Lakýrnická komora pro traktory — malířský komplex určený k nanášení a sušení lakovacího povlaku na povrch dílů a komponentů zemědělské techniky. Tento komplex jsme navrhli a vyrobili speciálně pro společnost ООО „Belocerkovmaz“ v roce 2013.
Původně se předpokládalo, že komplex bude sestávat ze čtyř komor umístěných postupně za sebou. Dvě komory měly sloužit k nanášení ochranného lakovacího povlaku a dvě k jeho sušení. Druhá etapa výroby, tedy vytvoření třetí a čtvrté komory, však byla odložena na pozdější termín, po čemž v zemi nastala další krize.
1. Konstrukce a princip činnosti
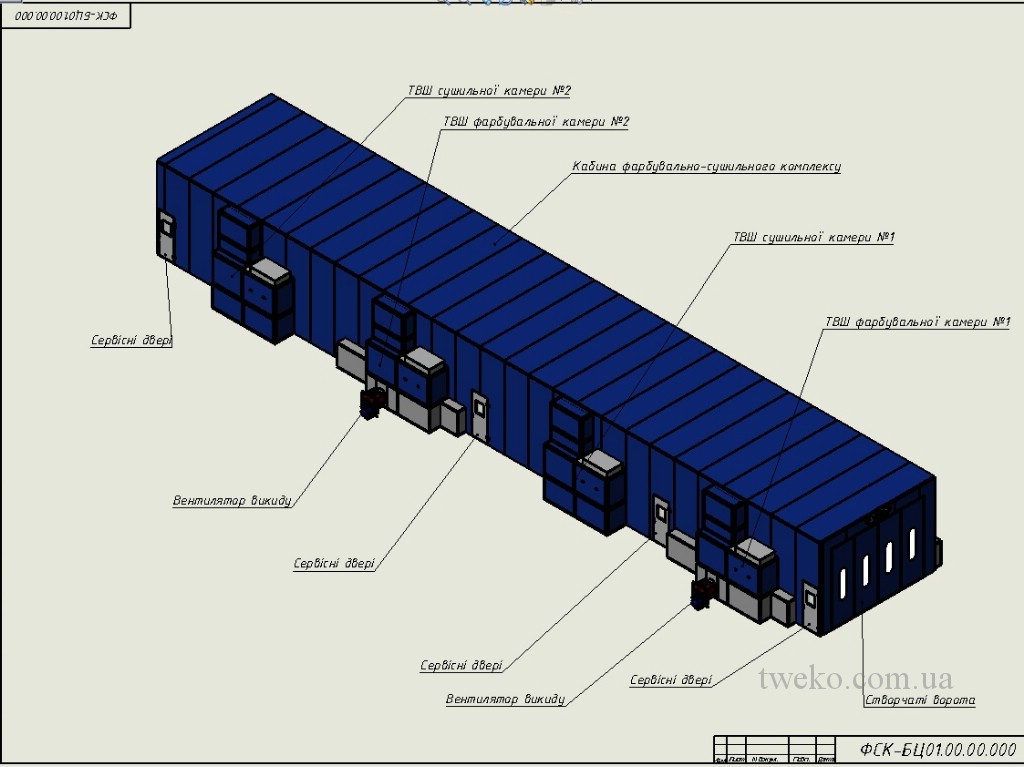
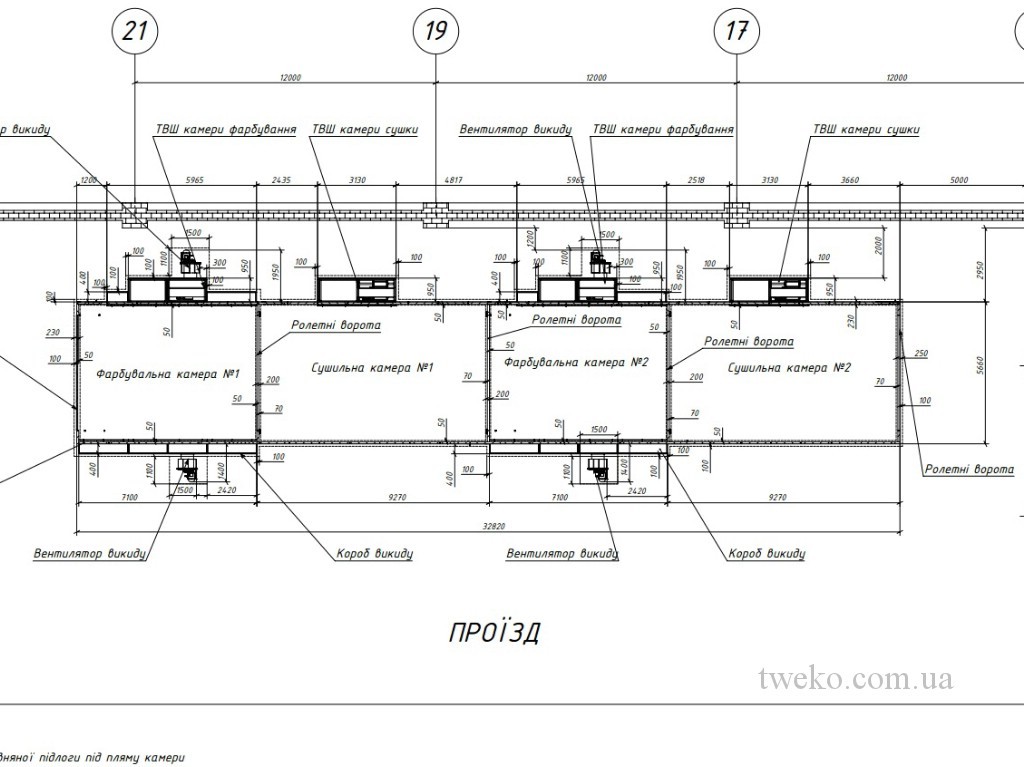
1.1. Kabina komplexu je vyrobena z kovových tepelně izolačních sendvičových panelů s požáruvzdorným výplňovým materiálem a galvanickým dvouvrstvým polymerním povlakem, který se skládá z vrstvy zinku o tloušťce 275 mg/m2 a vrstvy polymerního povlaku. Panely odolávají vysokým teplotám (až 180 °C). Kabina má dvě pracovní zóny: 1. zónu ventilace a 2. zónu konečného sušení. Zóny mají jednu společnou stěnu, ve které jsou umístěny posuvné dveře pro přímé vkládání výrobků do sušicí zóny z ventilační zóny a trojkřídlé otočné brány v každé zóně komplexu.
