
Společnost TWEKO realizovala projekt vývoje, výroby a uvedení do provozu lakovací a sušicí komory řady AKFS Standart pro podnik z průmyslového sektoru.
Komora je integrována do výrobního úseku lakování a je určena k nanášení lakovacích materiálů metodou ručního pneumatického stříkání s následným sušením výrobků za kontrolovaných technologických podmínek.
Systém přívodního a odtahového větrání s výkonem až 22 000 m³/h, suchá vícestupňová filtrace a nepřímý ohřev na bázi naftového hořáku zajišťují stabilní parametry lakování, efektivní odvod lakového aerosolu a rovnoměrné sušení povlaků při teplotě až 80 °C.
Zavedení tohoto technologického řešení umožnilo organizovat kontrolovaný proces nanášení povlaků a zvýšit stabilitu kvality lakování ve výrobě.
O klientovi
Objednatelem projektu je ukrajinský průmyslový podnik specializující se na výrobu polymerových a technických výrobků pro strojírenství, elektroniku a další technické obory. Společnost kombinuje vlastní výrobu s inženýrským vývojem a vyrábí komponenty a konstrukční prvky pro průmyslové použití.
V průběhu výroby značná část výrobků vyžaduje nanášení lakových povlaků, které plní jak dekorativní, tak ochrannou funkci. Pro zajištění stabilní kvality povlaků jsou nezbytné kontrolované podmínky lakování: stabilní teplota, čistý vzduch, efektivní odvod lakového aerosolu a rovnoměrné sušení výrobků.
S ohledem na specifika výroby bylo nutné zavést specializovanou lakovací a sušicí komoru, která umožňuje práci s dlouhými polymerovými výrobky, zajišťuje stabilní parametry větrání a teploty a vytváří bezpečné podmínky pro provádění lakovacích prací.
Řešení
