalitu čištění a nátěru, bezpečnost a soulad s environmentálními normami. Zařízení odpovídá moderním standardům a podporuje výrobu nákladních vagónů, zkracuje čas a náklady.