1.2. Osvětlení ventilační zóny komplexu tvoří šest hermetických fluorescentních svítidel připevněných na konstrukci stropu. Osvětlení sušicí zóny tvoří čtyři stropní dvoulampová fluorescentní svítidla, která jsou namontována na stropě sušicí zóny.
1.3. Stropní filtrační buňky z nehořlavého materiálu. Vysoce kvalitní filtraci vzduchu zajišťují speciálně navržené rámy s filtry, které mají vynikající obvodové těsnění. Stropní rámy jsou navrženy a vyrobeny jako snadno odnímatelné, což umožňuje rychlou výměnu filtrů.
1.4. Odsávací skříň se suchými filtry je umístěna uprostřed pravé stěny ventilační zóny a je provedena jako samostatný blok instalovaný uvnitř kabiny. Odsávací skříň zajišťuje odvod použitého vzduchu z ventilační zóny pomocí axiálního ventilátoru a jeho čištění od zbytků lakovacích materiálů filtrováním ve dvou stupních: I — kartonový labyrintový filtr, II — syntetický sklolaminátový filtr. Vzduch ze sušicí zóny je odváděn ventilační jednotkou, která je namontována venku na speciální plošině, pomocí vzduchových kanálů (vzduchovody nejsou součástí dodávky).
1.5. Termoventilační skříň (TVS) je umístěna na zadní straně komplexu. Každá TVS je vybavena odstředivým přívodním ventilátorem s konstantním proudem vzduchu, který zajišťuje dostatečnou výměnu vzduchu v každé pracovní zóně během provozu komplexu, aby byla zajištěna maximální bezpečnost práce personálu.