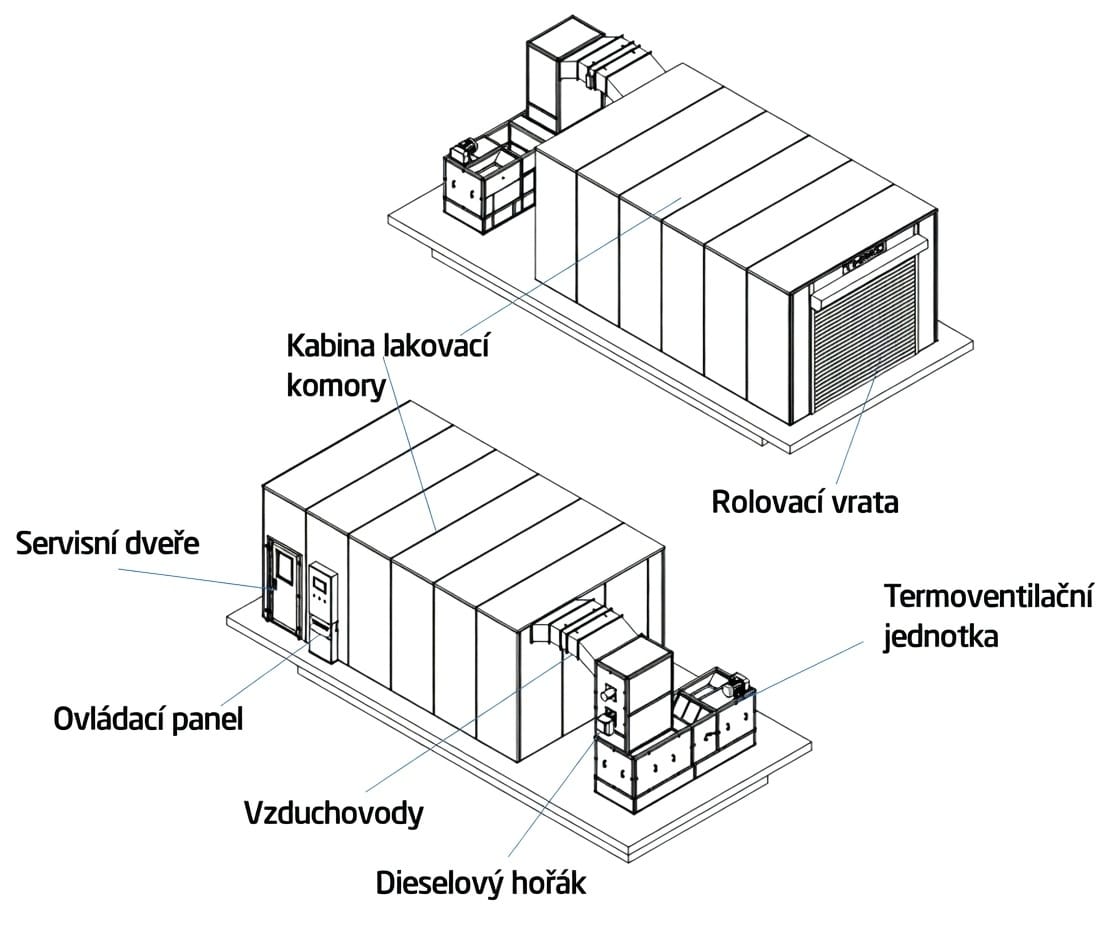
Pro splnění výrobních požadavků zákazníka byla navržena, vyrobena a uvedena do provozu lakovací a sušicí komora řady AKFS Standart, model AKFS-S-7, vybavená suchým systémem filtrace vzduchu.
Konstrukce zařízení je přizpůsobena pro práci s dlouhými výrobky a umožňuje vytvořit stabilní podmínky pro nanášení lakových povlaků a jejich následné sušení v kontrolovaném prostředí.
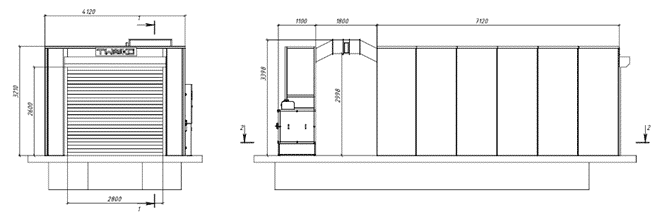
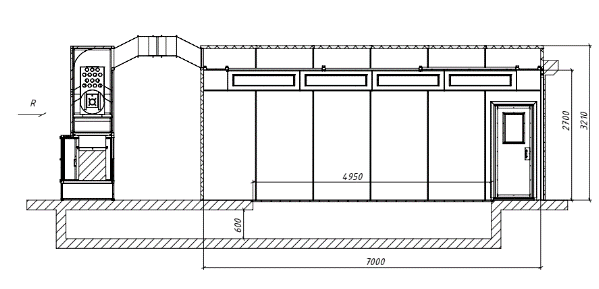
Pracovní zóna komory má rozměry 7000 × 4000 × 2700 mm, což umožňuje lakování velkorozměrných nebo dlouhých výrobků bez omezení jejich velikosti.
Kabina je provedena jako panelová konstrukce ze sendvičových panelů s minerální vlnou jako výplní, což zajišťuje účinnou tepelnou izolaci a stabilní teplotní režim během sušení.
Větrací systém pracuje na principu přívodní a odtahové výměny vzduchu s výkonem až 22 000 m³/h. Tato konfigurace zajišťuje rovnoměrný sestupný proud vzduchu v pracovní zóně, efektivní odvod lakového aerosolu a udržování přetlaku 10–30 Pa, který zabraňuje vnikání prachu do komory během lakování.
Pro čištění vzduchu je použita vícestupňová suchá filtrace zahrnující předfiltr, stropní filtry jemného čištění a podlahové filtrační prvky pro zachycení lakového aerosolu. Tato konfigurace zajišťuje stabilní čistotu vzduchu v pracovní zóně a efektivní čištění odtahového proudu.
Ohřev vzduchu v režimu sušení probíhá prostřednictvím výměníku tepla s nepřímým ohřevem za použití naftového hořáku. Systém umožňuje udržovat teplotu sušení až 80 °C a zajišťuje rovnoměrné prohřívání výrobků v režimu cirkulace vzduchu.