TVS lakýrnické komory (LK) zajišťuje nasávání vzduchu z atmosféry a jeho čištění pomocí předfiltrovacích kapesních filtrů. Ohřev vzduchu na požadovanou teplotu je prováděn pomocí výměníku tepla z žáruvzdorné oceli a dieselového hořáku, následně je vzduch přiváděn přes střešní prostor a filtry jemné filtrace umístěné v konstrukci stropu do kabiny komplexu.
Sušicí komora (SK) zajišťuje cirkulaci vzduchu uvnitř sušicí zóny. Ohřev vzduchu je prováděn pomocí výměníku tepla s metalokeramickými tlustovrstvými ohřívači. Teplota vzduchu na výstupu každého výměníku tepla je kontrolována teplotním čidlem, které vypíná ohřev, pokud teplota dosáhne 105 ± 5 °C.
1.6. Automatický řídicí systém komplexu je umístěn ve dvou hlavních ovládacích panelech — centrálním ovládacím panelem, který je instalován poblíž vstupních bran do komplexu, a silovým panelem, který je umístěn na zadní straně komplexu poblíž TVS sušicí zóny. Tento systém zajišťuje současné připojení k elektrickému napájení silového vybavení lakýrnické komory a sušicí komory, stejně jako řízení a indikaci jejich provozu nebo nouzového stavu.
1.6.1. Na čelním panelu centrálního ovládacího pultu v mnemonice lakýrnické komory jsou následující ovládací prvky a indikační LED diody (dále jen indikátory):
1) tlačítka spuštění komory „Lakování“ — „SB2“ a jejího zastavení „STOP“ — „SB1“;
2) vypínač napájení automatiky pultu „SQ1“;
3) vypínač osvětlení SL „0 — I“;
4) vypínač dieselového hořáku SBR „0 — I“;
5) indikátory „HL1“ … „HL7“:
— Kontrola napájení automatiky lakýrnické komory;
— Provoz přívodního ventilátoru LK;
— Provoz odsávacího ventilátoru;
— Indikace provozu komory;
— Nouzové vypnutí ventilátoru TVS, jeho tepelné ochranné relé nebo blokem kontroly stavu řemenů a vstupních filtrů podle rozdílu tlaku na ventilátoru čidlem PG1;
— Nouzové vypnutí odsávacího ventilátoru jeho tepelným ochranným relé;
— Nouzové vypnutí hořáku.
6) regulátor teploty typu TRM1-Š2-U.R. „PT“ s vestavěným:
a) tříčíselným sedmisegmentovým indikátorem pro zobrazení teploty, měření a funkčních parametrů přístroje;
b) třemi LED indikátory:
— „K“ signalizuje zapnutí výstupu;
— „T“ a „▲ T“ se rozsvítí při předchozím nastavení teploty nebo zóny hystereze;
c) tlačítko „PROG“ umožňuje vstup do režimu prohlížení a nastavení pracovních parametrů a jejich uložení do energeticky nezávislé paměti;
d) tlačítka „▲“ a „▼“ umožňují zvýšit nebo snížit hodnotu parametru;
7) čítač provozních hodin zařízení.
1.6.1.1. Uvnitř pultu se nacházejí:
1) jednopólové automatické jističe — osvětlení komory — „QF4“ a automatiky komory — „QF5“;
2) elektromagnetický spouštěč osvětlovacích linek „KL1“;
3) mezilehlá relé spuštění komory „KVP“ a řízení provozu hořáku „KT“.