Řízení provozu zařízení je realizováno pomocí elektrického ovládacího panelu s termostatem, časovači a systémem indikace stavu hlavních uzlů. Operátor může nastavovat režimy lakování a sušení, kontrolovat teplotu, dobu procesu i provoz větracího zařízení.

Technické parametry komplexu
| Parametr | Lakovací a sušicí komora AKFS-S-7 |
|---|---|
| Rozměry | |
| Vnitřní rozměry (pracovní zóna) | 7000 × 4000 × 2700 mm |
| Vnější rozměry | 10020 × 4160 × 3210 mm |
| Objem pracovní zóny | ≈ 75,6 m³ |
| Větrání a výměna vzduchu | |
| Typ větrání | Přívodní a odtahové |
| Výkon větrání | až 22 000 m³/h |
| Přívodní ventilátor | Odstředivý ventilátor, elektromotor 7,5 kW, 1000 ot/min |
| Odtahový ventilátor | Odstředivý ventilátor, elektromotor 7,5 kW, 1500 ot/min |
| Provozní přetlak | 10–30 Pa |
| Filtrace vzduchu | |
| Typ filtrace | Suchá vícestupňová filtrace |
| Předfiltr | Akrylový filtr hrubého čištění |
| Stropní filtry | Filtry jemného čištění přívodního vzduchu |
| Podlahové filtry | Filtrační prvky ze skleněných vláken pro zachycení lakového aerosolu |
| Systém ohřevu a sušení | |
| Typ ohřevu | Výměník tepla s nepřímým ohřevem |
| Hořák | Naftový hořák |
| Maximální teplota sušení | až 80 °C |
| Doporučená teplota lakování | ≈ 22 °C |
| Napájení a osvětlení | |
| Napájení zařízení | 380 V / 50 Hz |
| Osvětlení | LED svítidla, barevná teplota 6500 K |
| Celkový elektrický příkon | až 17 kW |
| Akustické parametry | |
| Hladina hluku uvnitř komory | až 65 dB |
| Hladina hluku vně komory | až 70 dB |
Konstrukční vlastnosti komory
- Panelová konstrukce. Kabina je vyrobena ze sendvičových panelů s minerální vlnou o tloušťce přibližně 60 mm. Panely tvoří pevný obvodový plášť komory a zajišťují účinnou tepelnou izolaci a stabilní teplotní podmínky během lakování a sušení.
- Kontrolovaná výměna vzduchu. Přívodně-odtahový větrací systém s výkonem až 22 000 m³/h vytváří stabilní vertikální proudění vzduchu v pracovní zóně, které zajišťuje efektivní odvod lakového aerosolu a udržování přetlaku v komoře.
- Vícestupňová suchá filtrace. Systém filtrace zahrnuje předfiltry, stropní filtry a podlahové filtrační prvky, které zajišťují čištění přívodního vzduchu a účinné zachycení částic lakových materiálů.
- Systém nepřímého ohřevu. Ohřev vzduchu v režimu sušení probíhá prostřednictvím výměníku tepla s naftovým hořákem. Spaliny nepřicházejí do kontaktu se vzduchem v komoře.
- Pohodlný provoz. Komora je vybavena roletovými vraty s elektrickým pohonem, servisními dveřmi pro přístup personálu a systémem osvětlení zajišťujícím komfortní pracovní podmínky.
Realizace projektu
Realizace projektu probíhala v několika etapách a zahrnovala inženýrské, konstrukční, výrobní a montážní práce zaměřené na vytvoření lakovací a sušicí komory pro organizaci kontrolovaného procesu nanášení lakových povlaků a sušení výrobků.
V počáteční fázi bylo zpracováno technické zadání zákazníka s ohledem na rozměry výrobků, technologii jejich lakování a podmínky instalace zařízení na výrobním pracovišti.
- analýza výrobních procesů a technologických požadavků na lakování;
- stanovení optimálních rozměrů pracovní zóny komory;
- vypracování dispozičního řešení lakovací a sušicí komory;
- určení konfigurace větracího systému a systému filtrace vzduchu;
- schválení umístění větracího zařízení, tepelného generátoru a řídicích systémů.
Projektová řešení byla průběžně upřesňována ve spolupráci s technickými specialisty zákazníka.
Na základě schválených technických řešení byl připraven kompletní soubor konstrukční dokumentace pro výrobu zařízení.
- výkresy kabiny lakovací a sušicí komory;
- výkresy nosných konstrukcí a sendvičových panelů;
- dokumentace pro vrata, servisní dveře a osvětlovací prvky;
- schémata větracích jednotek a vzduchovodů;
- elektrická schémata systému řízení a automatizace.
Tato dokumentace byla použita při výrobě zařízení a při následné integraci technologického komplexu na výrobním pracovišti zákazníka.
Výroba zařízení probíhala ve výrobních prostorách společnosti TWEKO v souladu se schválenou konstrukční dokumentací.
- výroba kovových konstrukcí kabiny komory;
- výroba nosných prvků a montážních uzlů;
- příprava větracích a filtračních systémů;
- kompletace výměníku tepla a hořákového zařízení;
- příprava elektrického zařízení a ovládacího panelu.
Po dokončení výroby bylo zařízení postupně kompletováno a připraveno k transportu na místo instalace.
Montáž zařízení probíhala podle projektové dokumentace s ohledem na požadavky na geometrii konstrukcí a napojení na inženýrské sítě.
- instalace nosného rámu a obvodových konstrukcí kabiny;
- montáž sendvičových panelů stěn a stropu;
- instalace vrat a servisních dveří;
- montáž větracích jednotek a vzduchovodů;
- připojení systému ohřevu a větrání;
- instalace elektrických a pneumatických rozvodů.
Montážní práce probíhaly za technického dohledu inženýrů společnosti TWEKO.
Po dokončení montáže byl proveden komplex zkušebních a uváděcích prací zaměřených na ověření funkčnosti hlavních systémů komory.
- kontrola provozu větracího systému a filtrace vzduchu;
- nastavení systému ohřevu a teplotního režimu;
- ověření funkce řídicích a automatizačních systémů;
- testování režimů lakování a sušení;