1.6.2. Na čelním panelu centrálního ovládacího pultu v mnemonice sušicí komory jsou následující ovládací prvky a indikátory:
1) tlačítka spuštění komory „Sušení“ — „SB2“ a jejího zastavení „STOP“ — „SB1“;
2) vypínač napájení automatiky pultu „SQC“;
3) vypínač osvětlení SL „0 — I“;
4) indikátory „HL1“ … „HL6“:
— Kontrola napájení automatiky sušicí komory;
— Provoz cirkulačního ventilátoru;
— Nouzové vypnutí ventilátoru, jeho tepelné ochranné relé;
— Zapnutí I. skupiny ohřívačů výměníku tepla;
— Zapnutí II. skupiny ohřívačů výměníku tepla;
— Zapnutí III. skupiny ohřívačů výměníku tepla;
5) regulátor teploty typu TRM1-Š2-U.R. „PT“, podobně jako u lakýrnické komory;
6) čítač provozních hodin zařízení.
1.6.2.1. Uvnitř centrálního pultu pro sušicí komoru jsou instalovány:
1) jednopólové automatické jističe — osvětlení komory — „QF3“ a automatiky komory — „QF2“;
2) elektromagnetický spouštěč osvětlovacích linek „KL1“;
3) mezilehlá relé spuštění komory „KVC“ a řízení provozu hořáku „KT“.
1.7. Na čelní panel silového pultu jsou vyvedena pouze tlačítka „STOP“ — „SBC“ a „SBCC“ pro nouzové zastavení obou komor.
1.7.1. Uvnitř silového pultu pro lakýrnickou komoru jsou instalovány:
1) třífázové automatické jističe ochrany: motoru ventilátoru TVS LK — „QF1“; motoru odsávacího ventilátoru — „QF2“;
2) elektromagnetické spouštěče: motoru ventilátoru „KM1“; motoru odsávacího ventilátoru „KM2“ s jejich tepelnými ochrannými relé „FT1“ … „FT2“;
3) časové relé (blok zpoždění): „KTM1“ instalované na spouštěči „KM1“ — pro zpoždění zapnutí hořáku a ochranu výměníku tepla systémem kontroly tlakového rozdílu na ventilátoru;
4) mezilehlá relé: zpoždění zapnutí hořáku a ochrany výměníku tepla systémem kontroly tlakového rozdílu na ventilátoru — „KPG“ a blokování provozu hořáku při absenci tlakového rozdílu — „KGP“.
1.4.2. Uvnitř silového pultu pro sušicí komoru jsou instalovány:
1) třífázové automatické jističe ochrany: motoru ventilátoru — „QF1“ a I. … III. skupiny ohřívačů výměníku tepla — „QF4“ … „QF6“;
2) elektromagnetické spouštěče: motoru ventilátoru „KM1“ s tepelným ochranným relé „FT1“; spouštěče I. … III. skupiny ohřívačů výměníku tepla — „KM2“ … „KM4“;
3) časové relé (blok zpoždění): „KTM1“ instalované na spouštěči „KM1“ — pro zpoždění zapnutí I. skupiny ohřívačů výměníku tepla; „KTM2“ instalované na spouštěči „KM2“ — pro zpoždění zapnutí II. skupiny ohřívačů výměníku tepla; „KTM2“ instalované na spouštěči „KM2“ — pro zpoždění zapnutí III. skupiny ohřívačů výměníku tepla.
1.8. Automatický systém zajišťuje provoz komplexu v režimech čekání „Lakování“ a „Sušení“.
1) Režim čekání — jsou zapnuty vypínače napájení automatiky pultu „SQ1“ a osvětlení SL „0 — I“, osvětlení pracovních zón je zapnuto;
2) Lakýrnická komora se spouští stisknutím tlačítka „Lakování“, přičemž je vydán příkaz k otevření vstupního šoupátka, rozsvítí se indikátor „PROVOZ“. Teprve po otevření vstupního šoupátka na 65 … 70 % se postupně spouštějí motory: odsávacího ventilátoru a ventilátoru TVS, a při nízké teplotě hořák udržuje v komoře teplotu režimu lakování — 18 … 24 °C, osvětlení pracovní zóny je zapnuto;
3) Sušicí komora se spouští stisknutím tlačítka „Sušení“, přičemž se spustí motor cirkulačního ventilátoru, ohřívače udržují v komoře teplotu režimu sušení — 25 … 40 °C, osvětlení pracovní zóny se zapíná podle potřeby.
Lakýrnická komora pro traktory