- příprava zařízení pro průmyslový provoz.
Po dokončení testování byla komora uvedena do provozu a předána zákazníkovi spolu s kompletní technickou dokumentací.
Co získal zákazník
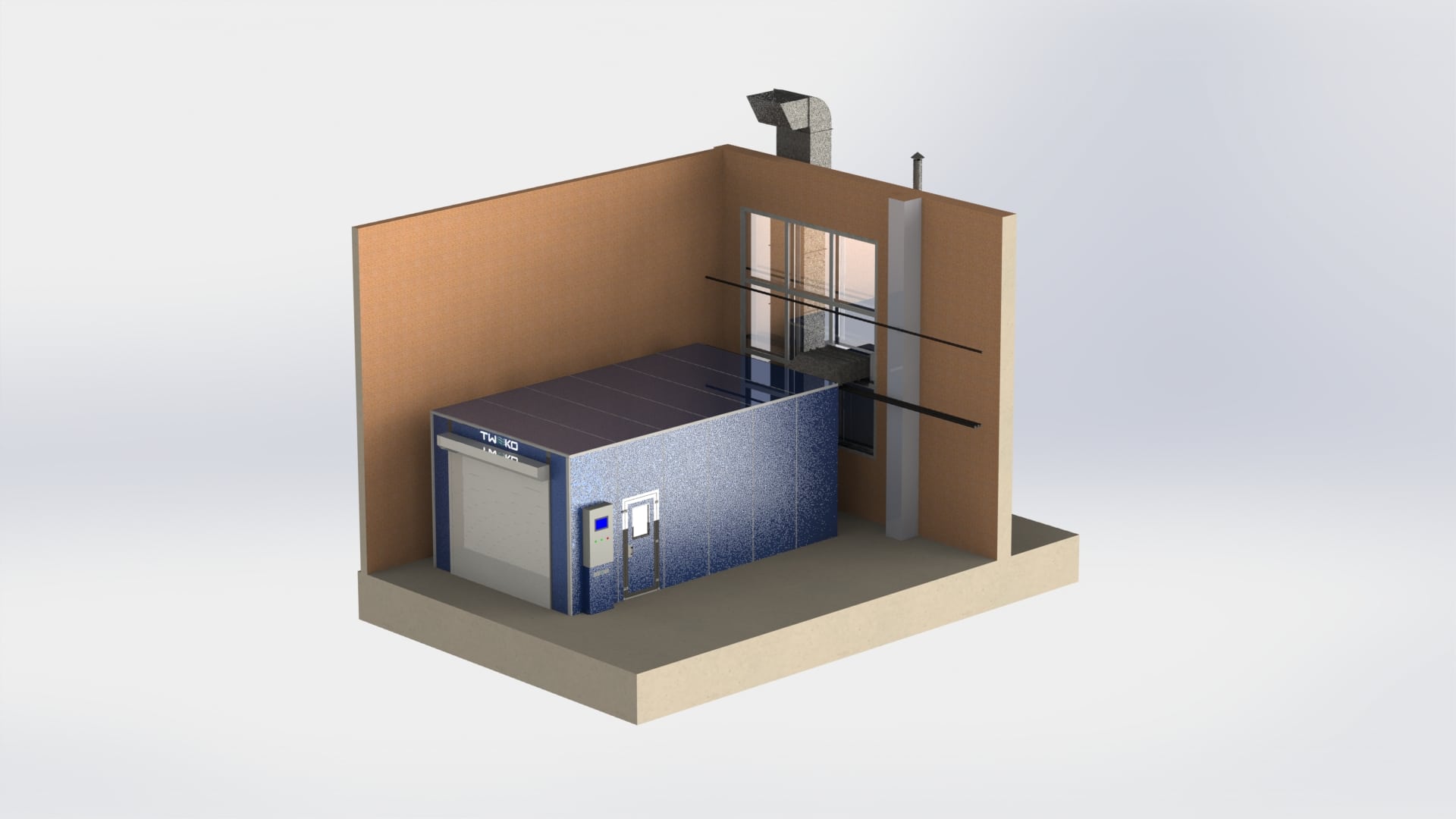
Instalace lakovací a sušicí komory AKFS-S-7 umožnila výrobci polymerových a technických výrobků zavést ve výrobním procesu stabilní, vysoce kvalitní a plně kontrolovaný proces nanášení lakových povlaků.
Komora vytváří potřebné technologické podmínky pro lakování výrobků různých tvarů a velikostí. Zajišťuje čistotu vzduchu v pracovní zóně, stabilní teplotní režim až do 80 °C a efektivní výměnu vzduchu během procesu lakování.
- Stabilní podmínky lakování. Přívodně-odtahový větrací systém zajišťuje kontrolovanou výměnu vzduchu a efektivní odvod lakového aerosolu z pracovní zóny.
- Zvýšení kvality povrchových úprav. Vícestupňový systém filtrace vzduchu snižuje vnikání prachu a cizích částic do lakovacího prostoru.
- Efektivní sušení výrobků. Systém nepřímého ohřevu s výměníkem tepla a naftovým hořákem zajišťuje rovnoměrný ohřev výrobků a stabilní teplotní režim sušení.
- Bezpečné pracovní prostředí. Kontrolovaná výměna vzduchu, účinná filtrace a kvalitní osvětlení vytvářejí bezpečné a komfortní podmínky pro práci obsluhy.
- Integrace do výrobního procesu. Komora byla integrována do technologického úseku lakování a umožnila provádět lakovací práce v kontrolovaném prostředí bez vlivu vnějších faktorů.
Potřebujete podobné řešení?
Specialisté společnosti TWEKO zajišťují návrh, výrobu a implementaci lakovacích a sušicích komor přizpůsobených konkrétním technologickým požadavkům průmyslových podniků.
Pomůžeme vám vybrat optimální konfiguraci zařízení s ohledem na rozměry výrobků, požadovanou produktivitu lakovacího úseku a specifika výrobního areálu.
Kontaktujte naše inženýry, prodiskutujte s námi váš projekt a získejte odbornou technickou konzultaci.